1
Изобретение относится к листовой штамповке некруглых полых изделий и может быть также использовано при волочении труб некруглого сечения.
Б существующих матрицах с овальным заходным конусом для вытяжки некруглых полых изделий оси овала совпадают с осями рабочего окна.
Недостатком таких матриц является то, что начальные усилия деформации при формообразовании всех угловых участков вытягиваемого изделия складывают, и результирующее максимальное технологическое усилие ограничивает допустимую степень вытяжки.
Цель предлагаемого изобретения - снижение технологического усилия и увеличение степени вытяжки.
Для этого оси овала заходного конуса повернуты вокруг вертикальной оси матрицы относительно осей профиля рабочего окна.
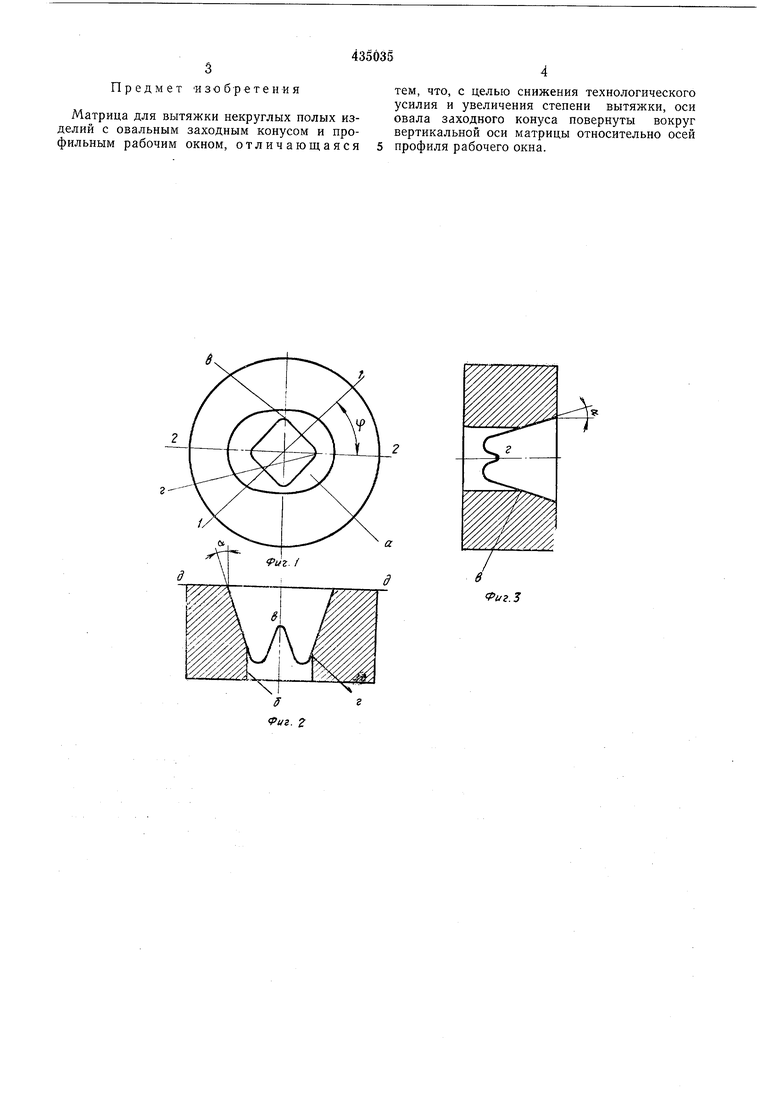
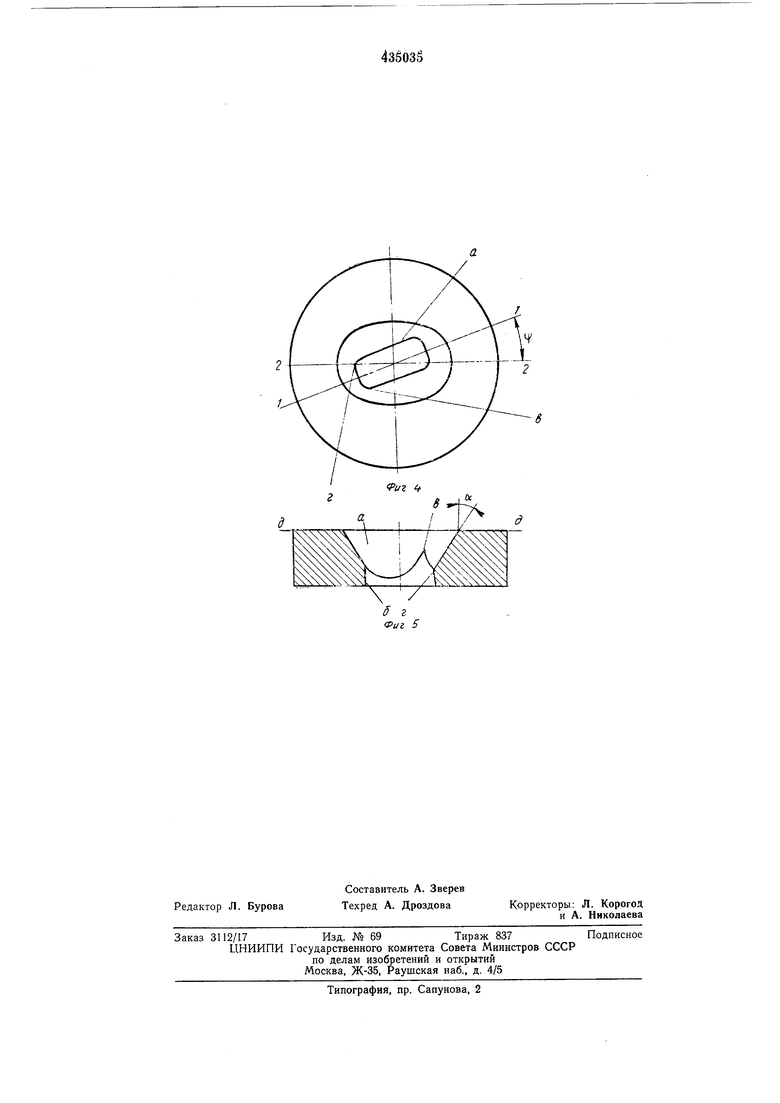
На фиг. 1, 2, 3 изображена в трех проекциях матрица для вытяжки .изделия с квадратной формой сечения; на фиг. 4 и 5 - матрица в двух проекциях для вытяжки изделия с прямоугольной формой сечения.
Заходный конус матриц для изделий и с квадратной, и с прямоугольной формой сечения выполнен овальным с постоянным углом наклона образующей. Линия пересечения поверхности овального заходного конуса а матрицы с поверхностью рабочего пояска б имеет криволинейную пространственную форму. Поскольку оси 1-1 контура рабочего окна матрицы составляют с осями 2-2 овала угол а, угловые участки в указанной линии пересечения расположены ближе к верхней плоскости матрицы, чем участки г, Вытяжка в матрице происходит следующим
образом.
Плоская заготовка (круглая или О(вальная) укладывается .на плоскость д-д матрицы и втягивается -в ее заходной «онус с .помощью пуансона с формой сечения, соответствующей
профилю рабочего окна |Ма.трицы. Превращенная в конусообразную чащку заготовка начинает деформироваться сначала в вдух диагонально расположенных углах в. Затем, когда эти углы окончательно оформились, начинается деформирование в двух других угловых участках г заготсаки. Далее нач.ИНает1СЯформообразование прямых участков профиля сечения изделия. Таким образом, усилия, необходимые для оформления угловых участков
