(54) ПРЕССУЮЩИЙ БЛОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Прессующий блок | 1981 |
|
SU997983A1 |
| Блок для прессования изделий со ступенчатой полостью | 1984 |
|
SU1253731A1 |
| Пресс-форма для прессования металлических порошков | 1978 |
|
SU728996A1 |
| Пресс-форма | 1985 |
|
SU1320020A1 |
| Штамп для объемной штамповки | 1980 |
|
SU1016020A1 |
| Штамп для прямого выдавливания | 1981 |
|
SU1030087A1 |
| Устройство для формования длинномерных прутков из порошка | 1990 |
|
SU1704923A1 |
| Пресс-форма для прессования изделий из металлического порошка | 1984 |
|
SU1178546A1 |
| Способ прессования двухслойных изделий из металлических порошков | 1975 |
|
SU657910A1 |
| Пресс-форма | 1985 |
|
SU1315133A1 |
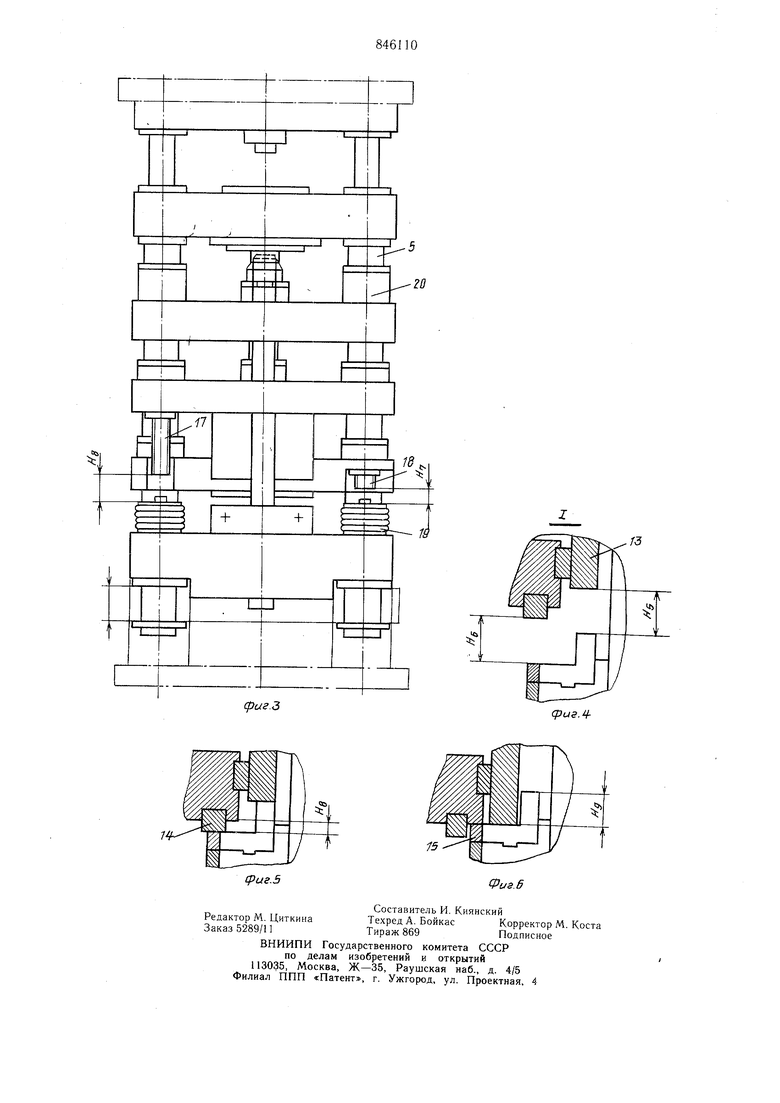
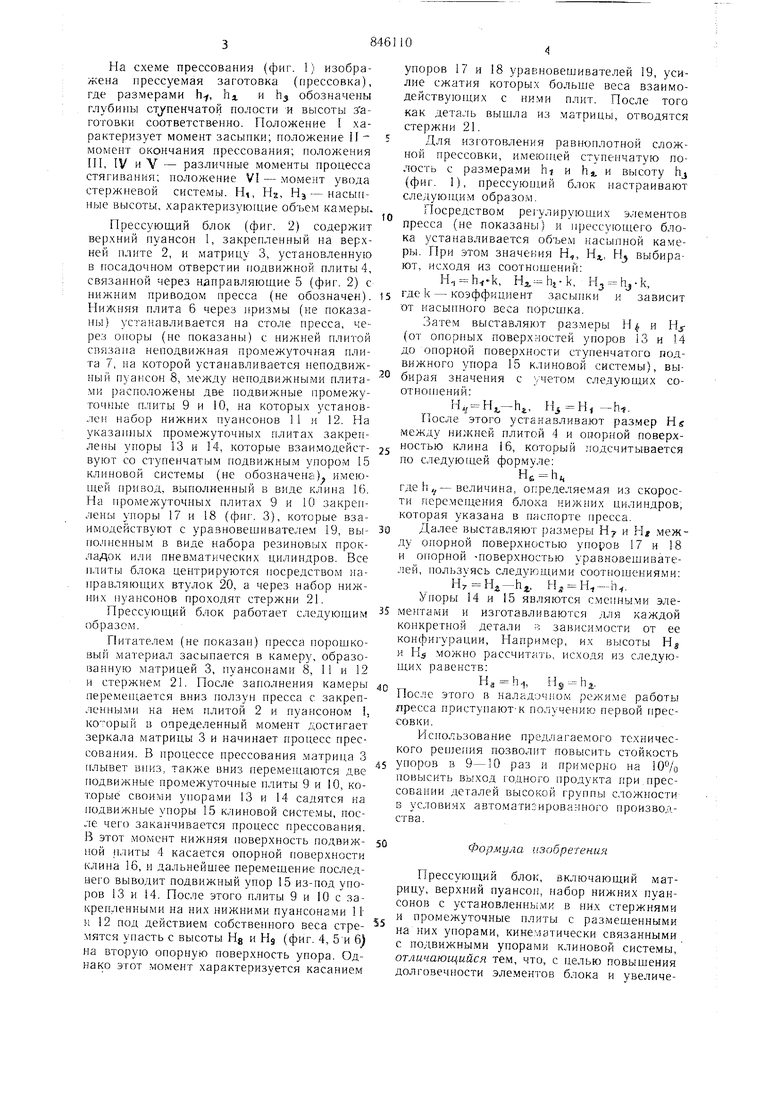
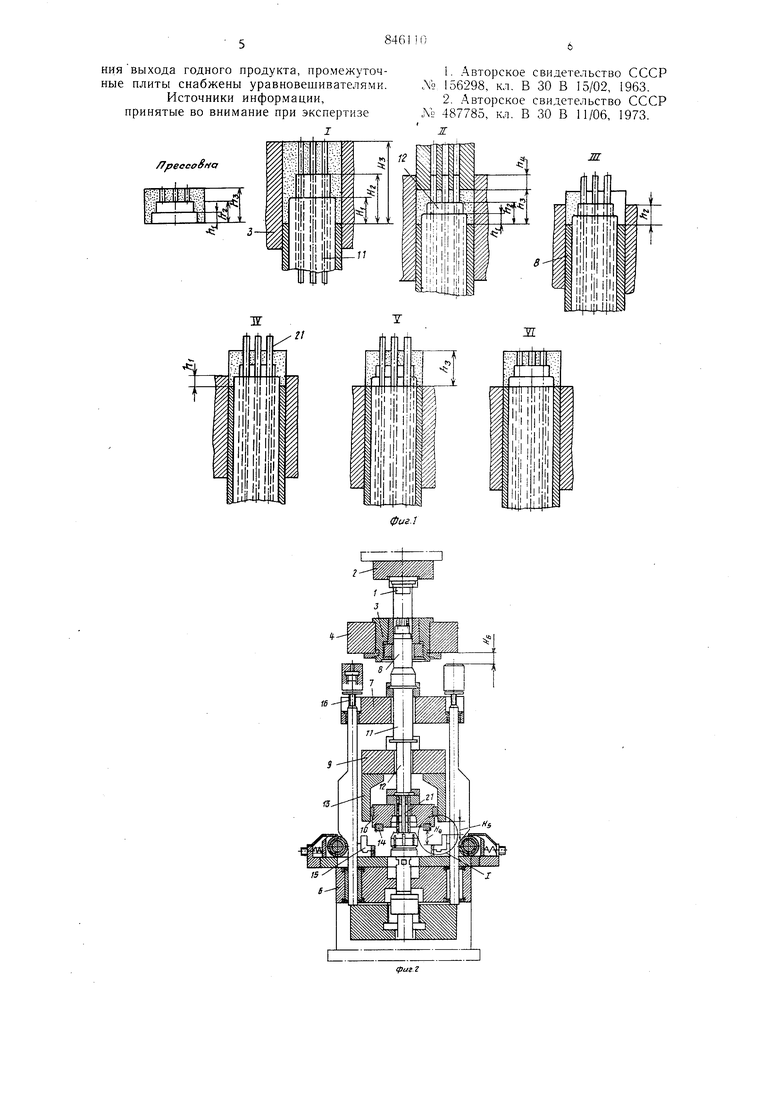
Изобретение относится к порошковой металлургии, в частности к устройствам для прессования металлических порошков. Известен прессуюш,ий блок (блок для прессования порошков), включающий матрицу, установленную в сменной обойме, подвешенной на пружинах к колоннам, верхний и нижние пуансоны, при этом нижние пуансоны жестко связаны с траверсой, через которую пропущены стержни, формующие полость в и зделии 1. К недостаткам дапного блока относится его низкая производительность. Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является прессующий блок, включающий матрицу, верхний пуансон, набор нижних пуансонов с установленными в них стержнями и промежуточные плиты с размещенными на них упорами, взаимодействующими с подвижными упорами клиновой системы 2J К недостаткам данного блока относится низкая долговечность элементов блока, обусловленная ударным характером нагружения упоров клиновой системы, а также нижний выход годного продукта, связанный с неодновременным выводом низки.