I
Изобретение относится к обработке металлов давлением и может быть использовано ири изготовлении изделий, у которых отношение длины заготовки к ее толщине более ста, например взрывозащитных бандажей кинескопов.
Известны станки для гибки рамок из металлической ленты, содержащие станину, привод, гибочные пуансоны и матрицу, съемники и устройство для отрезки ленты.
Для обеспечения возможности гибки изделий с отношением длины заготовки к толщине преимущественно больше ста, матрица закреилена на оси, установленной на конце рычага с возможностью поворота относительно него, а также вместе с ним вокруг оси его поворота, смонтированной на подвижной каретке, связанной с приводом посредством кривощипно-щатунного механизма, станок снабжен дополнительной матрицей, расположенной на другом конце того же рычага аналогично первой, на каждой оси, несущей матрицу, установлена кулиса, обе кулисы связаны между собой пальцем, связывающим их через рычажную систему с приводом.
Для обеспечения возможности формования многослойных, рамок станок снабжен сварочными электродами, вмонтированными в гибочные пуансоны, а для обеспечения качественной поверхности среза ленты отрезное
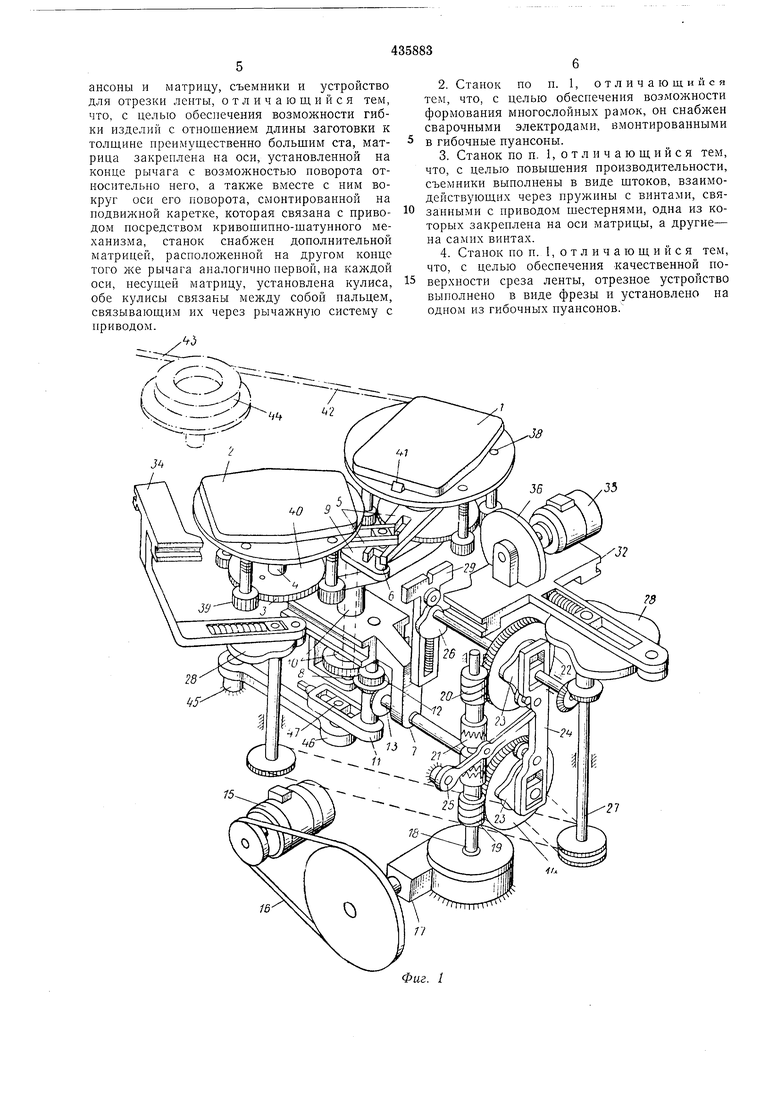
устройство выполнено в виде фрезы и установлено на одном из гибочных пуансонов. Кроме того, с целью повышения производительности станка съемники выполнены в виде штоков, взаимодействующих через пружины с винтами, связанными с приводом шестернями, одна из которых закреплена на оси матрицы, а другие - на самих винтах. На фиг. 1 дана принципиальная схема станка; фиг. 2 - иллюстрирует процесс гибки рамки.
