1
Изобретение относится к области кузнечнопрессового оборудования и может использоваться при изготовлении гвоздей .высадкой.
Известен гвоздильный автомат, содержащий приводимые от коленчатого вала с маховиком на одном конце и планшайбой на другом подающую каретку, ползуны с обрубными пожами, высадочный ползун, ползуп с подвижной зажимной плащкой, а также размещенные на станине неподвижную зажимную плащку и рихтовальное устройство.
Для снижения щума при работе в предлагаемом автомате подвижные элементы имеют гибкие связи, каждая из которых выполнена в виде металлического троса, соединяющего данный элемент с соответствующим участком коленчатого вала через свободно посаженную втулку, и пружины, связывающий его со станиной, при этом ползун подвижной зажимной плащки содержит две пружины различной жесткости. При этом
металлические тросы устройствами. Кроме снабжены натяжными того, авто-мат снабжен направляющими для металлических тросов.
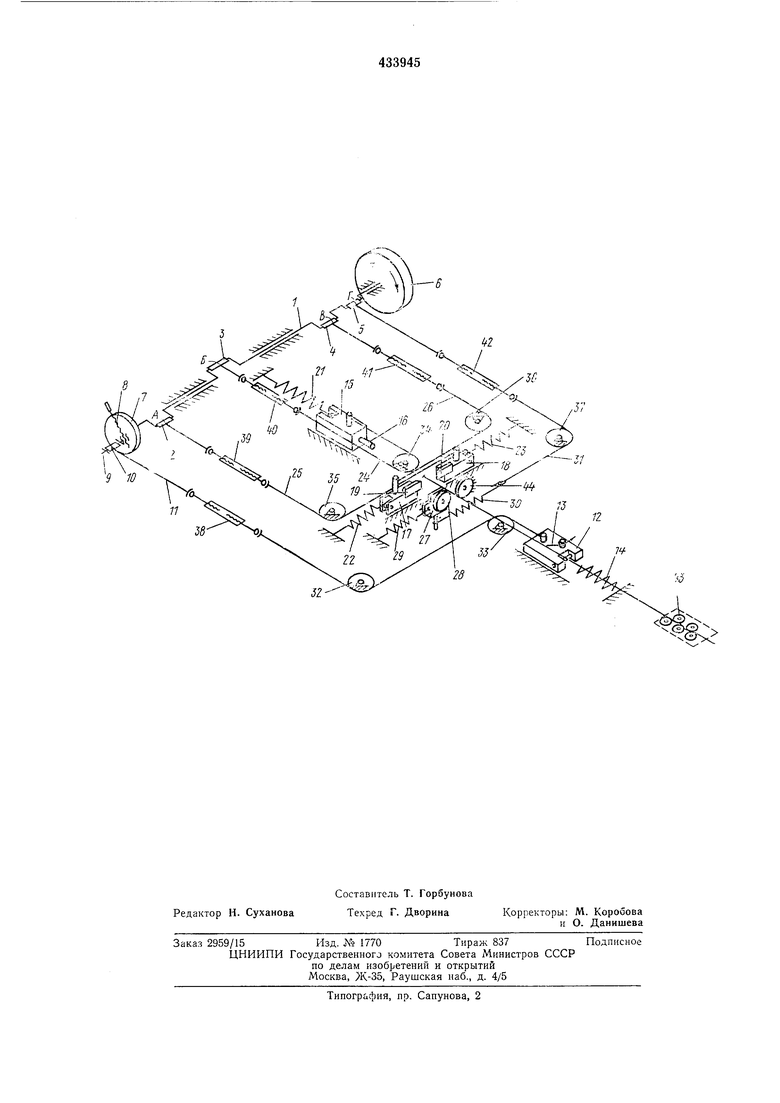
На чертеже представлена кинематическая схема предлагаемого автомата.
Главным органом автомата является коленчатый |Вал 1 с коленами А, Б, В и Г, на шатунные шейки котОрых свободно посажены втулки 2-5. На одном конце вала 1 жестко сидит
маховик 6, а на другом - плаишайба 7 с регулировочным болтом 8 и регулируемым пальцем 9. На последнем свободно посажена втулка 10, посредством металлического троса И
соединенная с подающей кареткой 12, на которой смонтировано подпружиненное зубильце 13. С другой стороны каретка 12 соединяется через пружину 14 со станиной автомата. Высадочный ползун 15 с пуансоном 16, ползуны 17 и 18 с обрубными ножами 19 и 20 соединяются через пружины 21-23 со станиной, а через 1металлически.е тросы 24-26-несоответствующими втулками 3, 2 и 4. Ползун 27 с подвижной плашкой 28 соединяется через пружину 29 со станиной, а через пружину 30 и трос 31 -со втулкой 5. Блок1и 32-37 служат направляющими для металлических тросов 11, 24-26 и 31. Натяжные устройства 38-42 предназначены для выборки слабины металлического троса, например, при монтаже или настройки автомата. Угол между коленами А, Б, В и Г определяется циклограммой автомата. Автомат включает в себя рихтовальный аппарат 43 и неподвижную плашку 44. Все
звенья автомата монтируются на одной общей станине.
