1
Изобретение относится к области машиностроения н предназначено для использования в металлорежущих станках, например координатно-шлифовальных и расточных.
По авт. св. №400150 известна шпиндельная бабка, выполненная в виде корпуса с гильзой, внутри которой расположен шпиндель с механизмом радиальной подачи, и привода планетарного враш,ения шпинделя, причем привод планетарного враш,ения шпинделя н механизм радиальной подачи, цепь привода которого смещена относительно оси шпинделя, расположены на противоположных концах шпинделя.
Предложенная шниндельная бабка отличается тем, что механизм радиальной подачи выполнен в виде закрепленного на гильзе корпуса с кареткой инструмептодержателя и цилиндрическим стаканом, наружная поверхность которого снабжена зубьями и винтовыми пазами, взаимодействующими с упорами, установленным на корпусе, а корпус снабжен осевым пазом и перемещающимся в нем клином, действующим своим скосом на каретку инструментодержателя.
Это позволяет сократить кинематическую цепь механизма радиальной подачи и повысить точность обрабатываемых поверхностей.
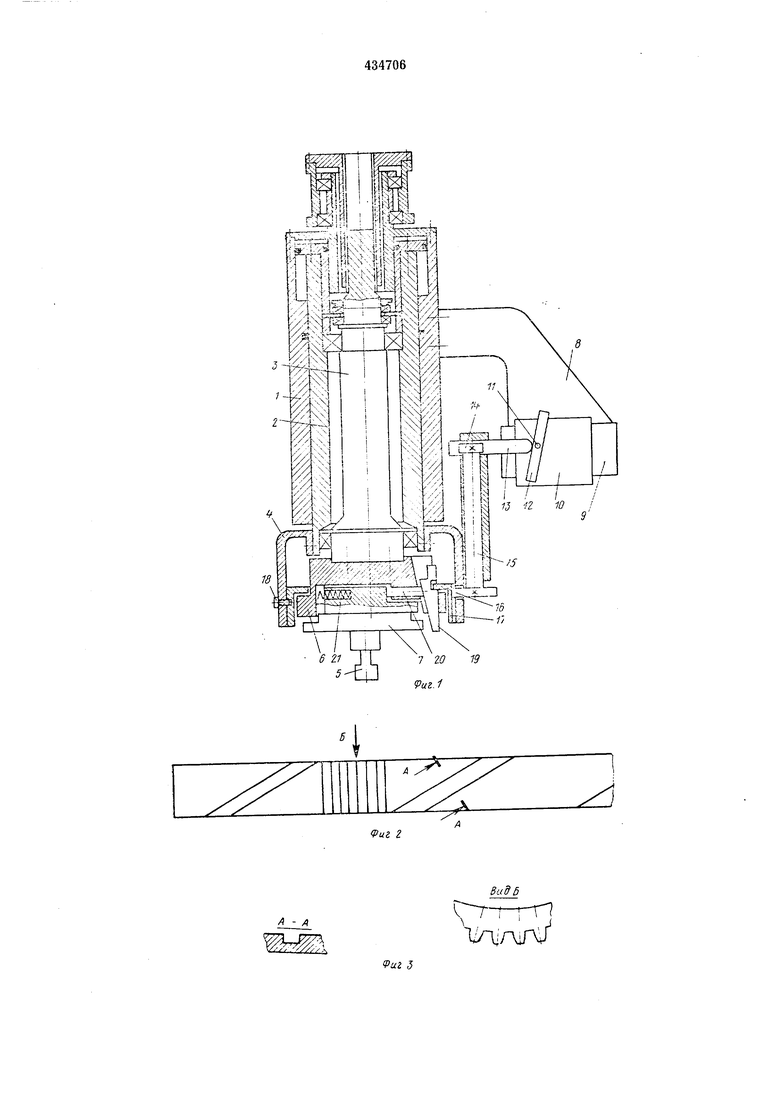
На фиг. 1 изображено предлагаемое устройство, продольный разрез; на фиг. 2 -
развертка цилиндрического стакана; на фиг. 3 - разрез но А-А и вид по стрелке Б на фиг. 2.
Предложенное устройство для получения конических, профильных и цилиндрических поверхностей включает шпиндельную бабку /. гильзу 2, совершающую возвратно-поступательные движения, главный шпиндель 3, размещенный внутри гильзы 2 и получающий
вращение от привода (на чертеже не иоказан), и механизм радиальной подачи.
Корпус 4 механнзма радиальной подачи шлифовального шпинделя 5 закреплен в нижией части гильзы 2. На главном шпинделе 3
смонтирован корпус 6 каретки, в пазу которого размещена каретка инструментодержателя 7, совершающая радиальные иеремещепия вмес те со шлифовальным шпинделем 5.
