1
Изобретение относится к деревообрабатывающей промышлен.ности и касается inpeccфор мы для изготовления гнутоклеенных блоков.
Известные пресс-формы для производства гнутоклееняых блоков на одноплунжер-ных прессах, включающие траверсу, матрицу и пуансон с раздвижными боковы.ми и подвесной нижней прессующими плитами, не позволяют достичь ipaiBHOMepHoro давления по всей площади прессуемого блока, а следовательно, не обеспечивают изготовление качественных блоков.
Цель изобретения - устранение у1казанных недостат1ков.
Для этого боковые прессующие ллиты шарнирно связанны с траверсой и установлены с возможностью взаимодействия с ниждей прессующей плитой.
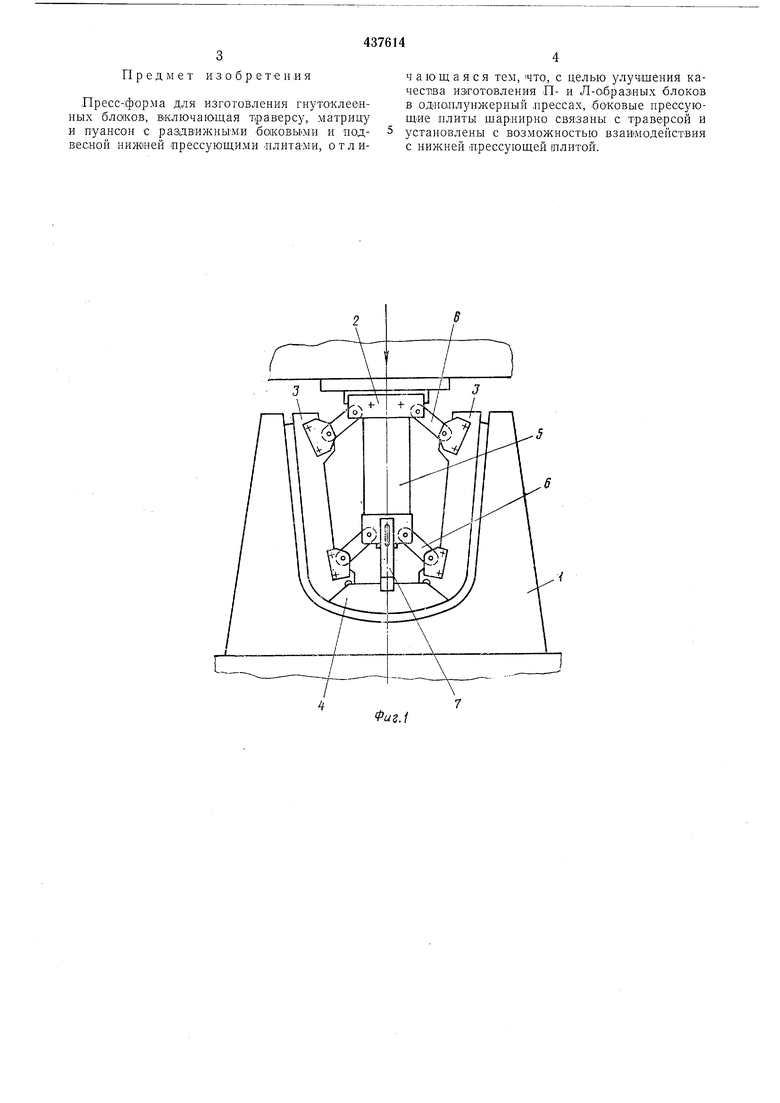
На фиг. 1 показана пресс-форма при нижнем положении пуансона; на фиг. 2 - то же, при верхнем выведенном положении пуансояа.
Пресс-форма состоит из матрицы il, которая крепится к столу пресса, и пуансона 2 с заДВИЖ1НЫ-М1И боковыми прессующими плитами 3, подвесной нижней прессующей плитой 4 и траверсой 5. Плиты 3 связаны с траверсой 5 шареирнымй рычагами, а плита 4 - при помощи оодвеоки 7.
Илиты 3 имеют в своей нижней части скошенные поверхности, которые взаимодействуют при работе пресс-формы с подобными скошенными поверхностями плиты 4.
Пресс-форма работает следующим образом.
При ходе вниз пуансон 2 своей плитой 1 проталкивает в матрицу 1 пакет со шпоном. С увеличением хода пуансона возрастают усилия прессования, а в свою очередь и сопротивляемость пакета изгибу. При эюМ плита 4, опираясь на пакет, приостанавливает свое движение вниз и своими окошенными поверхностями давит на скошенные поверхности боковых плит 3, заставляя их раздвигаться в стороны.
Пуансон 2, продолжая движение, продвигает пакет до дна матрицы 1. Раздвижные усилия при этом возрастают и плиты 3, взаимодействуя с плитой 4, создают равномерное давление по площади пакета, окончательно
формируя блок.
В таком положении прессуемый пакет выдерживается согласно технологическому режиму до nOvTHoro отверждения клея. Обогрев пресс-формы может осуществляться паром,
электроконтактным способом или ВЧ-генератором. После выдержки блока пуансон 2 поднимается вверх, а плиты 3 и 4 возвращаются в исходное положение, опускаясь вниз, как показано на фиг. 2. Блок освобождается и выгружается из пресс-формы, после чего цикл повторяется.
Предмет изобретения
Пресс-форма для изготовления гнутоклеенных блоков, включающая т.раверсу/матрицу и пуансон с раздвижными боковьюш и подвесной ниж1ней прессующими плитами, отличающаяся тем, что, с целью улучшения качества изготовления П- и Л-образ«ых блоков в одоюплунжерный прессах, боковые прессующие плиты щар|нирно связаны с траверсой и установлены с возможностью взаимодействия с нижней прессующей илитой.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОЭТАЖНЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС | 1969 |
|
SU256990A1 |
| Пресс-форма для изготовления изделий из шпона | 1977 |
|
SU651945A1 |
| Выносная пресс-форма | 1977 |
|
SU621578A1 |
| 5И5.ПИСГСКА | 1973 |
|
SU372064A1 |
| ПРЕССФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ ИЗДЕЛИЙ | 1970 |
|
SU258563A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТОКЛЕЕНЫХБлаков | 1970 |
|
SU273408A1 |
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКООБРАЗНЫХ ПОЛИМЕРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2341371C2 |
| Модульная установка прессования | 2023 |
|
RU2817195C1 |
| Пресс-форма для прессования изделий из порошков | 1989 |
|
SU1729696A1 |
| Прессующий блок | 1979 |
|
SU846110A1 |

3 I