ч пуансонов из спрессованной заготовки (прессовки) . Цель изобретения - повышение долговечности элементов блока и увеличение выхода годного продукта. Указанная цель достигается тем, что в прессующем б.чоке, включающе.м матрицу, верхний пуансон, набор нижних пуансонов с установленныкп в них стержнями и промежуточные плиты с размещенными на них упорами, взаимодействующими с подвижными упорами клиновой системы, промежуточные плиты снабжены уравновешивателями. На фиг. 1 приведена схема прессования заготовки на предлагаемом прессующем блоке; на фиг. 2 - прессующий блок в исходном положении, поперечный разрез; на фиг. 3 - прессующий блок, вид спереди; на фиг. 4 - схема взаимодействия упоров промежуточных плит с подвижным упором, исходное положение; на фиг. 5 - то же, в момент окончания прессования; на фиг. 6 - то же, в момент окончания стягивания. На схеме прессования (фиг. 1) изображена прессуемая заготовка (прессовка), где размерами h-f, hj. и hj обозначены глубины ступенчатой нолости и высоты заготовки соответственно. Положение I характеризует момент засыпки; положение il момент окончания прессования; положения III, IV и V - различные моменты процесса стягивания; положение V - момент увода стержневой системы. Н,, Нг, Hj - насыпные высоты, характеризуюп1ие объем камеры. Прессующий блок (фиг. 2) содержит верхний пуансон 1, закрепленный на верхней плите 2, и матрицу 3, установленную в посадочном отверстии подвижной плиты 4, связанной через направляющие 5 (фиг. 2) с нижним приводом пресса (не обозначен). Пижняя плита 6 через призмы (не показаны) устанавливается па столе пресса, через опоры (не показаны) с нижней плитой спязапа неподвижная промежуточная плита 7, на которой устанавливается неподвижный пуансон 8, между неподвижными плитами расположены две подвижные промежуточные плиты 9 и 10, на которых установлен набор нижних пуансонов 11 и 12. На указанных промежуточных плитах закреплены упоры 13 и 14, которые взаимодействуют со ступенчатым подвижным упором 15 клиповой системы (не обозначепа) имеющей привод, выполненный в виде клина 16. На промежуточных плитах 9 и 10 закреплены упоры 17 и 18 (фиг. 3), которые взаимодействуют с уравновешивателем 19, выполнснны.