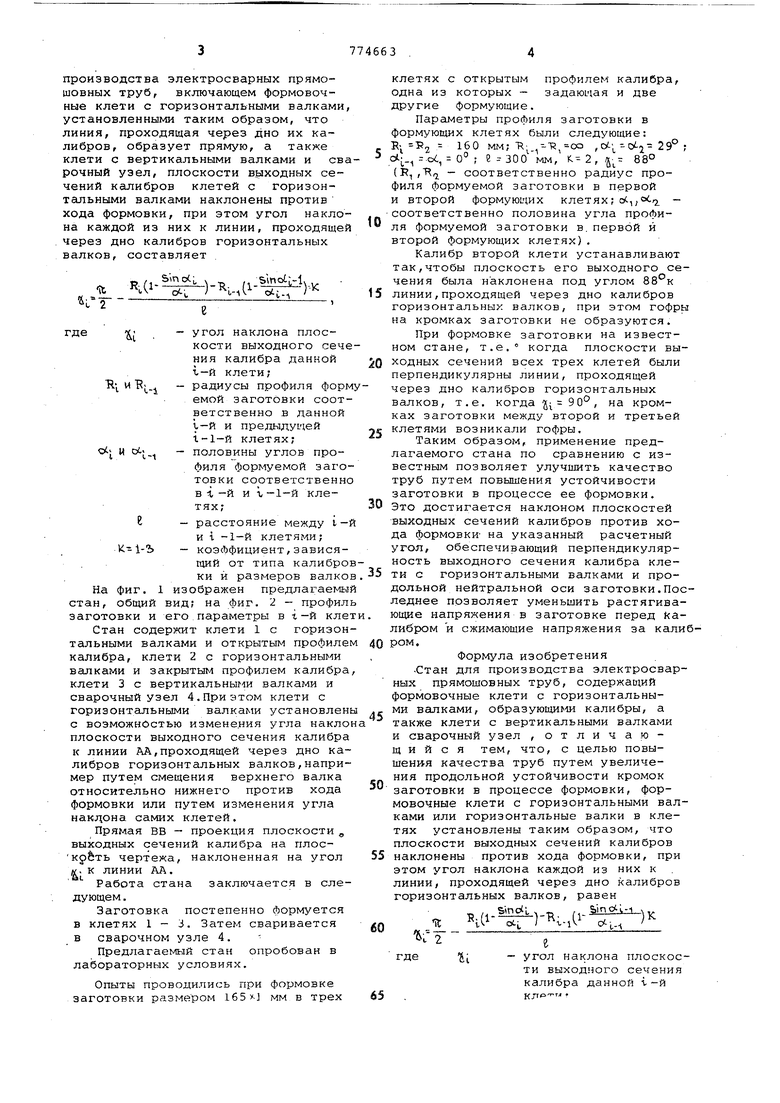
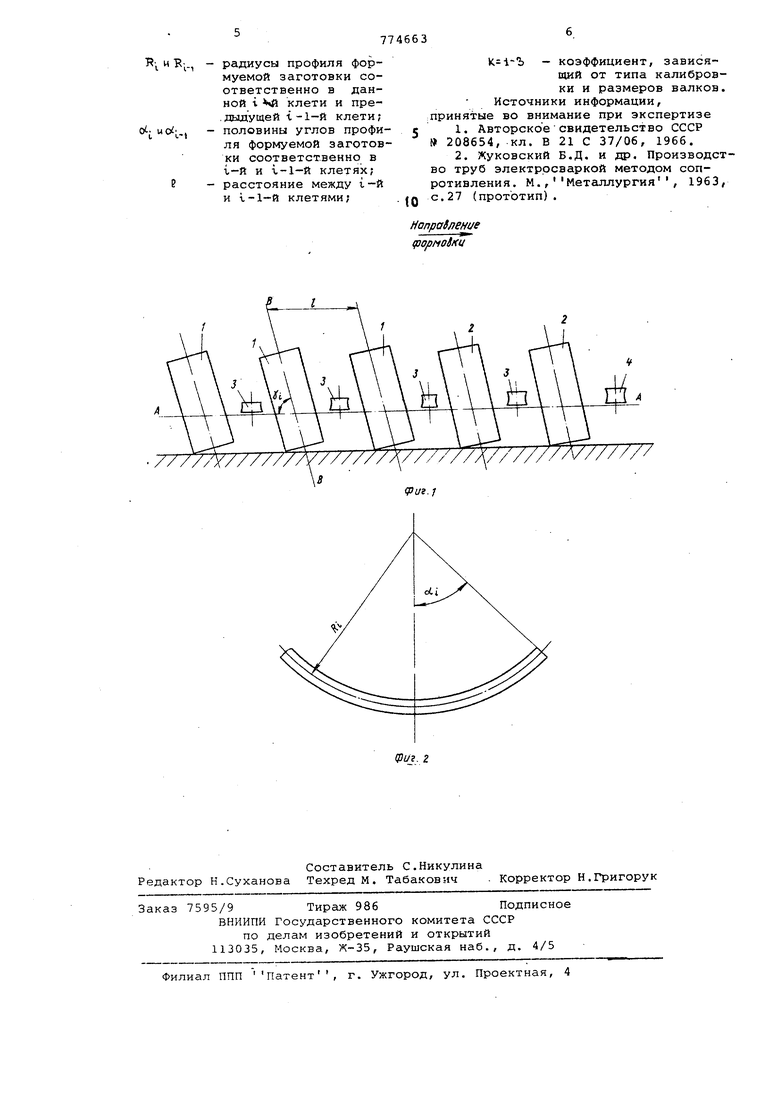
Изобретение относится к области сварки и может быть использовано при производстве электросварных прямошовных труб, в частности, тонкостенных. Известен стан для производства электросварных прямошовных труб, содержащий формовочные клети с горизонтальными валками, а также клети с вертикальными валками, установленные таким образом, что линия, проходящая через дно их калибров (нижняя образующая формуемой заготовки) образует кривую, имеющую выпуклость в сторону кромок формуемой заготовки, и сварочный узел. При этом плоскости выходных сечени калибров перпендикулярны этой линии Недостатком известного стана является то, что его использование при производстве тонкостенных тру приводит к излому поперечного сечения профиля, что понижает качест во труб. Кроме этого , настройка кл тей по высоте предусмотренная в это стане, занимает много времени и вес ма трудоемка. Наиболее близким решением из из вестных к изобретению является стан для производства электросварных прямошовных труб, включающий формовочные клети с горизонтальными валками, установленными таким образом, что линия , проходящая через дно их калибров, образует прямую, а также клети с вертикальными валками и сварочный узел. При этом плоскости выходных сечений калибров перпендикулярны этой линии 2. Недостатком этого стаНа является то, что перпендикулярное распог ложение выходных сечений калибров к ЛИНИЙ, проходящей через их дно (нижней образукнцей формуемой заготовки) , приводит к увеличению продольных растягивающих напряжений в заготовке перед калибром и увеличению сжимающих напряжений за калибром, следоеательно, к увеличению опасности гофрообразовання при формовке тонкостенных заготовок, что не позволяет получать на стане качественные тонкостенные трубы. Целью изобретения является повышение качества труб путем увеличения продольной устойчивости кромок заготовки в процессе формовки. Поставленная цель достигается тем, что в известном стане для производства электросварных прямошовных труб, включающем формовочные клети с горизонтальными валками установленными таким образом, что линия, проходящая через дно их калибров, образует прямую, а также клети с вертикальными валками и св рочный узел, плоскости выходных сечений калибров клетей с горизонтальными валками наклонены против хода формовки, при этом угол накло на каждой из них к линии, проходяще через дно калибров горизонтальных валков, составляет р /1 . N -D м SmotM,, « IL „ )() 2Г где - угол наклона плоскости выходного сеч ния калибра данной i-и клети; Т1| и Б. - радиусы профиля фор емой заготовки соот ветственно в данной I-и и предыдущей клетях; 1 1-1 половины углов профиля фop tyeмoй заго товки соответственн в i -и и V-.1-и клетях;К - расстояние между i- и г -1-й клетями; - коэЛфициент, зависящий от типа калибро ки и размеров валко На фиг. i изображен предлагаегФ стан, общий вид; на фиг. 2 профил заготовки и его,параметры в г-и кле Стан содержит клети 1 с горизон тальными валками и открытым профиле калибра, клети 2 с горизонтальными валками и закрыть - профилем калибра клети 3 с вертикальныг и валками и сварочный узел 4.При этом клети с горизонтальными валками установлен с возможностью изменения угла накло плоскости выходного сечения калибра к линии АА,проходящей через дно ка либров горизонтальных валков,напри мер путем смещения верхнего валка относительно нижнего против хода формовки или путем изменения угла накдона самих клетей. Прямая ВВ - проекция плоскости выходных сечений калибра на плоскр&ть чертежа, наклоненная на угол «, к линии АА . Работа стана заключается в сле дующем . Заготовка постепенно формуется в клетях 1 3. Затем сваривается в сварочном узле 4. Предлагаемый стан опробован в лабораторных условиях. Опыты проводились при формовке заготовки размером 165 -J мм в трех клетях с открытым профилем калибра, одна из которых - задающая и две другие формующие. Парс1Метры профиля заготовки в формующих клетях были следующие: К- 2 160 мм; ТЧ- -Т,оо ,Ci(. - oi-j- 29° ; сА. -Ы, - 0° ; е-300 мм, (--2, 88° (К, (RQ - соответственно радиус профиля формуемой заготовки в первой и второй формующих клетях; c5(.,,ot-2 - соответственно половина угла профиля формуемой заготовки в. первой и второй формующих клетях). Калибр второй клети устанавливают так,чтобы плоскость его выходного сечения была наклонена под углом 88к линии,проходящей через дно калибров горизонтальных валков, при этом гофры на кромках заготовки не образуются. При формовке заготовки на известном стане, т.е. когда плоскости выходных сечений всех трех клетей были перпендикулярны линии, проходящей через дно калибров горизонтальных валков, т.е. когда 2i 90, на кромках заготовки между второй и третьей клетями возникали гофры. Таким образом, применение предлагаемого стана по сравнению с известным позволяет улучщить качество труб путем повышения устойчивости заготовки в процессе ее формовки. Это достигается наклоном плоскостей выходных сечений калибров против хода формовки- на указанный расчетный угол, обеспечивающий перпендикулярность выходного сечения калибра клети с горизонтальными валками и продольной нейтральной оси заготовки.