1
Изобретение относится к прокатному производству.
Известен способ заправки полосы в валки прокатного стана при прокатке с охватом рабочих валков полосой.
С целью ускорения процесса заправки при использовании консольных рабочих валков предложен способ, по которому полосу заправляют во вспомогательные валки, установленные соосно с рабочими валками и рядом с ними, а затем перемещают полосу, огибающую вспомогательные валки, вдоль их осей на бочки рабочих валков.
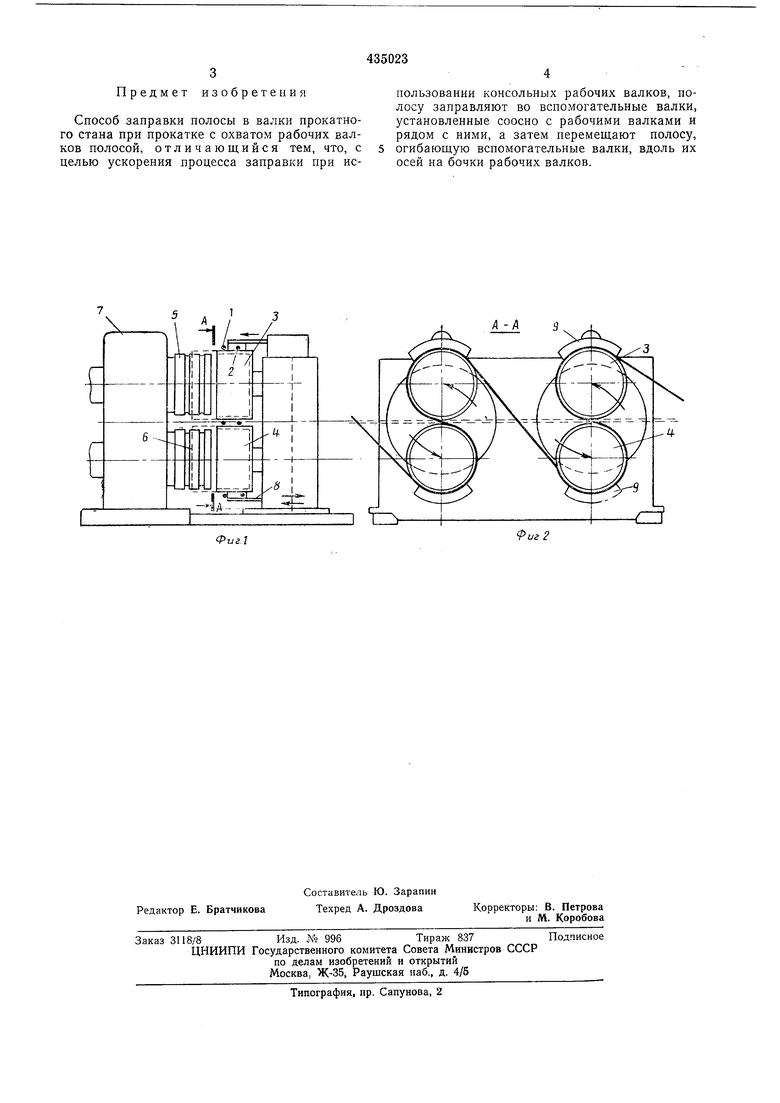
На фиг. 1 изображены консольные валки прокатного стана лри заправке полосы, вид сбоку; на фиг. 2 - разрез по А-А на фиг. 1.
Полосы 1 и 2 пропускают между вспомогательными полыми валками 3 и 4 заправочного устройства так, что они проходят между ними параллельно оси прокатки. Вспомогательные валки при этом установлены соосно с разведенными консольными рабочими валками 5 и 6 прокатного стана 7 таким образом, что зазор между валками больше толщины полосы. После пропуска полос, число которых соответствует числу прокатываемых ниток, вспомогательные валки поворачивают вокруг общей оси, параллельной осям рабочих валков и расположенной между ними так, что вспомогательные валки занимают положение, изображенное на фиг. 2, когда нижний валок занимает положение верхнего, а верхний - нижнего. После этого заправочное устройство перемещают вдоль оси валков так, что полые
вспомогательные валки охватывают консольные бочки рабочих валков стана. Перемещение производят на такую величину, чтобы торцы вспомогательных валков располагались около того ручья, в который заправляется полоса. Затем витки полосы перемещают вдоль бочек вспомогательных валков, например, сталкивателями 8 и 9 на такую величину, чтобы полоса переместилась в ручьи рабочих валков.
