Изобретение относится к обработке металлов давлением, в частности к устройствам для угловой гибки труб, трубных панелей, гофрированных н гладких листов.
Известно устройство для угловой гибки, содержащее гибочные валки, смонтированные в станине с возможностью перемещения один относительно другого посредством соединения их кривошипом, имеющим гнезда, соосные гибочным валкам, с расположенными внутри этих гнезд выдвижными полуосями.
Цель изобретения - уменьшить усилия гибки, а также обеспечить возможность перемещения заготовки гибочными валками.
Для этого предлагаемое устройство снабжено установленными на станине фиксаторами опор, выполненных в виде втулок с фланцем. Валы связаны посредством зубчатых колес с возможностью попеременного соединения с приводом. Каждое из колес снабжено стопором, образованным в станине.
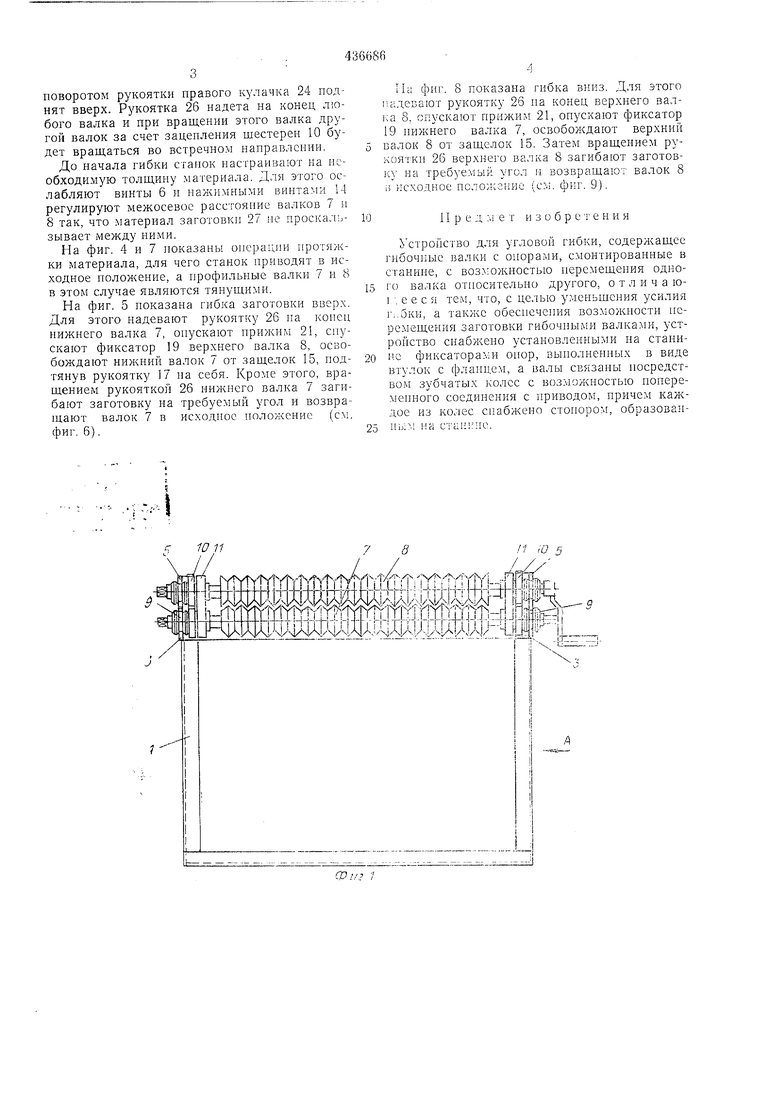
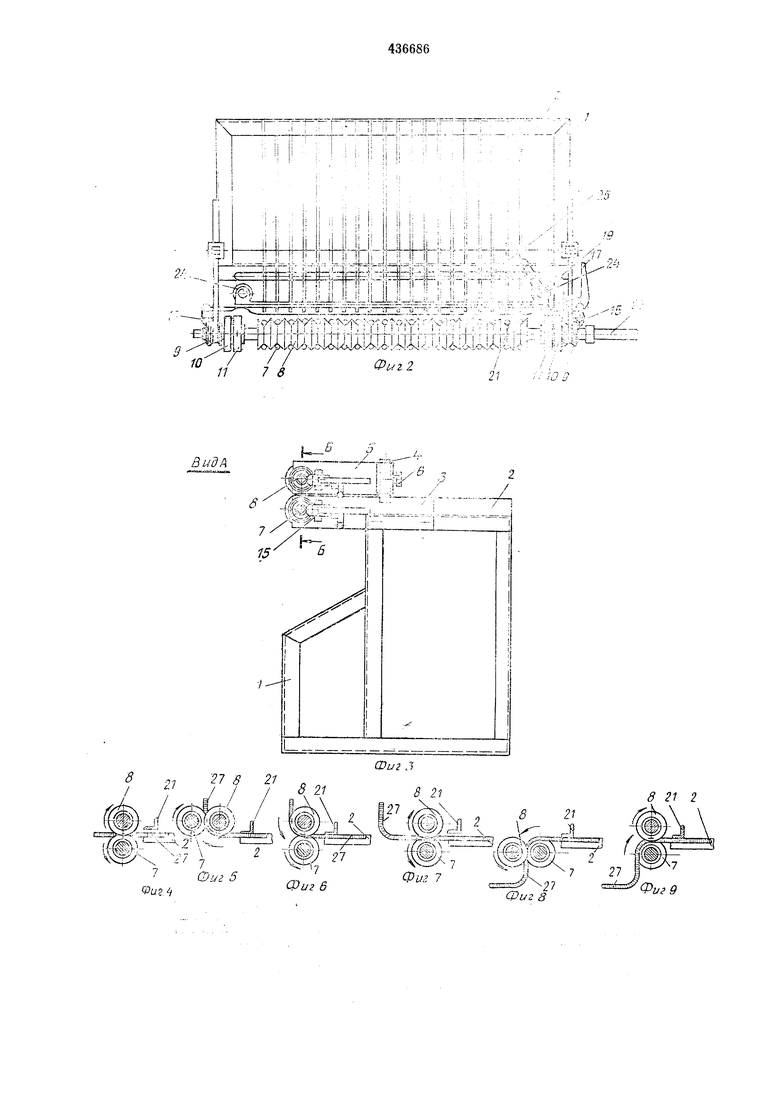
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - вид по стрелке А на фиг. 1; на фиг. 4- 9 - операции при гибке; на фиг. 10 - сечение по Б-Б на фиг. 3; на фиг. 11 - разрез по В-В на фиг. 10; на фиг. 12 - разрез по Г-Г на фиг. 11; на фиг. 13 - разрез по Д-Д на фиг. 10; на фиг. 14 - разрез по Е-Е на фиг. 13.
