1
Изобретение относится к технологическим линиям химической обработки металлических длинн омерных изделий, касается подготовки труб и другого проката к дальнейшей механической . 5 .обработке и может найти широкое прй- менение в. авиационной промышленности. , Цель изобретения - расширение технологических возможностей установки за счет увеличения ассортимента 10 обрабатываемых изделий.
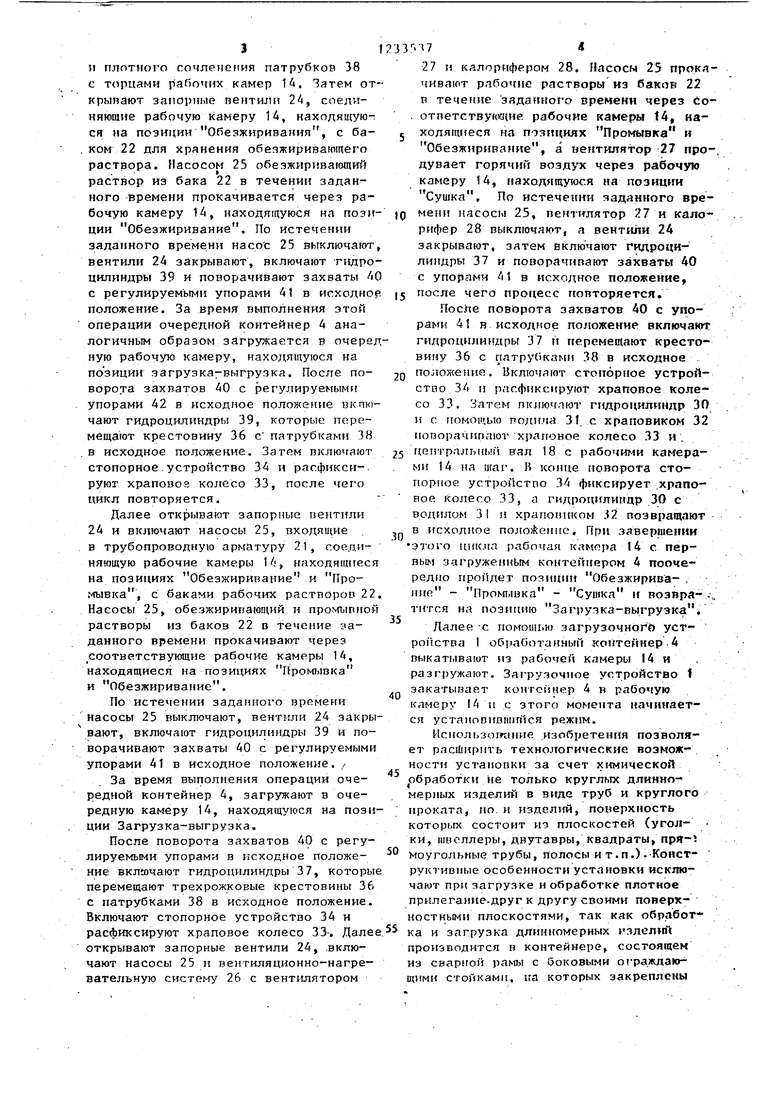
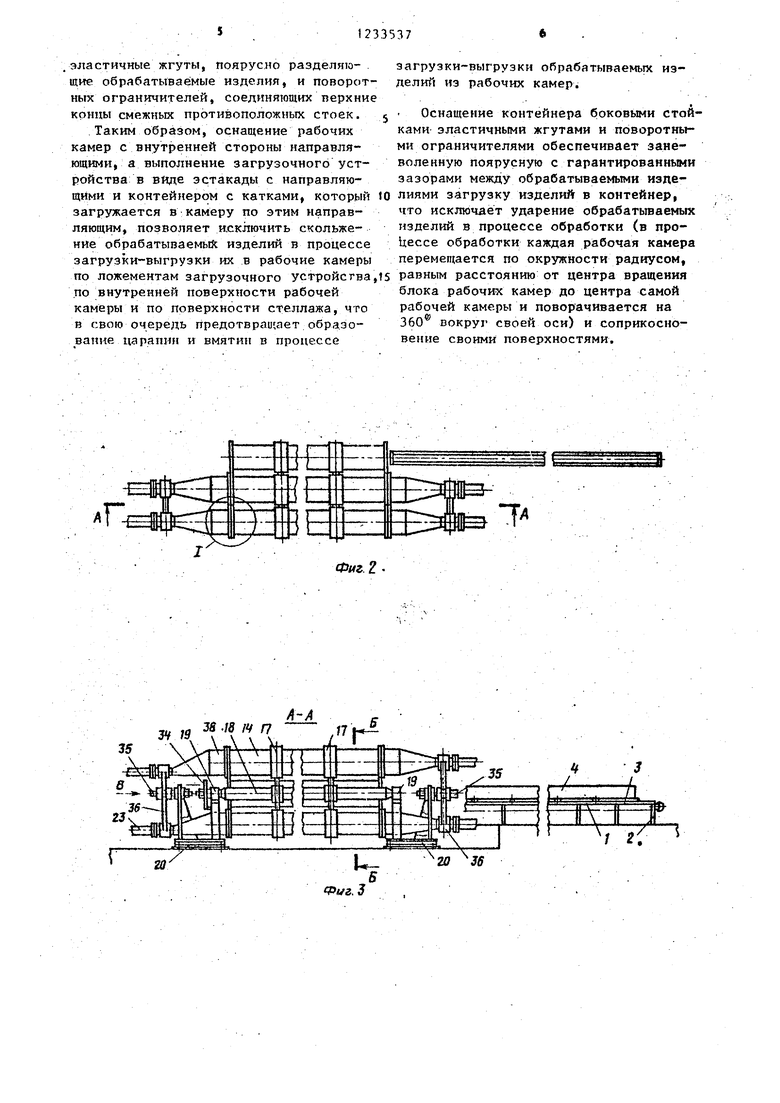
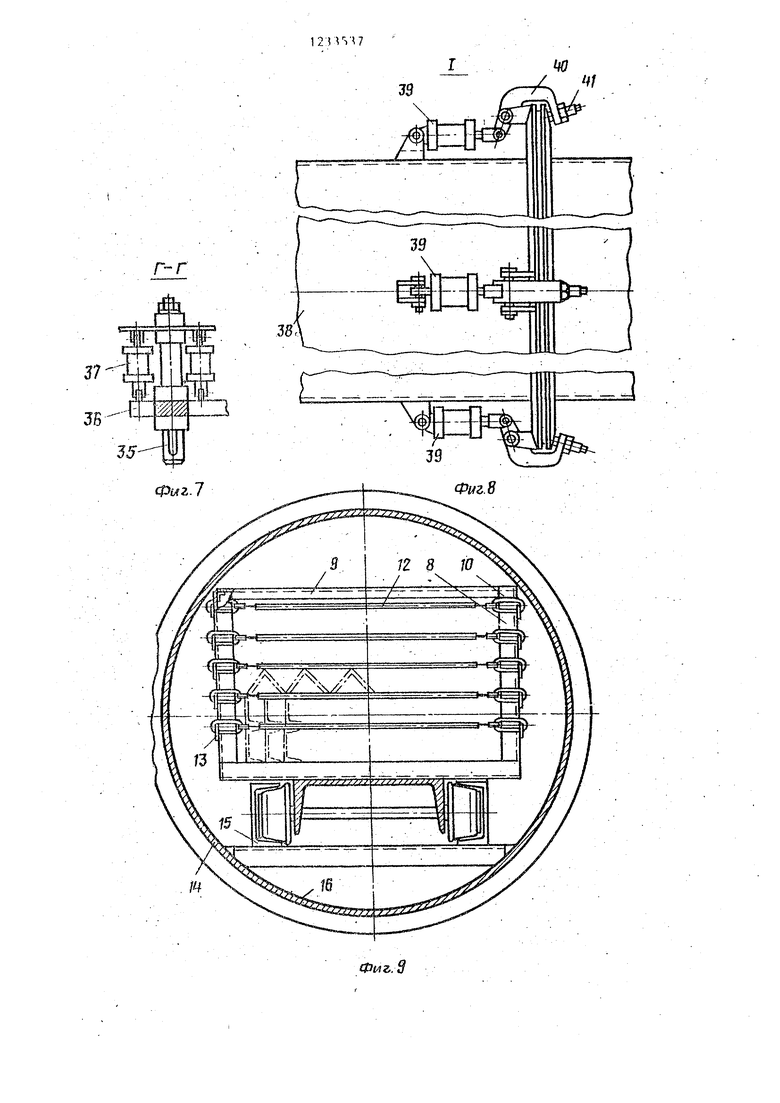
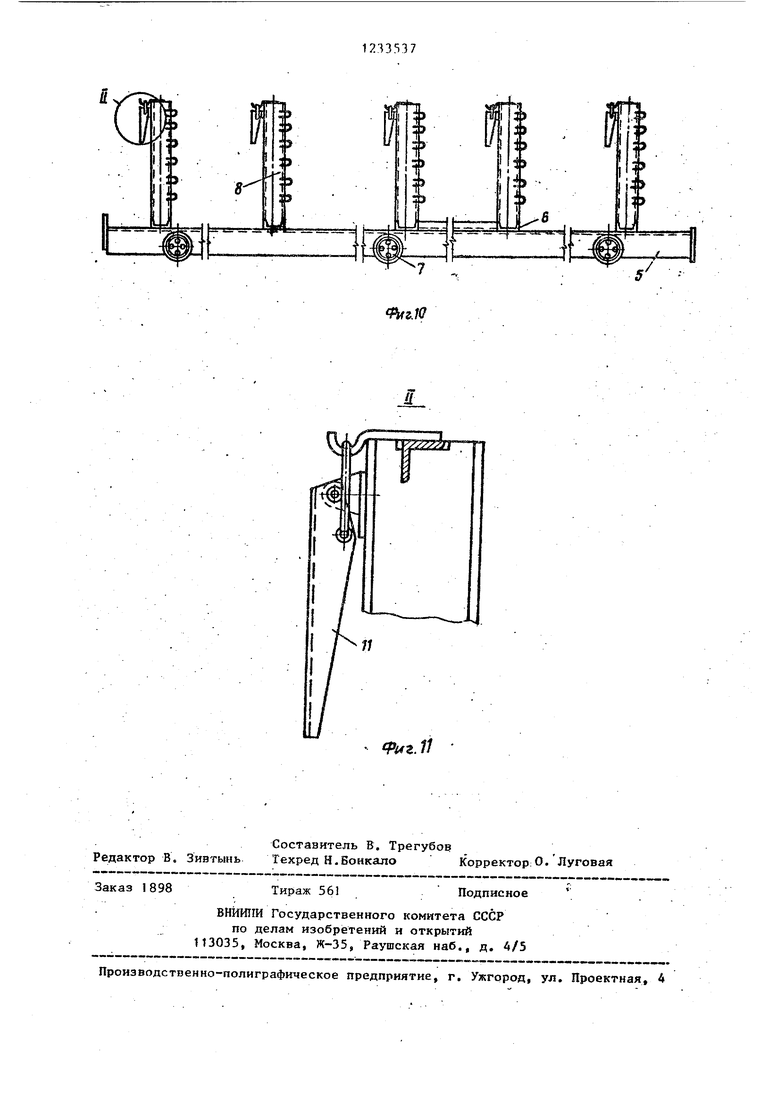