м в виде набора резиновых прокладок или пневматических цилиндров. Все п.литы блока центрируются посредством панравляюн|их втулок 20, а через набор нижних пуансонов проходят стержни 21. Прессующий блок работает следующим образом. Питателем (не показан) пресса порошковый материал засыпается в камеру, образованную матрицей 3, пуапсонами 8, 11 и 12 и стержнем 21. После заполнения камеры перемен.ается вниз ползун пресса с закрепленными на нем плитой 2 и пуансоном I. в определенный момент достигает зеркала матрицы 3 и начинает процесс прессования. В процессе прессования матрица 3 плывет вниз, также вниз перемещаются две подвижные промежуточные плиты 9 и 10, кот.орые своими упорами 13 и 14 садятся на подвижные упоры 15 клиновой системы, после чего заканчивается процесс прессования. В этот момент нижняя поверхность подвижной плиты 4 касается опорной поверхности клипа 16, и дальнейшее перемещение последнего выводит подвижпый упор 15 из-под упоров 13 и 14. После этого плиты 9 и 10 с закрепленными на них нижними пуансонами 11 к 12 под действием собственного веса стремятся упасть с высоты Hg и Нд (фиг- 4, 5 и 6) на вторую опорную поверхпость упора. Однако этот момент характеризуется касанием упоров 17 и 18 уравновещивателей 19, усилие сжатия которых больше веса взаимодействующих с ними плит. После того как дета;1ь вышла из матрицы, отводятся стержни 21. Для изготовления равноплотной сложной прессовки, имеюп1ей ступепчатую полость с размерами h и h,, и высоту hj (фиг. 1), прессуюп1ий блок настраивают следующим образом. ;1осредством регулирующих элементов пресса (не показаны) и прессующего блока устанавливается объем насыпной камеры. При этом значения Н, Н,,, Н выбирают, исходя из