Гибочный станок состоит из станины 1, где смонтированы направляющие 2 и правая и левая нижние щеки 3 со стойками 4, на которые надеты правая и левая верхние щеки 5, зафиксированные в определенном положении винтами 6; нижнего 7 и верхнего 8 профильных валков с роликами 9, установленными в открытых опорных гнездах щек 3 и 5, и щестернями 10, ступицы которых заключены в
подшипниковые обоймы (кривошипы) П. В каждой из них верхний подшипник 12 - плавающий и огранпчеп с одной сторопы пружиной сжатия 13, а с другой - нaжимны. винто.м 14.
Кроме того, устройство содержит защелки 15 с обеих сторон каждого валка с пружинами кручения 16. рукоятки 17 с правой стороны каждого валка с тросиками 18; фиксаторы 19 с пружинами 20 сжатия с правой стороны
каждого валка; прижим 21, перемещающийся по колонкам 22 вниз за счет пружин 23 сжатия, а вверх - за счет кулачков 24, соединенных тягой 25, и рукоятку 26.
В исходном положении нижний 7 и верхний
8 профильные валки сидят своими роликами 9 в гнездах соответственно нижних 3 и верхних 5 щек и удерживаются в них защелками 15 за счет пружин 16. Фиксаторы 19 оттянуты назад и в это.м положении удерживаются за счет
формы прорезей в щеках 3 и 5. Прижим 21
поворотом рукоятки правого кулачка 24 поднят вверх. Рукоятка 26 надета на конец л 0бого валка и при вращении этого валка другой валок за счет зацепления шестерен 10 будет вращаться во встречном направлсипн.