На фиг. 1 схематично изображена предлагаемая установка в аксонометрии, общий вид; на фиг. 2 - установка, вид в плане; на фиг. 3 - разрез |5 А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - механизм поворота; на фиг. 6 - вид В на фиг. 3; на фиг. 7 - разрез по Г-Г на фиг. 6; на фиг.8 - узел J на фиг. 2; на Q фиг. 9 - рабочая камера; на фиг. 10 -| контейнер; на фиг. 11 - узел Ё на фиг. 10.
Установка для струйно-циркуляци- онной обработки изделий состоит из 25 загрузочного устройства 1, выполненного в виде зстакады 2, оборудованной направляющими 3 и. контейнером 4, состоящим из сварной рамы 5с ложементами 6, катками 7, боковыми ограждаю-JQ щими стойками 8, поворотными ограничителями 9, закрепленными шарнирно на верхних концах 10 боковых ограждающих стоек 8 защелками 11, эластичными жгутами 12, закрепленными на стойках 8 крючками 13, рабочих камер 14 с направпяюЩ1 М1г 15, расположенными на внутренней поверхности 16 рабочих камер 14, закрепленных при помощи четыдехрожковых крестовин 17 на центральном валу 18, концы которого при помощи ПОДШИПТ1ИКОВ 19 опираются на опорные рамы 20.
