(54) АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления гвоздей | 1979 |
|
SU1039625A1 |
| Одноударный автомат для высадки гвоздей | 1982 |
|
SU1050793A1 |
| Гвоздильный автомат | 1981 |
|
SU988432A1 |
| Проволочно-гвоздильный автомат | 1977 |
|
SU766716A1 |
| Гвоздильный автомат | 1980 |
|
SU971552A1 |
| Автомат для изготовления гвоздей | 1978 |
|
SU716690A1 |
| Гвоздильный автомат | 1978 |
|
SU751486A1 |
| АВТОМАТ ПРОВОЛОЧНО-ГВОЗДИЛЬНЫЙ | 1974 |
|
SU376989A1 |
| Гвоздильный автомат | 1982 |
|
SU1121085A1 |
| Механизм зажима проволоки гвоздильного автомата | 1989 |
|
SU1717269A1 |
1
Изобретение относится к обработке материалов давлением, в частности к оборудованию для изготовления гвоздей.
Известен автомат для изготовления гвоздей, содержащий размещенные на станине и кинематически связанные между собой механизмы подачи и зажима проволоки, механизм отрезки и заострения заготовки, имеющий ножи, которые установлены на ползунах, и механизм высадки 1.
Наиболее близким к предлагаемому по технической сущности является автомат для изготовления гвоздей, содержащий размещенные на станине и кинематически связанные между собой посредством распределительного вала высадочные матрицы, механизмы правки и подачи проволоки, механизм высадки, ползуны с ножами, у тановленные в направляющих станины с возможностью перемещения в направлении, перпендикулярном оси высадки, и связанные с распределительным валом посредством рычажно-кулачковой с.-счемы 2.
Недостатком известных устройств является их малая надежность.
Цель изобретения - повышение стойкости рабочего инструмента и надежносги работы.
Указанная цель достигается тем, что один из ползунов имеет направляющие и размещенный в направляющих подпружиненный ножедержатель, установленный с возмож ностью перемещения в направлении оси высадки посредством дополнительного приводного вала, при этом один из кулачков рычажно-кулачковой системы, связанный с несущим подпружиненный ножедержатель ползуном, имеет программный профиль для перемещения ножедержателя за ось высадки.
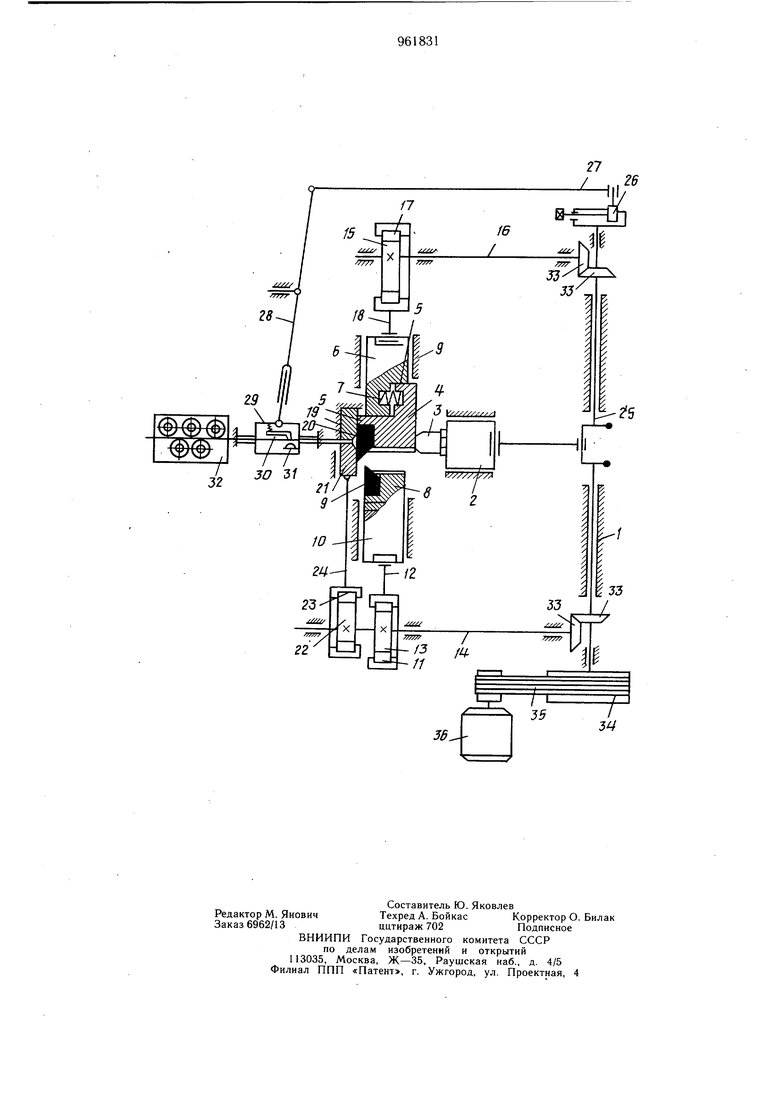
На чертеже показана кинематическая
15 схема автомата.