профиля сечения изделия, суммируются только попарно, обеспечивается снижение максимального технологического усилия вытяжки и возможность увеличения степени вытяжки. Применение таких матриц возможно при
волочении труб. Предмет изобретения Матрица для вытяжки некруглых полых изделий с овальным заходным конусом и профильным рабочим окном, отличающаяся 5 тем, что, с целью снижения технологического усилия и увеличения степени вытяжки, оси овала заходного конуса повернуты вокруг вертикальной оси матрицы относительно осей профиля рабочего окна.
| название | год | авторы | номер документа |
|---|---|---|---|
| Заготовка для прессования | 1980 |
|
SU889177A1 |
| СПОСОБ ПРЕССОВАНИЯ ПРУТКОВ ИЗ ДИСПЕРСНО-УПРОЧНЕННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ И МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ПРУТКОВ ИЗ ДИСПЕРСНО-УПРОЧНЕННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2012 |
|
RU2562594C2 |
| Способ изготовления полых изделий из многоугольных листовых заготовок | 1984 |
|
SU1194538A1 |
| Способ изготовления прутков и профилей из жаропрочных труднодеформируемых сплавов на никелевой основе | 1973 |
|
SU473538A1 |
| СПОСОБ ПРЕССОВАНИЯ ПРЯМОУГОЛЬНЫХ ПРОФИЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И МАТРИЦА ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2003 |
|
RU2255823C1 |
| Штампы для вытяжки изделий из листового материала | 1978 |
|
SU743755A1 |
| Способ вытяжки полых изделий | 1982 |
|
SU1018754A1 |
| Матрица для прессования круглых прутков | 1981 |
|
SU975135A1 |
| Инструмент для получения ребристых трубчатых радиаторов | 1989 |
|
SU1764834A1 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ И МАТРИЦА ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2006 |
|
RU2352417C2 |
Фиг.З