Автомат работает следующим образом. Коленчатый вал 1, получив через маховик 6 вращение от электродвигателя (на чертеже
не показан), обеспечивает возвратно-поступатёйьйое движение поязунам 15, 17, 18 и 27 и каретке 12. Рабочий ход эти ползуны и каретка совершают под действием натяжения металлических тросов 24, 26, 31 и И, а в исходное положение они возвращаются соответствующи.МИщружинами21-23,29 и 14. Необходимая длительность сжатого состояния плашек 28 и 44 достигается тем, что жёсткость пружины 30 больше жесткости пружины 29. Благода|ря этому л(ри натяжении металлического трйЕН- 31 сначала растягивается пружина 29 до тех пор, пока подвижная плашка 28 не прижмется к неподвижной ллашке 44. Затем начинает растягиваться пружина 30, coxipaняя плашки 28 и 44 в сжатом состоянии. Как только колено Г совершит оборот «а 180°, слабину 1М1еталл1й1че1ОКО|ГО троса 31 -начинает выбирать йруЖйна 30, и это длится до тех пор, пока напряжение пружины 30 не уравняется с наиряжеии.ем вдружины 29, а далее слабину 1вьвбк|рает 1П|ружи1на 29, отводя (При этом под вижную плашку 28 от неподвижной плашки. 44.
Процесс изготовления гвоздей на автомате следующий.
При отключенном автомате проволока ©ручную заводится через ручей раскрытых плашек 28 и 44 и подается вперед таким образом, чтобы ее конец находился немногим дальше оси отрезки, а затем включается электродвигатель автомата. Подвижная плашка 28 прижимает проволоку к неподвижной плашке 44, обрубные ножи 19 и 20 сходятся и отрезают кончик проволоки, оставляя между торцами плашек 28 и 44 и своими режушими кромками конец, необходимый для высадки (форМо.вк.и) ГОЛОВ1КИ гвоздя. После этого об|руб,ные нбжн 19 и 20 1раз1Вод.ятся, ползун 15 подходит к свободному концу лроволоки и высаживает пуансоном 16 головку гвоздя. Далее ползун
15 отходит в исходное положение, а подвижная плашка 28 отходит от неподвижной плашки 44, освобождая проволоку. Проволока с высаженной на конце головкой протягивается при помоши подпружиненного зубильца 13 через рихтовальный аппарат 43 и подается вперед на длину гвоздя. Затем плашки 28 и 44 сжимаются, обрубные ножи 19 и 20 сходятся, отрезают гвоздь от проволоки и заостряют его конец. Готовый гвоздь отбойником (на чертеже не показан) отделяется от проволоки и падает, после этого цикл повторяется.
Предмет изобретения
1. Гвоздильный автомат, содержаший приводимые от коленчатого вала с .маховиком на одном конце и планшайбой на другом подающую каретку, нолззны с обрубными ножами, ысадочный ползун, ползун с подвижной зажимной плашкой, а также размещенные на станиее неподвижпую зажимную плапгку и рихтовальное устройство, отличающийс я тем, что, с целью снижения шума при работе, подвижные элементы его имеют гибкие связи, каждая из которых выполнена а виде металлического троса, соединяющего данный элемент с соответствуюшим участком коленчатого вала через авободно посаженную втулку, и пружины, связывающей его со станиной, при этом ползун подвижной зажимной 11ла1пки содержит две пружины различной жесткости.
2. Автомат но п. 1, отличающийся тем, что металлические тросы снабжены натя/кными устройствами.
3. Автомат по п. 1, отличающийся тем, что он снабжен направляющи.ми для металлических тросов.
.,, -.л
( w,,. , ; -
;-, - ..
i,«-r.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гвоздильный автомат | 1981 |
|
SU988432A1 |
| Проволочно-гвоздильный автомат | 1977 |
|
SU766716A1 |
| Гвоздильный автомат | 1936 |
|
SU51129A1 |
| Гвоздильный автомат | 1980 |
|
SU971552A1 |
| ГВОЗДИЛЬНЫЙ АВТОМАТ | 1971 |
|
SU435889A1 |
| Одноударный автомат для высадки гвоздей | 1982 |
|
SU1050793A1 |
| Автомат для изготовления гвоздей | 1979 |
|
SU1039625A1 |
| ГВОЗДИЛЬНЫЙ АВТОМАТ | 1969 |
|
SU235723A1 |
| Автомат для изготовления гвоздей | 1980 |
|
SU961831A1 |
| АВТОМАТ ПРОВОЛОЧНО-ГВОЗДИЛЬНЫЙ | 1974 |
|
SU376989A1 |