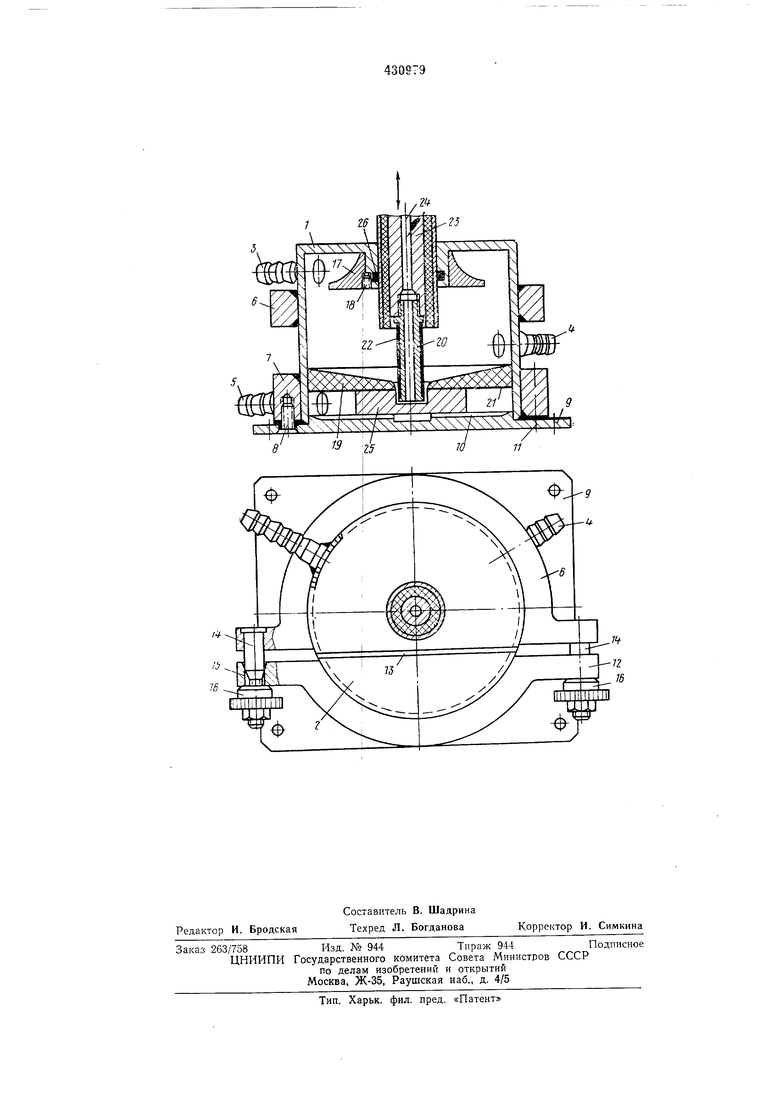
Изобретение относится к устройствам, обеспечивающим необход11мые гидродинамические условия протекания процесса при электрохимической обрабо-рке, и может быть использовано в машиностроительной и металлообрабатывающей промышленности. Известна камера для электрохимической обработки, содержащая корпус и крышку, а также электрод-инструмент, через центральное отверстие которого подают электролит. Однако такая камера применима только пр 1:с110льзованни полого электрода-инструмента и не .позволяет работать цельным электродом-инструментом. Предлагаемая камера отличается от известноГ тем, что камера разделена па две полости прпжимным диском, а в днище камеры выполнены пазы для удаления прокачиваемого электролита. Такое выполнепие камеры позволяет производить окончательную обработку и калибровку цельным электродом. На чертеже представлена предлагаемая камера. Она состоит из основания камеры / и крышки 2. К боковой поверхности основания камеры приварены три патрубка 3, 4 и 5, а также два хомута 6 и 7. К хомуту 7 при помощи винтов 8 крепится днище 9, в котором выполнены радиальные пазы 10. Между хомутом 7 и днищем 9 проложена герметизирующая прокладка У/. К крышке 2 камеры приварены два хомута 12. В месте разъема основания камеры и крышки 2 к. крышке крепится рамка 13 с уплотнением. По краям хомутов (J и 7 запрессованы пальцы 14, на которые надеваются отверстиями 15 хомуты 12. На резьбовую часть пальцев 4 )авинчены гайки-барашки 16. В верхней части к основанию камеры крепится распределительная воронка 77 с помощью стопорного впнта 18. Внутри камеры помещен прнжимной диск 19 с отверстием в центре для прохода электрода-инструмента 20. К нижней плоскости прижиА1ного диска 19 крепится резиновая прокладка 21. Наружная поверхность электрода-инструмента 20 имеет пзоляцпю 22. Электрод-ииструмент ввинчивается в шпиндель 23 станка, в шпинделе имеется отверстие 24 для прохода электролита. Обрабатываемая деталь 25 устанавливается под прижпмиой диск 19. В месте подвижного соединения шпинделя 23 с основанием камеры / установлено уплотнительпое кольцо 26. Работа камеры осуществляется следующим образом. Обрабатываемая деталь 25 устанавливается иод прижпмной диск 19 при снятой крыш:ке 2 ка;меры. После этого два хомута 12, шриваренные к крышке 2, своими отверстиями 15
надеваются на пальцы 14. Затем завинчиваются тайки-бараш.ки 16 до обеспечения .необходимой герметичности в месте разъема основания камеры / и крышки 2.
