1
Изобретенне относится к производству труб и профилей.
Известен способ формовки труб и ирофилей, включающий деформацию заготовки в калиброванных валках непрерывного стана. Ось .Вки располагают по К1ривол,инейной линии.
Недостатко.м известного способа является продольный изгиб формуемой заготовки в частных очагах деформации и дополнительные де(зормации кромок.
Цель .пзооретеаня - снижение продольных деформаций и усилий формовки.
Для этого формовку осуществляют по сав 1адаюп1:ей с осью готового профиля прямолинейной оси центров тяжестей поперечных сечений формуемой заготовки, плоскости которых совмеи1ают с плоскостями калибров.
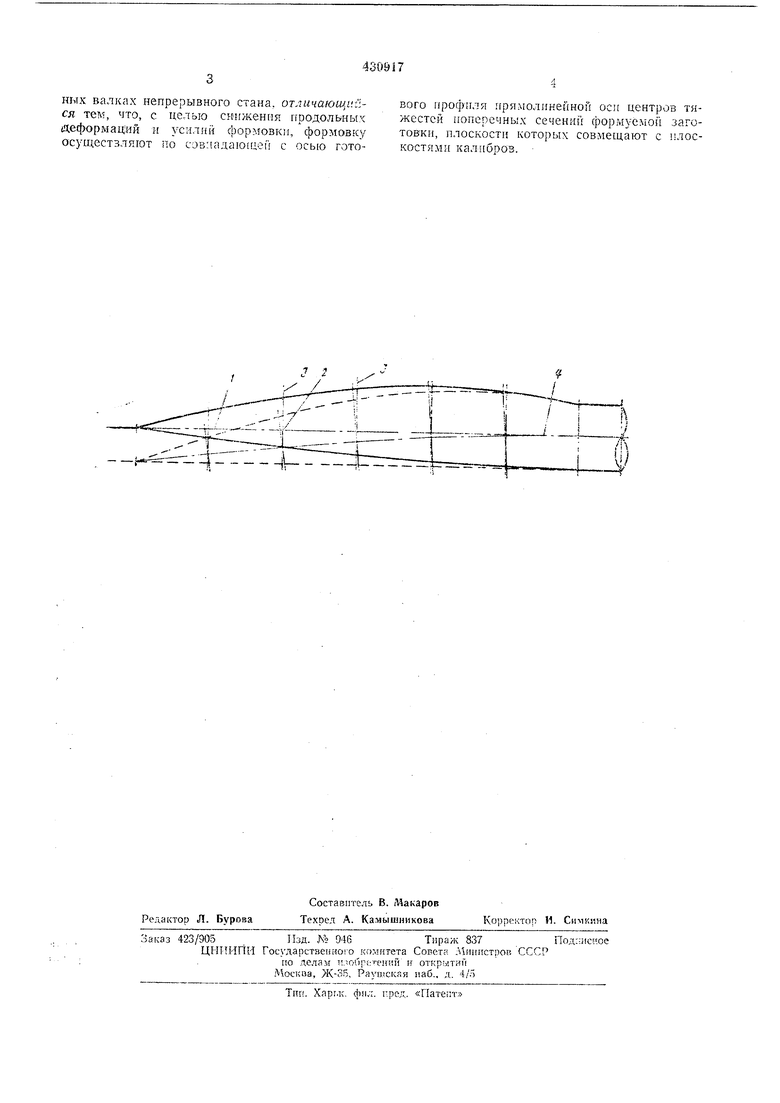
На чертеже показана схема осуществления предлагаемого способа (пунктиром показана схема известного способа).
Формуемую заготовку в стана следует рассматривать как тонкостенный брус или балку переменного сечения, имеющую продольную ось /, соеднняюп1.ую центры тяжестей 2 поперечных сечеиий 3, перпендикулярных к ней. При этом прямолинейная ось / сов-иадает с осью сформованной трубы 4. Плоскость калибра каждой клети установлена перпендадкулярно оси / и, следовательно, совпадает с плоскостью поперечного сечения 3.
В процессе формовки центры тяжестей 2 любого поиеречпого сочения 3 формуемой за.готовки сохраняют свое положение на прямолинейной оси 1, совпадающей с осью сформованной трубы 4, что исключает продольный изгиб формуемой заготовки в общем очаге формовки.
Любая точка полеречного сечения 3 заготовки в процессе формовки, непрерывно изменяя свое положеппе относительно центра тяжести 2, описывает плавные кривые. Разность .в длинах траекторий кромкя и середины формуемой заготовки в очаге формовки значительно снижается.
Предлагаемый способ благодаря тому, что в процессе формовки кромки .испытывают
меньшие продольные деформации, иозволяет сократить длину очага формовки, уменьщить количество формующих клетей, снизить усилия формовки и износ инструмента. Это позволит формовать тонкостенные трубы, не приводя к гофрообразоваиню.
Предмет изобретения.
Способ форМовки труб и профилей, включающий деформацию заготовки в калиброванных валках непрерывного стана, отличающийся тем, что, с целью снижения ггродольных деформаций и усилий формовки, формовку осуществляют по совмадаю деи с осью готового профиля прямолинейной оси центров тяжестей поперечных сечении формуемой заготовки, плоскости которых совмещают с илоскоСтями калибоов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электросварной профиль двутаврового сечения и способ его непрерывного изготовления | 1980 |
|
SU1026997A1 |
| Способ настройки валкового формовочного стана | 1988 |
|
SU1593720A1 |
| Профилегибочный стан | 1982 |
|
SU1042839A1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБНОЙ ЗАГОТОВКИ В ЛИНИИ ТЭСА | 2006 |
|
RU2339475C2 |
| Стан для производства электросварных прямошовных труб | 1978 |
|
SU774663A1 |
| СПОСОБ ФОРМОВКИ ТРУБ | 1970 |
|
SU262066A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ | 1992 |
|
RU2088355C1 |
| Способ производства замкнутых профилей | 1980 |
|
SU902909A1 |
| Способ изготовления сварных прямошовных труб | 1976 |
|
SU597456A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ФОРМОВКИ ТРУБНОЙ ЗАГОТОВКИПОД СВАРКУ | 1968 |
|
SU208654A1 |