1
Изобретение относится к металлообработке и может применяться при производстве зубчатых колес.
Известны зубоотделочные станки с инерционной связью, осуществляемой посредством двух маховиков, установленных соответственно на валах инструмента и изделия.
С целью повышения качества обработки зубчатых колес инструмент и изделие связаны между собой цепью обката.
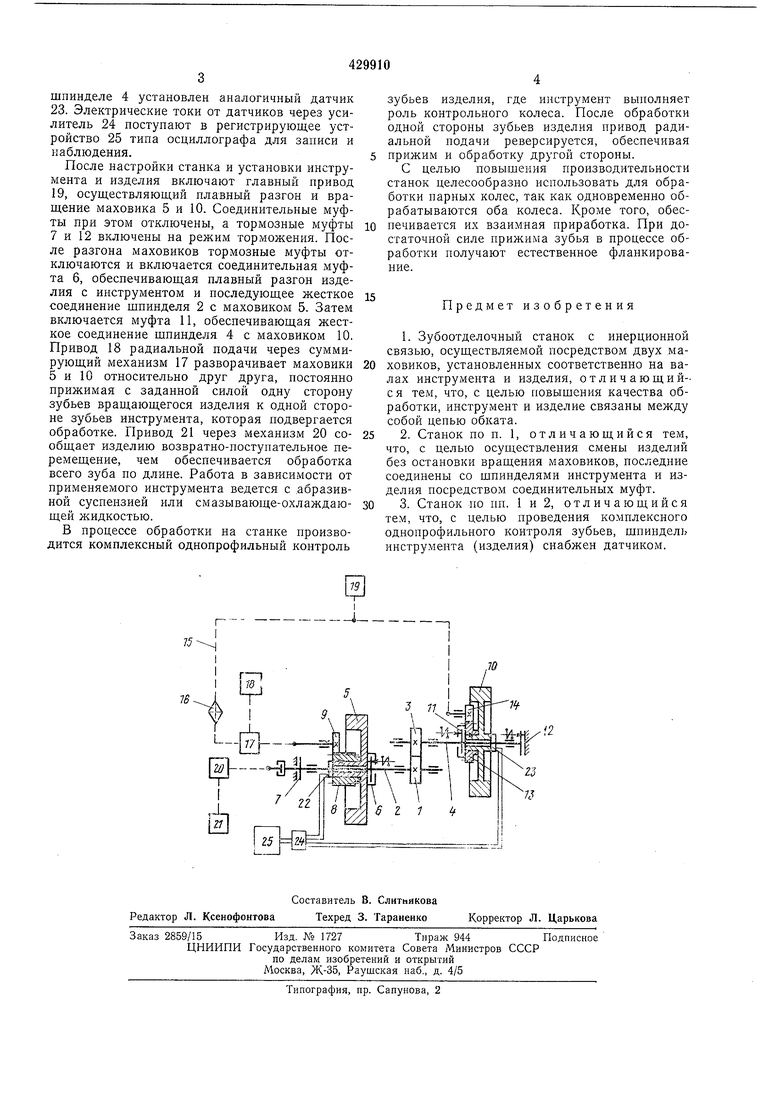
На чертеже схематически показан предлагаемый зубоотделочный станок.
Обрабатываемое изделие 1, жестко соединенное со шпинделем 2, сцепляется с инструментом 3, жестко связанным со шпинделем 4. Соосно со шпинделем 2 свободно врадхается маховик 5, который соединительной муфтой 6 жестко соединен со шпинделем 2, при этом в качестве соединительной муфты может быть применена фрикционно-зубчатая электромагнитная или гидравлическая муфта. Шпиндель 2 соединен с тормозной муфтой 7, работаюш,ей как в режиме подтормаживания, так и полного торможения. На маховик посажено широкое прямозубое колесо 8, сцепленное € колесом 9. Соосно со шпинделем 4 свободно враш,ается маховик 10. Соединительной муфтой 11 маховик 10 жестко соединен со шпинделем 4, связанным с тормозной муфтой 12. На маховик 10 посажено зубчатое колесо 13,
сцепленное с колесом 14, связанным л :есткой кинематической цепью 15 с колесом 9. При включенных соединительных муфтах 6 и 11 осуш;ествляется жесткая кинематическая связь (цепь обкатки) изделия с инструментом. В цепи обкатки имеется гитара деления 10, настраиваемая в зависимости от числа зубьев изделия и инструмента, а также суммирующий механизм 17, например дифференциал, с приводом 18 радиальной подачи. В механизме радиальной подачи применен храповый механизм с приводом от гидроцилиндра, храповое колесо которого посажено на червяк дифференциала. Изделие и инструмент приводятся
во вращение от главного привода 19, кинематически соединенного с цепью обкатки. Суппорт станка вместе с инструментом установлен на угол наклона зубьев инструмента. Шпиндель 2 вместе с изделием 1, маховиком 5, муфтой 6 и колесом 8 возвратно-поступательно перемешается от механизма 20 продольной подачи с приводом 21 вдоль своей оси на длину зуба изделия, осуществляя продольную подачу изделия относительно инструмента. В качестве механизма продольной подачи применен кривошипно-шатунный механизм или кулачковый механизм. На шпинделе 2 установлен датчик 22, трансформирующий крутильные колебания шпинделя относительно маховика 5 в электрические токи. На
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| ВНУТРИРЕЗЬБОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2014974C1 |
| Резьбонарезной станок | 1981 |
|
SU990447A1 |
| БИБЛИОТЕКА J | 1970 |
|
SU287500A1 |
| Зубообрабатывающий станок | 1978 |
|
SU778960A1 |
| Способ и станок для чернового и чистового нарезания зубчатых колес | 1939 |
|
SU61335A1 |
| МЕХАНИЗМ ДЕЛЕНИЯ ЗУБООБРАБАТЫВАЮЩЕ ГО СТАНКА | 1970 |
|
SU271255A1 |
| Зуборезный станок для нарезания конических колес | 1991 |
|
SU1815025A1 |
| ЗУБОХОНИН ПОВАЛЬНЫЙ СТАНОК | 1970 |
|
SU268870A1 |
| Зубоотделочный станок | 1978 |
|
SU743798A1 |