Электролит подается через патрубок 5 внутрь камеры. Струя электролита, ударяясь об распределительную воронку 17 и огибая ее, теряет свою скорость и равномерно раснределяется по кольцевому зазору между внутренней поверхностью камеры и наибольшим периметром распределительной воронки 17, что ликвидирует возможность струйности потока электролита внутри камеры, а также обеспечивает подход электролита с одинаковой скоростью ко всем точкам зоны обработки.
Удаление электролита после прохождения зоны обработки производится через полый электрод-инструмент 20 и отверстие 24 в шпинделе 23. |Патрубок 4 соединен с ,ма1номет1ром и служит для замера давления электролита в камере. Обрабаты ваемая деталь 25 закрепляется внутри камеры за счет того, что сила давления электролита на прин имной диск 19 сверху больше, чем снизу, так как часть нижней паверхности диска перекрывается обрабатываемой деталью и не подвергается действию давления электрол ита.
Разность сил давления, действующих на прижимной диск сверху « снизу, создает усилие, закрепляюш,ее обрабатываемую деталь.
При использовании нолого электрода инструмента возможна также подача электролита через электрод-инст-румент 20, а выход - через патрубок 5. Калибровка отверстий, предварительно полученных электрохимическим способом или мехатической обработкой, может
иронзводиться цельиым электродом-инструментом. При этом электролит подается через 1входной патрубок 3, проходит через рабочую зону и деталь 25, затем удаляется через радиальнск эасположенные в днише 9 пазы W и
патрубок5.
Предмет изобретения
Камера для электрохимической обработки, содержашая корпус « крышку, а также электрод-инструмент, через центральное отверстие которого подают электролит, отличающаяся тем, что, с целью окончательной обработки и калибровки цельным электродом-Инструментом, в камере выполнен прижймяой диск, разделящий ее на две полости, а в днище камеры Выполнены пазы для удаления прокачиваемого электролита.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ЗАКРЕПЛЕНИЯ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1973 |
|
SU383558A1 |
| Устройство для электрохимической обработки | 1977 |
|
SU643268A1 |
| Шпиндельный узел электрохимического станка | 1982 |
|
SU1129043A1 |
| Устройство для электрохимического калибрования отверстий | 1971 |
|
SU460150A1 |
| Устройство для электрохимической обработки ступенчатых валов | 2015 |
|
RU2623971C2 |
| СТАНОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО РАЗРЕЗАНИЯ, ШЛИЦЕВАНИЯ И ДРУГИХ ВИДОВ ОБРАБОТКИ | 1969 |
|
SU254287A1 |
| Способ электрохимической обработки пазов и устройство для его осуществления | 1976 |
|
SU740466A1 |
| Устройство для электрохимических процессов нанесения и съема металла | 1981 |
|
SU952501A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ | 1990 |
|
RU1755471C |
| Устройство для электрохимическойчиСТОВОй ОбРАбОТКи | 1976 |
|
SU808229A1 |