На корпусе шпиндельной бабкн / закреплен кронштейн 8, несущий нанравляющую 9, по которой иеремендается суппорт 10 с закрепленной на оси // линейкой J2 управления (коииром). Суппорт 10 и линейка 12 управления
предназначены для сообщения через шток 13, шестерию 14, вал 15 и шестерню 16 поворота на некоторый угол цилиндрического стакана 17, который зубьями, расположенными на наружной цилиндрической части, входит в зацепление с шестерней 16.
На наружной цилиндрической части стакана /7 имеются винтовые пазы, предназначенные для сообщения осевого перемещения стакану 17 при контакте пазов с упорами 18 во время поворота стакана на некоторый угол.
В верхней части стакан 17 буртом входит в паз клина 19, размещенного в вертикальном пазу корпуса 6 каретки инструментодержателя, соверщающего планетарное двнжение. Клин 19 преобразует осевое перемещение стакана 17 через упор 20 в радиальное перемещение каретки инструментодержателя 7.
Пружина 21 упирается одним концом в корпус 6 каретки, а другим - в каретку инструментодержателя 7 и осуществляет постоянный каретки инструментодержателя 7 через упор 20 к клину 19.
При возвратно-иостуиательном перемещеннн гильзы 2 шток 13, связанный с гильзой 2, также совершает возвратно-поступательное движение. При этом, если линейка 12 унравления наклонена к оси перемещения гильзы 2, то шток 13 получает дополнительное перемещение параллельно своей оси и заставляет поворачиваться шестерню 14, а через вал 15 и шестерню 16 поворачивается и стакан 17. При повороте стакан 17 перемещается в осевом направлении за счет спиральных пазов и упоров 18, закренленных в корпусе 4, совместно с клином 19, который перемещает через упор 20 каретку инструментодержателя 7 шлифовального шпинделя 5. В этом случае траектория движения шлифовального шпинделя 5 отличается от прямолинейной траекторнн движения гильзы 2, и происходит обработка конических или профильных поверхностей, в зависимости от профиля сменной лннейки 12 управления.
Если же профиль линейки управления представляет прямую, а траектория ее движения параллельна траектории движения гильзы 2, то соответственно и траектория движения шлифовального шпинделя 5 нредставляет прямую, т. е. происходит обработка цилиндрических поверхностей, а радиальная подача врезания шлифовальному шпинделю 5 осуществляется осевым перемещением суппорта 10 и далее через шток 13, как описано выше.
Формула изобретения
Шпиндельная бабка по авт. св. №400150, отличающаяся тем, что, с целью сокращения кинематической цени механизма радиальной подачи, а также повышения точности обрабатываемых поверхностей, механизм радиальной подачи выполнен в виде закрепленного на гильзе корпуса с кареткой инструментодержателя и цилиндрическим стаканом, наружная поверхность которого снабжена зубьями и винтовыми пазами, взаимодействующими
с упорами, установленными на корпусе, а корпус снабжен осевым пазом и перемещающимся в нем клином, действующим своим скосом на каретку инструмеитодерл ателя.
ш
т OP.
::i И:УШ« и
t- t-1 -м х.- - j г
k..i:tl imm/:
U:ol-; ,--т -: tl5riirjUt i-Pv-/l i ф -/лГ; -1::aj ferrc l:| $b; r
. -К. IГL Ll -. fc/x .
figj
ч5
П . 7 2
19 Vuz.l
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования цилиндрических и конических отверстий | 1968 |
|
SU345743A1 |
| Устройство для шлифования цилиндрических,конических и профильных поверхностей | 1974 |
|
SU523792A1 |
| Устройство для шлифования цилиндрических и конических отверстий | 1973 |
|
SU510356A1 |
| Шпиндельная бабка | 1988 |
|
SU1618607A1 |
| Шпиндельная бабка | 1990 |
|
SU1780937A1 |
| Самоцентрирующий патрон | 1985 |
|
SU1282973A1 |
| Шпиндельный узел радиально-сверлильного станка | 1976 |
|
SU610616A1 |
| Устройство для шлифования цилиндрических и конических отверстий | 1976 |
|
SU663553A1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ И НАРЕЗАНИЯ РЕЗЬБЫ КОМБИНИРОВАННЫМ ИНСТРУМЕНТОМ | 1999 |
|
RU2168401C2 |
| Станок для обработки кольцевого желоба переменного профиля | 1988 |
|
SU1645108A1 |