До начала гибки станок настраивают на необходимую толщину материала. Для этого ослабляют винты 6 и нажимными винтами 14 регулируют межосевое расстояние валков 7 я 8 так, что материал заготовки 27 iie проскальзывает между ними.
На фиг. 4 и 7 показаны onepaiuiH протяжки материала, для чего станок приводят в исходное положение, а профильные валки 7 и 8 в .этом случае являются тянущими.
На фиг. 5 иоказана гибка заготовки вверх. Для этого надевают рукоятку 26 па конец нижнего валка 7, опускают прижим 21, спускают фиксатор 19 верхнего валка 8, освобождают нижний валок 7 от защелок 15, нодтянув рукоятку 17 на себя. Кроме этого, вращением рукояткой 26 нижнего валка 7 загибают заготовку на требуемый угол и возвращают валок 7 в исходное положение (см. фиг. 6).
Па 8 показана гибка вниз. Для этого 1и;дева от рукоятку 25 па конец верхнего валка 8, спускают прижим 21, опускают фиксатор 19 нижнего валка 7, освобождают верхний валок 8 от защелок 15. Затем вращением рукоятки 26 верхнего валка 8 загибают заготовку на требуемый угол п возвращают валок 8 li нсходное положение (см. фиг. 9).
Пред :,1 е т и з о б р е т е и и я
стройство для угловой гибки, содержащее гибочные валки с опорами, смонтированные в станрп-ie, с возможностью перемещепия одного валка относительно другого, о т л и ч а юI , е е с я тем, что, с целью уменьшения усилия г,.5кн, а также обеспечепия возможпостп перемещения заготовки гибочными валка-Д1И, устройство снабжено установленными на станине фиксаторами опор, вынолненных в виде втулок с фланцем, а валы связаны посредством зубчатых колес с возможностью попеременного соединения с приводом, причем каждое из колес спабжеио стоиором, образован Ь:м на .
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для гибки колец | 1990 |
|
SU1754269A1 |
| Станок для многозначного клеймения | 1957 |
|
SU109664A1 |
| УНИВЕРСАЛЬНО-ГИБОЧНОЕ УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ЗАГОТОВОК С ПОВТОРЯЮЩИМИСЯ ПО ВСЕЙ ДЛИНЕ ОДИНАКОВЫМИ ФРАГМЕНТАМИ | 2005 |
|
RU2310537C2 |
| Станок для гибки проката | 1976 |
|
SU642046A1 |
| Станок для изготовления проволочных деталей | 1979 |
|
SU897333A1 |
| Листогибочный станок для гибки конических обечаек | 1983 |
|
SU1138207A1 |
| УСТРОЙСТВО ДЛЯ ДВУХСТОРОННЕЙ ГИБКИ ТРУБ В ДВУХ ПЛОСКОСТЯХ | 2005 |
|
RU2292974C2 |
| ЛИСТОГИБОЧНЫЙ СТАНОК И СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ С УВЕЛИЧИВАЮЩИМСЯ РАДИУСОМ КРИВИЗНЫ | 2014 |
|
RU2569864C2 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Валковый станок для гибки конических обечаек | 1979 |
|
SU912334A1 |

О f,
:, : i I ij i; ч H ч ii i . i : :. i I. .- i I 3 jl i 11 ij lUiJi ti I : I r:--
гтт х|:1 ш±Ь:гг-р --:- ,,
-|;;.Ш,,: - ;v;9 {.Г;-ii.:
Зт 1И1±1ждЖШЙ:Ш:шlij l-tpfi7
/77 S 1 7 21 / / / 8 21
21 8 21 2 . J 2 im /Tl - . -7 -4/
1 й.ва|
fVi, rx ( И ;i
/5.
в-в
Фиг. 11
г-г
гЬ
tr, ., Фиг.12.
.
-У/ ГТч у
--к: iM
-. ixu. VI -м--- -----i
i-4-L.
,, tr; .- 5ж;а7Й5сг5 1
f-§ Wfpfp--2
t4 i-;/.q ;)& МЗ ;
:.5L..
л|1 -ПТГ
;,,„„.,.,.;- -.4-: i,.itj -1 Е
fitefr U
t
h
/
Уиг. -f-f