В случае многониточной заправки вспомогательные валки перемещают назад до следующего ручья и снова сталкивают следующую полосу. Такой процесс повтор яют до тех пор, пока не будут уложены все полосы, согласно
числу прокатываемых ниток. Рабочие валки при этом находятся в состоянии покоя. Аналогично производится заправка полосы во всех валках прокатного стана одновременно или последовательно, в зависимости от числа пар
вспомогательных валков заправочного устройства. После заправки полос в рабочие валки производят радиальную установку рабочих валков и запускают стан, а вспомогательные валки вместе с заправочным устройством отводят в исходное положение.
Предмет изобретения
Способ заправки полосы в валки прокатного стана при прокатке с охватом рабочих валков полосой, отличающийся тем, что, с целью ускорения процесса заправки при использовании консольных рабочих валков, полосу заправляют во вспомогательные валки, установленные соосно с рабочими валками и рядом с ними, а затем перемещают полосу, огибающую вспомогательные валки, вдоль их осей на бочки рабочих валков.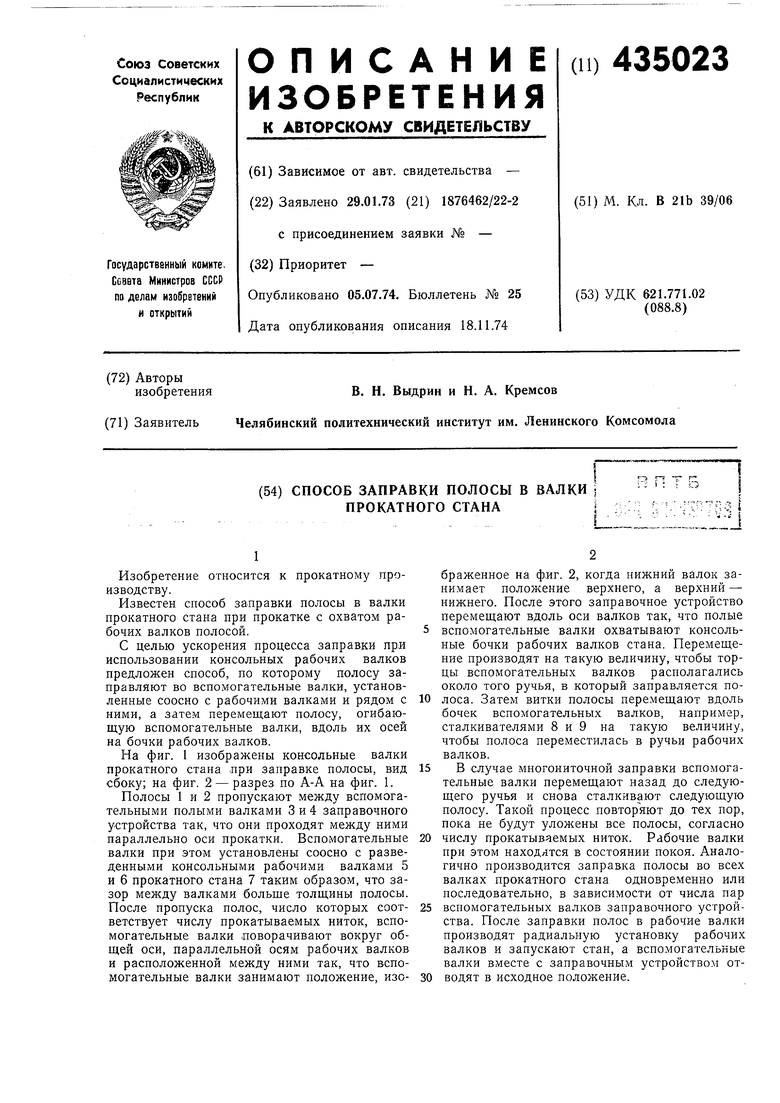
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕПРЕРЫВНАЯ ГРУППА СТАНА ДЛЯ ПРОИЗВОДСТВА ЛЕНТЫ БЕССЛИТКОВОЙ ПРОКАТКОЙ И ПОЛОС | 1993 |
|
RU2048215C1 |
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| Рабочая клеть для прокатки полосыС ОгибАНиЕМ ВАлКОВ пОлОСОй | 1979 |
|
SU818695A1 |
| Устройство для -образной заправки полосы в валки прокатного стана | 1974 |
|
SU487684A1 |
| Обводная направляющая проводка прокатной клети полосового прокатного стана | 1989 |
|
SU1731325A1 |
| Устройство для заправки полосы в валки прокатной клети | 1991 |
|
SU1784319A1 |
| СПОСОБ МНОГОНИТОЧНОЙ ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2403107C1 |
| Способ прокатки рельса (варианты) | 2021 |
|
RU2776314C1 |
| УСТРОЙСТВО для ЗАПРАВКИ ПОЛОСЫ в СТАН | 1971 |
|
SU310703A1 |
| Прокатная клеть | 1990 |
|
SU1784301A1 |