1
Изобретение относится к способам растачивания кольцевых канавок с поднутрением в деталях тиата стакана.
Известны способы растачивания кольцевых канавок с поднутрением в телах вращения с диаметром не менее 80 мм, ири которых осущаствляют .прорезку канавки поперечной лодачей суппорта станка и подрезку поднутрений.
Описываемый способ отличается от известных тем, что при подреЗКе поднутрений резец поворачивают на угол 20-30° относительно его оси симметрии по часовой и против часовой стрелки, причем вершину резца и ось его вращения располагают на равных расстояниях от оси центров станка.
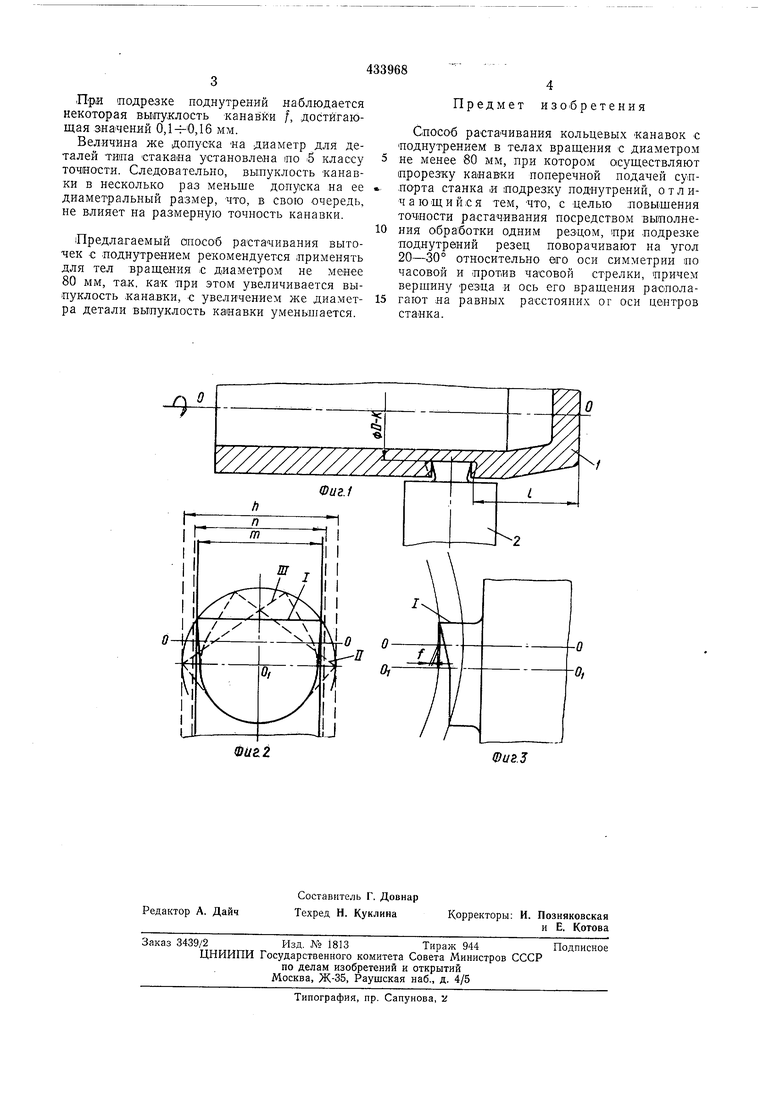
На фиг. 1 изображена схема обработки в момент окончания прореаки канавки, вид сверху; на фиг. 2 - схема поворотных движений реаца относительно своей оси при подрезке поднутрений; на фит. 3 - схема обработки в момент подрезки поднутрений, вид сбоку.
Канавка в детали 1 обрабатывается резцом 2.
Растачивание осуществляют следующим образом.
Вначале осуществляют быстрый поперечный подвод резца 2 и прорезают кольцевую
канавку шириной т на требуемую глубину (3-3,5 мм) до диаметра D-К (см. фиг. 1, на фиг. 2 - положение I). Поворачивают резец относительно своей
оси Oi-Oi по часовой стрелке до совпадения вершины режущей кромки с линией центра резца Oi-Oi или ниже на 10-15°, при этом подрезается правое поднутрение (см. фиг. 2, положение II).
При повороте резца 2 относительно оси против часовой стрелки до совпадения вершины режущей кромки с линией центра резца Oi-Oi или ниже ее на 10-15° подрезается левое подеутрение (см. фиг. 2, положение III).
После этого поворота выточка принимает необходимые размеры: ширину канавки по внешнему диаметру п, ширину по дну выточки h и расположение ее относительно базовой поверхности / (см. фиг. 1).
Для последующего бысгрого отвода резца из зоны резания его поворачивают в исходное положение по часовой с грелке.
Кромка резца при прорезке капавки должна быть расположена так, чтобы линия центров станка О-О находилась точно посредине между вершиной резца и осью его вращения о,-Оь
При подрезке поднутрений наблюдается некоторая вы11ту,клость канавкИ /, достигающая значений 0,14-0,16 мм.
Величина же допуска «а диаметр для деталей тниа стакайа установлена по i6 классу точности. Следовательно, выпуклость канавки в несколько раз меньше допуска на ее диаметральный размер, что, в свою очередь, не влияет на размерную точность канавки.
Предлагаемый способ растачивания выточек с поднутрением рекомендуется применять для тел вращения с диаметром не менее 80 мм, та,к. как при этом увеличивается выпуклость канавки, с увеличением же диаметра детали выпуклость канавки уменьшается.
Предмет изо-бретения
Способ растачивания кольцевых канавок с
поднутрением в телах вращения с диаметром
не менее 80 мм, при котором осуществляют
прорезку каиавки поперечной подачей суппорта станка и подрезку поднутрений, отличающийся тем, что, с целью повышения точности растачивания посредством вьтолнения обработки одним рездом, при подрезке поднутрений резец поворачивают на угол 20-30° относительно его оси симметрии по часовой и против часовой стрелки, причем вершину резца и ось его вращения располагают на равных расстояних ог оси центров станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТОНКОГО РАСТАЧИВАНИЯ НОМИНАЛЬНО СООСНЫХ ОТВЕРСТИЙ С ПОДРЕЗКОЙ ТОРЦА | 1973 |
|
SU378303A1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ ПОДРЕЗКИ СТЕРЖНЕЙ, ОСТАЮЩИХСЯ ПОСЛЕ КОЛЬЦЕВОГО СВЕРЛЕНИЯОТВЕРСТИЙ | 1969 |
|
SU236192A1 |
| Способ обработки пресс-форм с разъемом под углом 45 @ | 1982 |
|
SU1073005A1 |
| Расточная головка | 1989 |
|
SU1703278A1 |
| СПОСОБ ОТРЕЗКИ КОЛЕЦ ОТ ТРУБНОЙ ЗАГОТОВКИ | 1992 |
|
RU2049595C1 |
| Металлорежущий станок | 1980 |
|
SU867521A1 |
| РЕЖУЩАЯ МНОГОГРАННАЯ ПЛАСТИНА | 2015 |
|
RU2604742C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1992 |
|
RU2049598C1 |
| Борштанга | 1980 |
|
SU994139A1 |
| Расточная головка | 1989 |
|
SU1729702A1 |
Фиг 2
О
Фиг.З