Установка снабжена трубопроводной
50
арматурой 21, соединяющей рабочие камеры 14 с баками рабочих растворов 22 и.включающей в себя участки гибких трубопроводов 23, запорные вентили 24 и насосы 25 вентиляционно-нагрева- тельной системы 26, состоящей Из вентилятора 27 и калорифера 28. На .одном из концов центрального .вала 18 смонтирован механизм поворота 29, включающ)-гй в себя гидроцилиндр 30, водило 31, храповик 32, храповое коле-55 со 33 и стопорное устройство 34, закрепленное на опорной раме 20. На . onopifbDc рамах 20 с помощью консольных
12335372 .
осей 35 и подвижных трехрожковых .крестовин 36 с гидроцилиндрами 37 закреплены патрубки 38, оснащенные гидро- цяпиндрами 39 и поворотными захватами 40. с регулируемыми упорами 41.
Установка работает следующим образом. . -
Обрабатываемые изделия укладывагат в контейнер 4 на ложементы 6 сварной рамы 5 между боковыми ограждающими стойками а. После .укладки первого яруса его заневоливают. элас.тичными жгутами 12, закрепляя их концы на соответствующих крючках 13, расположенных с шагом по высоте боковых ограждающих стоек 8.Аналогичным образом загружают весь объем контейнера 4, разделяя и заневоливая каждый ярус обрабатывав- мьк иэделий, после чего его замыкают /. сйёрху поворотными ограничителями 9, расположенными на верхних концах 10 боковых ограждающих стоек 8 и фикси- . руют их положение защелками 11. После этого загрузочное устройство 1, перемещая контейнер 4 по направляющим 3, расположенным на эстакаде 2, закатывает контейнер в.рабочую камеру 14, находящуюся на позиции Загрузки-выгрузки. При перемещении контейнера 4 с загрузочного устройства 1 в рабочую камеру 14. катки 7, закрепленные на сварной раме 5 контейнера 4, перемещаясь по направляющ11м 3 эстакады 2, закатываются-в направляющие 15, расположенные на внутренней поверхности 16 рабочей камеры 14. На этот цикл загрузки первого контейнера в рабочую камеру заканчивается.
Далее включают стопорное устройство 34 и расфиксируют храповое колесо.33, включают гидроцилиндр 30 и с помощью водила 31 и храповика 32 поворачивают храповое колесо 33 и центральный вал 18 с рабочими камерами 14 на шаг. В конце поворота стопорное устройство 34 фиксирует храповое колесо 33, а гидроцилиндр 30, водило 31 и храповик 32 возвращаются в исходное положение. Затем включают- гидроцклиндры 37. и перемещают трехрожковые крестовины 36 с патрубками 38 до соприкосновения с Торцами рабочих камер 14, находящихся на позициях Обезжиривание, Промыв35
40
45
ка, Сущка.
Далее включают гидроцилиндры 39, которые поворачивают захваты 40 с регулируемыми упорами 41 до надежного
ка, Сущка.
Далее включают гидроцилиндры 39, которые поворачивают захваты 40 с регулируемыми упорами 41 до надежного
31
п плотного сочленения патрубков 38 с торцами p fioMHx камер Н. Затем открывают запорные пентили 2, соеди- нягошне рабочую камеру 14, нахолящую-: ся на позиции Обезжнриваннл, с ба- ком 22 для хранения обезжиривающего раствора. Насосом 25 обезжиривающий раствор из бака 22 в течении заданного времени прокачивается через рабочую камеру 14, находящуюся на позиции Обезжиривание. По истечении заданного времени насо с 25 выключают, вентили 24 закрывают, включают гидроцилиндры 39 и поворачивают захваты 40 с регулируем ыми упорами 41 в исходное положение. За время выполнения этой операции очередной контейнер 4 аналогичным образом загружается в очередную рабочую камеру, находящуюся на по зиции загрузка-выгрузка. После поворота захватов 40 с регулируемыми упорами 42 в исходное положение вкпю- чают гидроцилиндры 39, которые перемещают крестовину 36 с патрубками 38 в исходное положение. Затем включают стопорное.устройство 34 и расфикси-. руют храповоа колесо 33, после чего цикл повторяется.
Далее открывают запорные вентили 24 и включают насосы 25, входящие в трубопроводную арматуру 21, соединяющую рабочие камеры 14, находящиеся на позициях Обезжиривание и Промывка, с баками рабочих растворов 22. Насосы 25, обезжиривающий и промырной растворы из баков 22 в течение ;ia- данного времени прокачиваю Т Через соответствующие рабочие камеры 14, находящиеся на позициях Промывка и Обезжиривание.