Автомат состоит из станины 1, в которой размещен механизм 2 высадки с пуансоном 3, ножедержателя 4, смонтированного в направляющих 5, ползуна 6. Ножедержатель 4 подпружинен пружиной 7. Ноже державка 8 с неподвижно закрепленным ножом 9 смонтирована в ползуне 10, имеющим привод, посредством роликов 11, рычажной системы 12 от кулака 13, который смонтирован на приводном валу 14.
Кулачок 15 имеет программный профиль и смонтирован на дополнительном приводном валу 16, и связан посредством роликов 17, рычажной системы 18 с ползуном 6, в котором размещена в направляющих 5 ножедержавка 4 с неподвижно закрепленным ножом 19. Программный профиль кулачка 15 обеспечивает перемещение рабочей кромки ножа 19 с ножедержавкой 4 за ось высадки.
Перед ножами 9 и 19 расположены неподвижная 20 и подвижная 21 высадочные матрицы, из которых подвижная имеет привод от кулачка 22, расположенного на приводном валу 14, от ролика 23 и рычажной системы 24.
На коленчатом валу 25 консольно установлена эксцентриковая планшайба 26, связанная через тягу 27 с телескопическим рычагом 28, шарнирно соединенным с кареткой 29 подачи проволоки, в которой смонтированы подпружиненное зубильце 30 и наковаленка, 31. Для правки подаваемой проволоки установлено правильное устройство 32. Приводные валы 14 и 16 посредством конических шестерен 33 связаны с коленчатым валом 25, на котором смонтирован маховик 34, связанный через клиноременную передачу 35 с электродвигателем 36.
Автомат работает следующим образом.
Проволока через правильное устройство 32, зубильце 30 и наковаленку 31, зажимные высадочные матрицы 20 и 21, ножи 9 и 19 подается в рабочую зону высадки.
Автомат включается на автоматический режим работы. От электродвигателя 36 через клиноременную передачу 35, маховик 34, коленчатый вал 25, приводные валы 14 и 16 приводятся в движение механизм 2 высадки, ползуны 6 и 10 с ножедержавками 4 и 8 и ножами 19 и 9. При смыкании ножей 9 и 19 происходит рез проволоки с заострением стержня гвоздя и осуществляется зажим проволоки матрицами 20 и 21. Далее ползун 6 с ножедержателем 4 и ножом.19 продолжает двигаться в направлении, перпендикулярном оси высадки, а ползун 10 с ножедержавкой 8 и ножом 9 отходит в свое исходное положение. К перешедшим за ось высадки ножедержателю 4 с ножом 19 подходит пуансон 3. При дальнейшем ходе вперед механизма 2 высадки его пуансон 3 давит на подпружиненный ножедержатель 4 с ножом 19. Нож 19, перемещаясь поступательно с ножедержателем 4 относительно крокштейна 6 вдоль оси высадки, своей торцовой плоскостью, обращенной
к зажимным матрицам 20 и 21, высаживает головку изделия. Затем пуансон 3 и ползун 6 с ножом 19 отходят в исходное положение, матрицы 20 и 21 разжимаются и проволока с. предварительно высаженной
головкой подается на заданную величину. Цикл повторяется, готовый гвоздь удаляется в тару.
Предлагаемое конструктивное выполнение автомата с ножедержателем, установ« ленным в направляющих ползуна с возможностью перемещения в направлении оси высадки и смонтированным на дополнительном валу кулачком, имеющим профиль, который обеспечивает возможность перемещения ножедержателя с ножом за ось высадки
и позволяет осуществлять высадку головки изделия торцовой поверхностью только одного отрезного ножа, а не его рабочей кромкой, обеспечивает необходимую стойкость рабочего инструмента и повышает надежность работы автомата.
Формула изобретения
Автомат для изготовления гвоздей, содержащий размещенные на станине и кинематически связанные между собой посредством распределительного вала высадочные матрицы, механизмы правки и подачи проволоки, механизм высадки, ползуны с ножами, установленные в направляющих станины с возможностью перемещения в направлении, перпендикулярном оси высадки, и связанные с распределительным валом посредством рычажно-кулачковой системы, отличающийся тем, что, с целью повышения стойкости рабочего инструмента и надежности работы, один из ползунов имеет направляющие и размещенный в направляющих подпружиненный ножедержатель, установленный с возможностью перемещения в направлении оси высадки посредством дополнительного приводного вала, при этом один из кулачков рычажно-кулачковой системы, связанный с несущим подпружиненный ножедержатель ползуном, имеет программный профиль для перемещения ножедержателя за ось высадки.
5Источники информации,
принятые во внимание при экспертизе
