Изобретение нредназначено для использования в ставках для шлифования тороидной поверхности дорожек качения (желобов «а торцовой поверхности колец упорных шариковых нодшиняиков и подобных им деталей.
Известен способ шлифования желобов изделий тина колец упорных шари-коподшнпников периферией плоского шлифовального круга, ось вращения которого развернута -на уголотоюсительно оси враше-ния изделия. При обработке этим способом диаметр круга строго ограничен условиями получения геометрически правильного тороидного профиля желоба. Ограниченность диаметра круга влияет «аего стойкость, требует относительно частой нравки и замены кругов, т. е. в конечном итоге отрицательно влияет На производительность.
Предлагаемый способ отличается от известного тем, что угол между осями шлифовального круга и изделия выбирают тупым. Это позволяет при прочих равных условиях увеличить диаметр круга, а следовательно, повысить производительность. Кроме того, движение подачи и компенсации износа круга могут осуш,ествлять в направлении, перпендикулярном оси шлифовального круга и движение подачн могут осуш,естБлять в направлении, параллельном оси изделия, а движение комненсации износа круга в направлении перпендикулярном оси шлифовального круга.
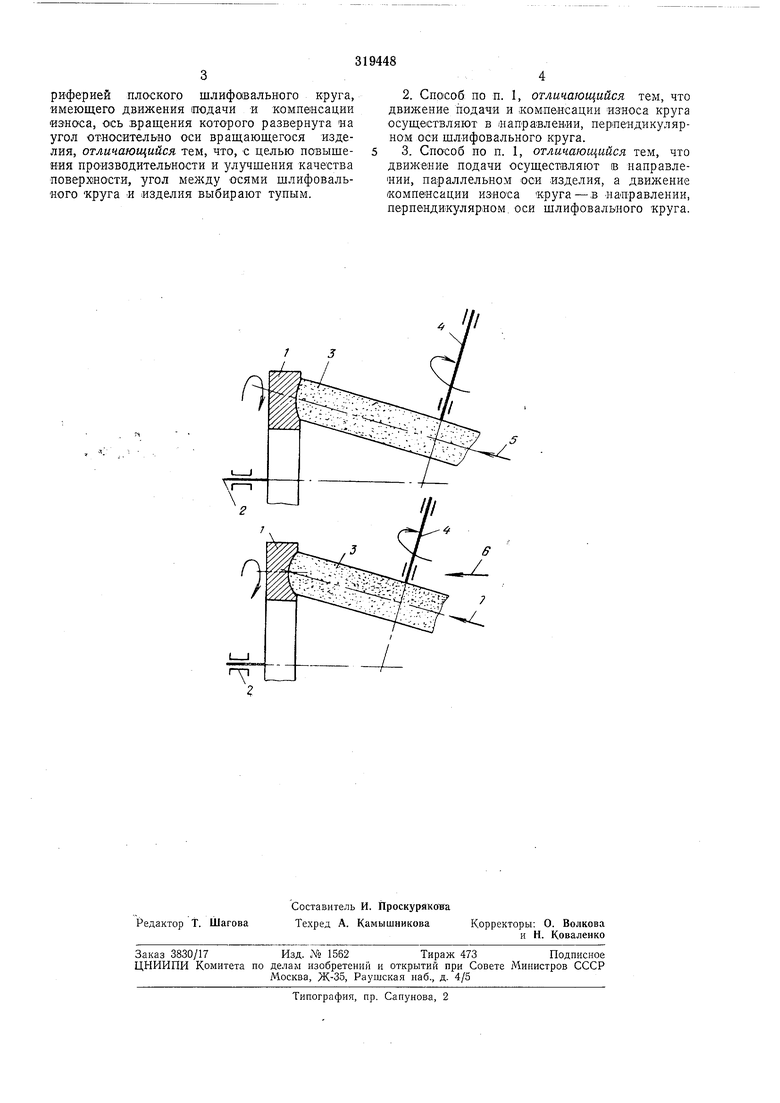
Предлагаемый способ поясняется чертежом, на котором представлены две модификации способа. Изделие 1 приводят во враш,ение относительно оси 2 и обрабатывают инструментом 5, в данном случае плоским шлифовальным кругом, приводимым во врашение относительно оси 4. Угол между осями 2 и 4 задается превышаюшим 90°, т. е. туным, плоскость «руга
при этом наклонена к оси изделия и cOiCTHBляет с ней острый угол, значение которого целесообразно выбирать в пределах 15-30°. В процессе обработки шлифовальному кругу сообш.ают движение подачи, направление которого МОжет быть либо перпендикулярным оси 4, т. е. совпадать со стрелкой 5 (см. фиг. 1), либо параллельным оси 2, т. е. совпадать со стрелкой 6 (см. фиг. 2). Кроме того, кругу сообщают дополнительные перемещения
для компенсации износа его, эти перемещения в модификации снособа (см. фиг. 1) совпадают по направлению с движением подачи, т. е. со стрелкой 5, а модификации (см. фиг. 2) О1существляют перпендикулярно оси
вращения инструмента, т. е. по стрелке 7.
риферией плоского шлифовального круга, имеющего движения подачи -и компенсации износа, ось вращения которого развернута на угол относительно оси вращающегося изделия, отличающийся тем, что, с целью повышения производительности и улучшения качества поверхности, угол между осями шлифовального Круга -VL изделия выбирают тупым.
2.Способ по п. I, отличающийся тем, что движение подачи и компенсации износа круга осуществляют в направлении, перпендикулярном оси шлифовального круга.
3.Способ по п. 1, отличающийся тем, что движение подачи осущест1вляют в направлении, параллельном оси изделия, а движение (Компенсации износа круга-в направлении, перпендикулярном. оси шлифовального круга.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки статора роторно-ппоршневого двигателя | 1972 |
|
SU510318A1 |
| Способ шлифования деталей типа колец подшипников | 1982 |
|
SU1066784A2 |
| Круглошлифовальный станок для врезного шлифования | 1972 |
|
SU592583A1 |
| Способ шлифования деталей типа колец подшипников | 1973 |
|
SU495191A1 |
| Способ шлифования криволинейных поверхностей | 1978 |
|
SU768605A2 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ПЛОСКОПАРАЛЛЕЛЬНЫХ ДЕТАЛЕЙ | 1969 |
|
SU420437A1 |
| Способ шлифования конических поверхностей деталей | 1979 |
|
SU901026A1 |
| Механизм подач | 1971 |
|
SU446405A1 |
| СПОСОБ ОТДЕЛОЧНОЙ АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЯ С ЭЛЛИПТИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 2001 |
|
RU2211129C1 |
| СПОСОБ ШЛИФОВАНИЯ НАРУЖНЫХ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ ЗАГОТОВОК КОЛЕЦ | 1992 |
|
RU2041046C1 |
; J