Последнее позволяет уменьшить растягивающие напряжения в заготовке перед калибром и сжимающие напряжения за калибром. Формула изобретения Стан для производства электросварных прямошовных труб, содержащий формовочные клети с горизонтальными Всшками, образующи1 1и калибры, а также клети с вертикальными валками и сварочный узел , отличающийся тем, что, с целью повышения качества труб путем увеличения продольной устойчивости кромок заготовки в процессе формовки, формовочные клети с горизонтальными валками или горизонтальные валки в клетях установлены таким образом, что плоскости выходных сечений калибров наклонены против хода формовки, при этом угол наклона каждой из них к линии, проходящей через дно калибров горизонтальных валков, равен т, I, stnoti.4 т; /...iia i-Tt l(- ос, I г-Л ,., где - угол наклона плоскости выxoд oгo сечения калибра данной v-и
- радиусы профиля формуемой заготовки соответственно в данной г Чй клети и пре.дыдущей t-1-й клети; половины углов профиля формуемой заготовки соответственно в г-й и т.-1-й клетях; - расстояние между г-й и v-l-и клетями;
- коэффициент, зависящий от типа калибровки и размеров валков. Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 208654, кл. В 21 С 37/06, 1966.
2.Жуковский Б.Д. и др. Производство труб электросваркой методом сопротивления. М.,Металлургия, 1963, с.27 (прототип).
Hanpainem/e ifiopfioSKU
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для производства электросварных прямошовных труб | 1978 |
|
SU727254A1 |
| Стан для производства электросварных прямошовных труб | 1986 |
|
SU1391754A1 |
| Стан для производства электросварных прямошовных труб | 1989 |
|
SU1676704A1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКОЙ ПРОИЗВОДСТВА ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ В ЛИНИИ ТЭСА | 2006 |
|
RU2312723C1 |
| Способ непрерывной формовки полосы в трубную заготовку | 1975 |
|
SU547248A1 |
| ТРУБОФОРМОВОЧНЫЙ СТАН | 2002 |
|
RU2230619C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2005 |
|
RU2296638C1 |
| ОТКРЫТЫЙ ФОРМУЮЩИЙ КАЛИБР ТРУБОЭЛЕКТРОСВАРОЧНОГО СТАНА | 2001 |
|
RU2204452C1 |
| Валковый калибр трубоформовочного стана | 1982 |
|
SU1049135A1 |
| Стан для производства сварных прямошовных труб | 1976 |
|
SU599883A1 |