По истечении заданного времени насосы 25 выключают, вентили 24 закры- ваюг, включают гидроцилиндры 39 и поворачивают захваты 40 с регулируемыми упорами 41 в исходное положение. /
За время выполнения операции очередной контейнер 4, загружают в очередную камеру 14, находящуюся на позиции Загрузка-выгрузка,
После поворота захватов 40 с регулируемыми упорами в исходное положение вкл:очают гидроцилиндры 37, которые перемещают трехрожковые крестовинь 36 с патрубками 38 в исходное положение. Включают стопорное устройство 34 и расфиксируют храповое колесо 33-. Далее, открывают запорные вентили 24, .включают насосы 25 и ве 1тиляционно-нагре- вательную систему 26 с вентилятором
33 Ч7
27 и калорифером 28. flacocw 25 прокя- чивают рабочие растворы из баков 22 в течение заданного времени через со- отпетствующие рабочие камеры 14, на- 5 ходящиеся на позициях Промывка и Обезжиривание, а вентилятор 27 про-. дувает горячий воздух через рабочую камеру 14, находящуюся на позиции Сушка, По истечении заданного вре- JQ мени насосы 25, вентилятор 27 и калорифер 28 выключают, а вентили 24 закрывают, зятем включают гидроци- линдры 37 и поворачивают захваты 40 с упорами 41 в исходное положение, 15 после чего процесс повторяется.
После поворота захватов 40 с упорами 4i в исходное положение включают гидроцилиндры 37 и перемещают крестовину 36 с патрубками 38 в исходное . 2Q положение. Включают стопорное устройство 34 п рлсфиксируют храповое колесо 33. Затем включают гидроцилиндр 30 и с помощью поди.ча 31. с храповиком 32 попорачиплюг хрлгюное колесо 33 и. 25 центральный вал 18 с рабочими камерами 14 на шаг. В конце поворота стопорное устройство 34 фиксирует .храповое колесо 33, а гидроцилиндр 30 с врдилом 31 и храпоником 32 поэвращают , в исходное положение. При завершении этого uifK.un рабочая камора 14 с первым загруже1П1Ь1м контейнером 4 поочередно пройдет позиции Обезжирива- . ние - Проьп,шка - Сушка и позврл-,,,
тится на позицию Загрузка-выгрузка .
Далее с помоиц.нг загрузочного уст- poiicTBa 1 обработанный контейнер.4 выкатывают из рабочей камеры 14 и разгружают. Загрузочное устройство I закатывает контейнер 4 в рабочую камеру 14 и с зтого момента начинается устпнопив111т1ся режим.
Иснрльзогшние .изобретенг1Я позволяет расширить технологические возможности установки за счет химической
обработки не только круглых длинномерных изделий в виде труб и круглого проката, по и изделий, поверхность которых состоит и плоскостей (уголки, швеллеры, двутавры, квадраты, пря-1
Моугольные трубы. Полосы и т.п.) .-Коист- руктивные особенности установки исключают при загрузке и обработке плотное прилегание-друг к другу своими поверх- ностньми плоскостями, так как обработ
ка и загрузка длинномерных изделшЧ производится и контейнере, состоящем из сварной paNB) с боковыми ограждаюими стойками, 1га которых закреплены
эластичные жгуты, поярусно разделяю- . щие обрабатываемые изделия, и поворотных ограничителей, соединяющих верхние концы смежных противоположных стоек.
Таким образом, оснащение рабочих камер с внутренней стороны направляющими, а выполнение загрузочного устройства в Виде эстакады с направляющими и контейнером с катками, который загружается в;камеру по этим направляющим, позволяет исключить скольжение обрабатываемых изделий в процессе загрузки-выгрузки их в рабочие камеры по ложементам загрузочного устройства по внутренне поверхности рабочей камеры и по поверхности стеллажа, что в свою очередь предотвращает обра.зо- вапие царапин и вмятин в процессе
загрузки-выгрузки обрабатываемых изделий из рабочих камер.