соотношений: H..j-h.,.k, H -hi-k, H,h:,-k, где k - коэффициент засыпки и зависит от насыпного веса порошка. Затем выставляют размеры Н| и Hj (от опорных поверхностей упоров 13 и 14 до опорной поверхности ступенчатого подвижного упора 15 клиновой системы), выбирая значения с учетом следующих соотноп епий;H.,,,-h4, , -h-8. После этого устанавливают размер Hg между нижней плитой 4 и опорной поверхностью клина 16, который подсчитывается по следующей формуле: H, h, где h ,-величина, определяе.мая из скорости перемещения блоха нижних цилиндров, которая указана в паспорте пресса. Далее выставляют размеры Н и И .между опорной поверхностью упоров 17 и 18 и опорной -поверхностью уравновешивателей, пользуясь следующи.ми соотношениями: .-ha, H H.,--h.,. Упоры 14 и 15 являются с.мепными элементами и изготавливаются для каждой конкретной детали з зависимости от ее конфигурации. Например, их высоты Hg м H.S можно рассчитать, исходя из следующих равенств: H,h-,, Hs-ha. Пос,лс этого в наладочном режиме работы лресса приступают-к получению первой прессовки. Испо,.;ьзование предлагаемого технического .чия позволит повысить стойкость упоров в 9-10 раз и примерно на 10% повысить выход годного продукта при прессовании деталей высокой группы сложности Б условиях автоматизированного производства. Формула изобретения Прессующий блок, включающий .матрицу, верхний nyaHcoji, набор нижних пуансонов с установленными в них стержнями и промежуточные плиты с размещенными на них упорами, кинематически связанными с подвижными упорами клиновой систе.мы, отличающийся тем, что, с целью повышения долговечности эле.ментов блока и увеличения выхода годного продукта, промежуточные плиты снабжены уравновешивателямк. Источники информации, принятые во внимание при экспертизе /7peccoSnci . Авторское свидетельство СССР .9 156298, кл. В 30 В 15/02, 1963. 2. Авторское свидетельство СССР ЛЬ 487785, кл. В 30 В 11/06, 1973. ж
