1
Изоб;рет&ние относится к области др« боростроения.
Известен способ изготовления ферритовых .магнитных головок, основанный на скреплении двух фарритовых ,пря:моугольных пла-стии, одна из KOTQpHX выполгаана с пазами для наложения обмотки, и заполнении иж межплоскостного пространства стеклом. В дальнейшем скрепленные пластины разрезают на отдельные сардеч.нИКИ, которые подвергают индивидуальной обработке с том, чтобы сформировать требу1е1мую величину рабочего зазора. Однако последующаЯ обработка уже отрезанных сердечнИКов сложна, так как приходится обрабатывать ничтожно малые поверхности такого XipynKoro материала, как феррит, и точность обработки недостаточно высока.
Предлагаемый способ позволяет уяростить последующую обработку сердечников и повысить точность формирования рабочего зазора изготавливаемой головки. Это достигается тем, что перед процессам окрепления пластин на одну из них, выполненную с параллельными пазами, перпендикулярно к этим паза.м наносят канавки, заполняют их стеклом, и разрезают каждый полублс1К по средней линии канавок.
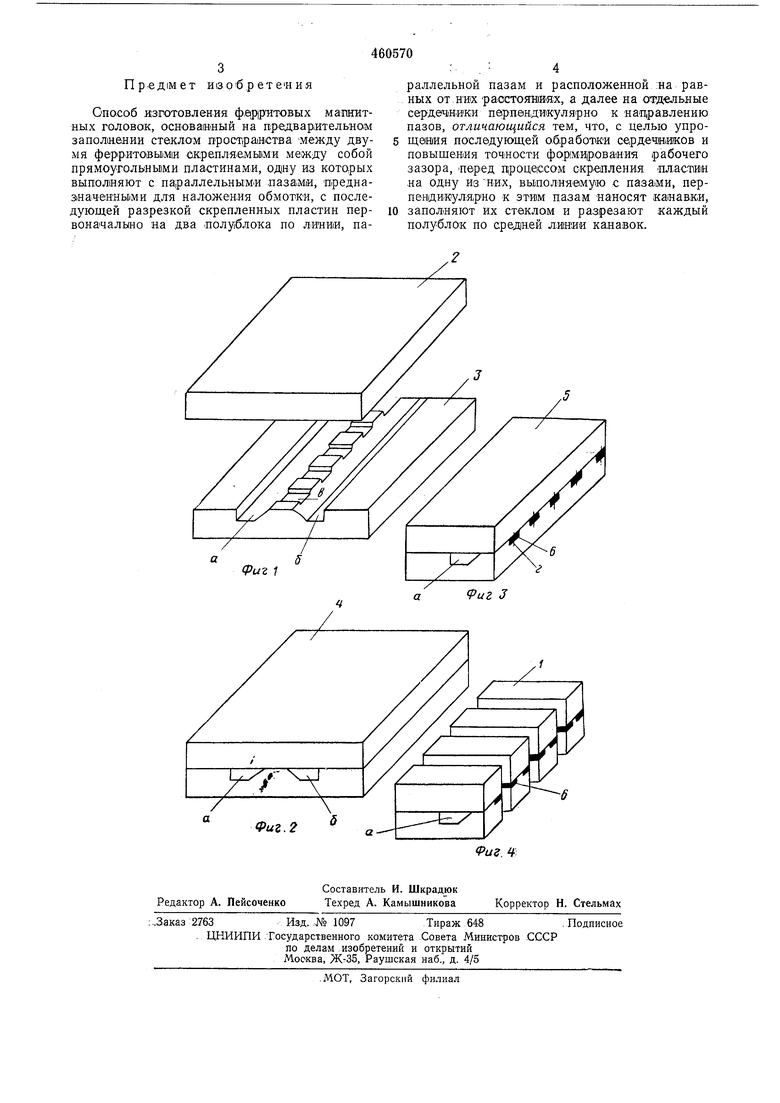
На фиг. 1. локазаныплас.тины в нескрепленном виде; 1на фиг. 2 - скрепленные пластины; на фиг. 3 - полублок пО:Сле разрезания пластин; на фиг. 4 - готовые сердечники.
Для изготовления се|рдечн иков 1 используют две плоские ферритовые прямоугольные
пластины 2 и 3. На пласткне 3 выполняют продольные пазы а и б, которые параллельны не только между собой, но и граням пластины. Перпендикулярно к паза.м наносят канавки в. После этого обе пластины скрепляют
между собой л.юбым известным способом и получают блок 4. Последний блок по линии, параллельной пазам и равноотстоящей от них, разреза1Ют на полублоки 5. Перед скреплением пластин в канавки в помещают стекло 6. В
качестве стфепляющего материала одновременно может быть использован стекло-заполнитель. При этом необходи1мо, чтобы коэффициент теплового расщирения стекла был или равен аналогичному коэффициенту феррита,
или весьма близок к нему. В противном случае происходит разрущание сердечников в процессе эксплуатации головки в аппарате магнитной заниои. Завершающим процессом является разрезание каждого полублока на
сердечники 1 по линиям г, проходящим на равном от. краев канавки расстоянии.
Таким образом, благодаря использованию стекла в канавках повышаются точность формирования рабочего зазора каж.дой головки и
ее долговечность.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изгтовления сердечников ферритовых магнитных головок | 1976 |
|
SU607261A1 |
| Способ изготовления сердечниковблОКА МАгНиТНыХ гОлОВОК | 1979 |
|
SU842945A1 |
| Способ изготовления сердечника ферритовой магнитной головки | 1978 |
|
SU718852A1 |
| Способ изготовления магнитопроводов ферритовых магнитных головок | 1976 |
|
SU657458A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИДЕОГОЛОВОК И УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ПОЛУБЛОКОВ ВИДЕОГОЛОВОК | 1991 |
|
RU2034340C1 |
| Способ изготовления магнитной головки | 1989 |
|
SU1748185A1 |
| Способ изготовления сердечников ферритовых магнитных головок | 1978 |
|
SU718856A1 |
| Способ изготовления многодорожечных магнитных головок | 1977 |
|
SU669391A1 |
| Способ изготовления блока магнитных головок | 1990 |
|
SU1714672A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ФЕРРИТОБЫХ МАГНИТНЫХ ГОЛОВОК | 1972 |
|
SU434456A1 |