Оснащение контейнера боковыми стойками эластичными жгутами и поворотными ограничителями обеспечивает зане- воленную поярусную с гарантированными зазорами между обрабатываемыми изделиями загрузку изделий в контейнер, что исключает ударение обрабатьгеаемых изделий в процессе обработки (в про- Uecce обработки каждая рабочая камера перемещается по окружности радиусом, равным расстоянию от центра вращения блока рабочих камер до центра самой рабочей камеры и поворачивается на 360 вокруг своей оси) и соприкосновение своими поверхностями.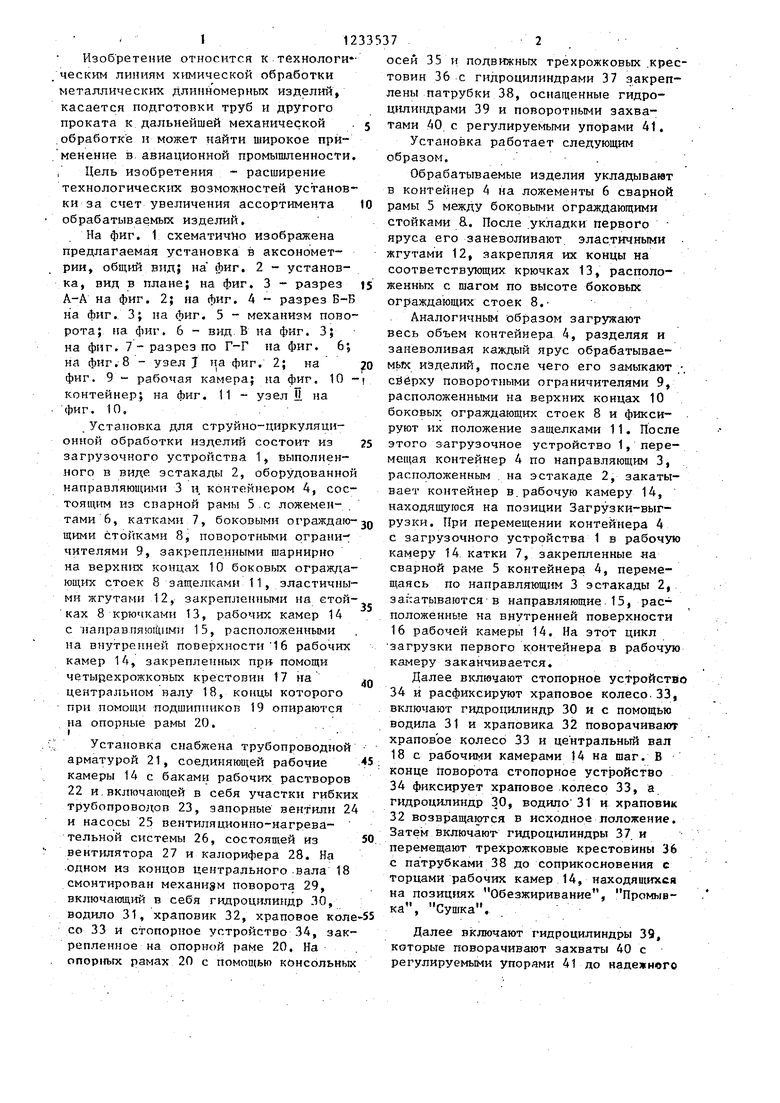
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для маркировки изделий | 1983 |
|
SU1141022A1 |
| Утсановка для окраски изделий | 1975 |
|
SU651854A1 |
| АГРЕГАТ ДЛЯ ЗАКАЛКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1972 |
|
SU330203A1 |
| Окрасочно-сушильный агрегат | 1987 |
|
SU1520808A1 |
| Герметичная автоматизированная электрическая печь | 1968 |
|
SU266214A1 |
| Агрегат для обезжиривания изделий в контейнерах летучими растворителями | 1976 |
|
SU691504A1 |
| ЛИНИЯ ШТАМПОВКИ ИЗДЕЛИЙ ИЗ ЦИЛИНДРИЧЕСКИХ РЕОЗАГОТОВОК | 2011 |
|
RU2481171C1 |
| Устройство для сборки | 1991 |
|
SU1757836A1 |
| Устройство для холодной продольной раскатки цилиндрических изделий | 1977 |
|
SU911815A1 |
| Устройство для вырубки изделий из резины | 1976 |
|
SU649596A1 |

Фиг. 234 19
3S .18 W /7
5-6щ
J5
Ф(Аг,М
В ид В
J
Фиг.З
Фиг.6
/
.З
.11
Составитель В. Трегубое Редактор В. Зивтынь Техред Н.Вонкало Корректор:О. Луговая
Заказ 1898
Тираж 561
ВНЙИ11И Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная 4
Подписное
| Установка для струйно-циркуляционной химической обработки труб | 1974 |
|
SU492599A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Установка для струйно-циркуляционной химической очистки труб | 1978 |
|
SU765400A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