Станок содержит матрицы 1 и 2, установленные симметрично на концах рычага 3 на осях 4. Последние могут поворачиваться отпосительно рычага. На осях 4 матриц жестко закреплены кулисы 5, связанные общим пальцем 6. Палец 6 неподвижен относительно каретки 7, с которой он жестко связан посредством оси 8 и кронштейна 9. Соосно с
осью 8 на каретке 7 подвижно установлен вал 10 рычага 3. На каретке 7 имеется регулируемый кривошип 11, вал которого связан с валом 10 рычага посредством зубчатой передачи 12 с передаточным отношением i
1 : 2, а также через коническую зубчатую передачу 13 с червячным колесом 14 привода. Привод состоит из электродвигателя 15, ременной передачи 16, редуктора 17 и вала 18, на котором закреплены червяки 19 и 20,
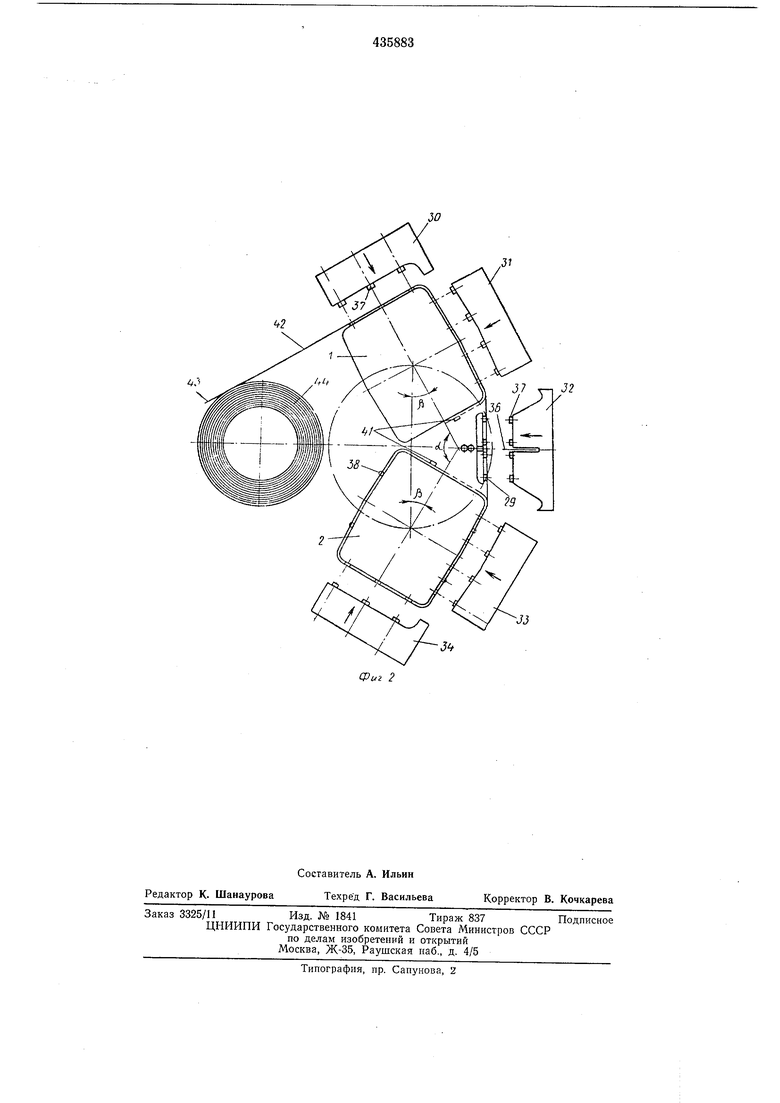
а зубчатая муфта 21. Червяк 20 связан с червячным колесом 22. Колеса 14 и 22 лежат в одной плоскости и снабжены кулачками 23, управляющими через кулису 24 и рычаг 25 муфтой 21, поочередно включающей вращение червяков 19 5 и 20. От червячного колеса 22 вращение передается кулачку 26, а также через вал 27 кулач1;ам 28. Кулачок 26 приводит в действие упор 29, а кулачки 28 приводят в действие пуансо- Ю ны 30-34. На среднем пуансоне 32 установлено устройство для отрезки ленты, состоящее из электродвигателя 35 и диска (фрезы) 36. Для формовки двуслойных рамок, обе лен- 15 ты которых привариваются одна к другой, в пуансоны 30-34 вмонтированы электроды 37 для точечной сварки. По периферии матриц 1 и 2 расположены винты 38 съемников, каждый из которых со- 20 пряжен с матрицей с помощью ходовой резьбы. В нижней части винтов имеются шестерни 39, сцепленные с зубчатыми колесами 40, закрепленными соосно с матрицами на рычаге 3. Подпружиненные защелки 41 предназначены для удержания ленты 42 (и 43 при двуслойной рамке), сматывающейся с бухты 44 после отрезки. Па станине ненодвижно закреплены ось 45 30 шатуна 46 с качающимся пальцем 47, редуктор 17, нодшиппики валов 18 и 27, а также нанравляющие нуансонов (на чертежах не показаны). В целях упрощения чертежа на фиг. 1 но- 35 казаны только два гибочных пуансона 32 и 34 и не показаны подпружиненные штоки съемников. Работа машины для формовки металлических рамок осуществляется следующим обра- 40 зом: Лента из бухты 44 (или из двух бухт) в исходной нозиции в начале цикла облегает матрицу 1. В начале работы ленту заправляют вручную, в дальнейшем в процессе рабо- 45 ты положение леиты в исходной позиции сохраняется автоматически. Затем рычаг 3 поворачивается на 180°, и матрицы 1 и 2 меняются местами. При этом благодаря кулисам 5 направление угла ос (фиг. 2) останется 50 прежним. Последовательно срабатывают нуансоны 30, 31, 33 и 34, формуя углы рамки. Одновременно с этим подпимается упор 29. Затем подходит пуансон 32, несущий отрезной диск 36, который разрезает ленту, при- 55 жатую к упору. После окончательной отрезки ленты упор 29 быстро опускается, давая возможность пуапсону 32 совершить окончательную формовку рамки на обеих матрицах. При этом на матрице 1 конец ленты заходит 60 в защелку 41, затем пуансоны отходят от матриц. На этом заканчивается рабочий ЦИКЛ, И лента оказывается в исходном положении. Благодаря наличию кулиг 5, жестко свя- 65 25 занных с матрицами, и пальца 6, жестко связанного с кареткой 7, матрицы во время поворота рычага 3 на 180° совершают дополнительный поворот вокруг своей оси на угол 2|3 (фиг. 2). Это дополнптельное движение использовано для срабатывания съемников. Прн перемещении матрицы 1 на место матрицы 2 винты 38 съемников движутся вверх и сжимают пружины щтоков (штоки и пружины на чертежах не показаны), накапливая энергию, которая освобождается при отходе пуансонов: давление пружин передается на щтоки, которые выталкивают готовую рамку с матрицы. Таким образом, конец цикла совнадает с моментом съема отформованной рамки. При переходе матрицы 2 в иоложение матрицы 1 винты съемников движутся вниз, и щтоки съемников втягиваются в матрицу. Кинематически весь этот цикл осуществляется следующим образом: вращение от электродвигателя 15 (фиг. 1) передается посредством ременной передачи 16 и червячного редуктора 17 к червячному валу 18. В начальный момент работы зубчатая муфта 21 включена таким образом, что вращение вала 18 через червяк 19, червячное колесо 14, коническую передачу 13 и зубчатую передачу 12 передается валу 10 рычага 3. Так как передаточное отношение передачи 12 равно 1 : 2, а иередаточное отношение нары 13 равно 1 : 1, то за один оборот червячного колеса 14 рычаг 3 повернется на полоборота (180°), а регулируемый кривошип 11 сделает полный оборот. Таким образом, при переходе матрицы 1 в ноложение матрицы 2 происходит возвратно-поступательное движение рычага 3 совместио с кареткой 7. Это движение компенсирует натяжение ленты нри новороте рычага и уменьшает ход пуансонов. Конструктивно вал колеса 14 выполпен с ходовой шпонкой, позволяющей ему совершать вместе с кареткой 7 возвратно-поступательпое движение и одновременно нередавать крутящий момент от колеса 14 к передаче 13. Колесо 14 делает только один оборот, так как имеющийся на нем кулачок 23 через кулису 24, рычаг 25 и муфту 21 переключает вращение с червяка 19 на червяк 20. Червяк 20 новорачивает колесо 22, также снабженное кулачком 23, только на один оборот. За время этого оборота совершают один оборот валы 27 (их пять - по количеству пуансонов; на фиг. 1 показаны только два вала), а с ними кулачки 28, а также кулачок 26. Кулачки 28 и кулачок 26 выставлены так, чтобы обеспечивалась необходимая последовательпость работы пуансонов 30, 31, 32, 33 и 34 (фиг. 2) и упора 29. Отрезной диск (фреза) 36 постоянно вращается от электродвигателя 35. ТТпегтмРт H nfSnpTPwiTa ч м i nouupciL.nn« 1. Станок для гибки рамок из металлической ленты, содержащий привод, гибочные нуансоны и матрицу, съемники и устройство для отрезки ленты, отличающийся тем, что, с целью обеспечения возможности гибки изделий с отношением длины заготовки к толщине преимущественно больщим ста, матрица закреплена на оси, установленной на конце рычага с возможностью поворота относительно него, а также вместе с ним вокруг оси его поворота, смонтированной на подвижной каретке, которая связана с нриводом посредством кривошипно-шатунного механизма, станок снабжен дополнительной матрицей, расположенной на другом конце того же рычага аналогично первой, на каждой оси, несущей матрицу, установлена кулиса, обе кулисы связаны между собой пальцем, связывающим их через рычажную систему с приводом.
Фиг. 1 2.Станок по п. 1, отличающийся тем, что, с целью обеспечения возможности формования многослойных рамок, он снабжен сварочными электродами, вмонтированными в гибочные пуансоны. 3.Станок но п. 1, о т л и ч а ю щ и и с я тем, что, с целью новыщения производительности, съемники выполнены в виде щтоков, взаимодействующих через цружины с винтами, связанными с приводом щестернями, одна из которых закреплена на оси матрицы, а другие- на самих винтах. 4.Станок по п. 1, отличающийся тем, что, с целью обеспечения качественной поверхности среза ленты, отрезное устройство выполнено в виде фрезы и установлено на одном из гибочных нуансонов.
,JJ
-JJ