1
Изобретение касается изготовления ребристых длинномерных железобетонных изделий.
Известно устройство, включающее самоходную раму, на которой смонтированы бункеры для бетонной смеси, форму с отсеками для формования основания и ребер изделия и вибрационные механизмы.
Цель изобретения - обеспечение возможности формования изделий заданных размеров и ускорения процесса.
Достигается это тем, что каждый отсек фор.мы образован пер.вой стенкой, выполненной с вертикально расположенной транспортерной лентой, перемещающейся со скоростью, синхронной скорости передвижения рамы, и второй - в виде плиты с укрепленным на ней вибратором, смонтированной с возможностью сближения с транспортерной лентой посредством приводного механизма.
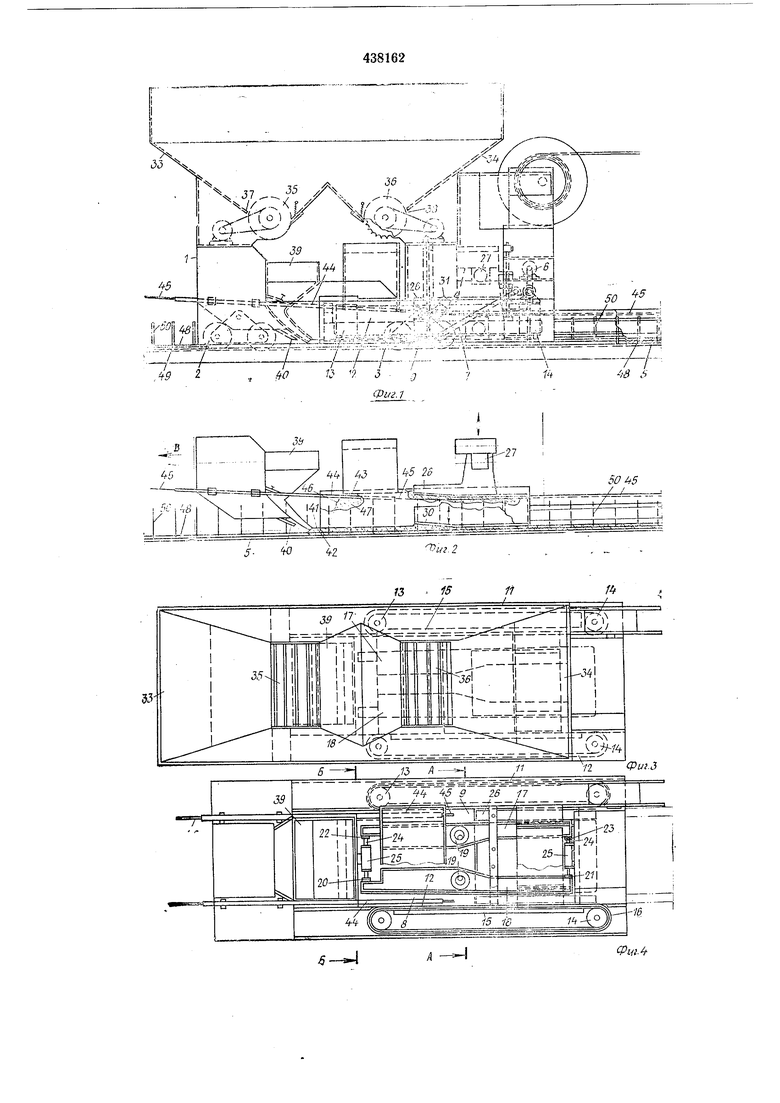
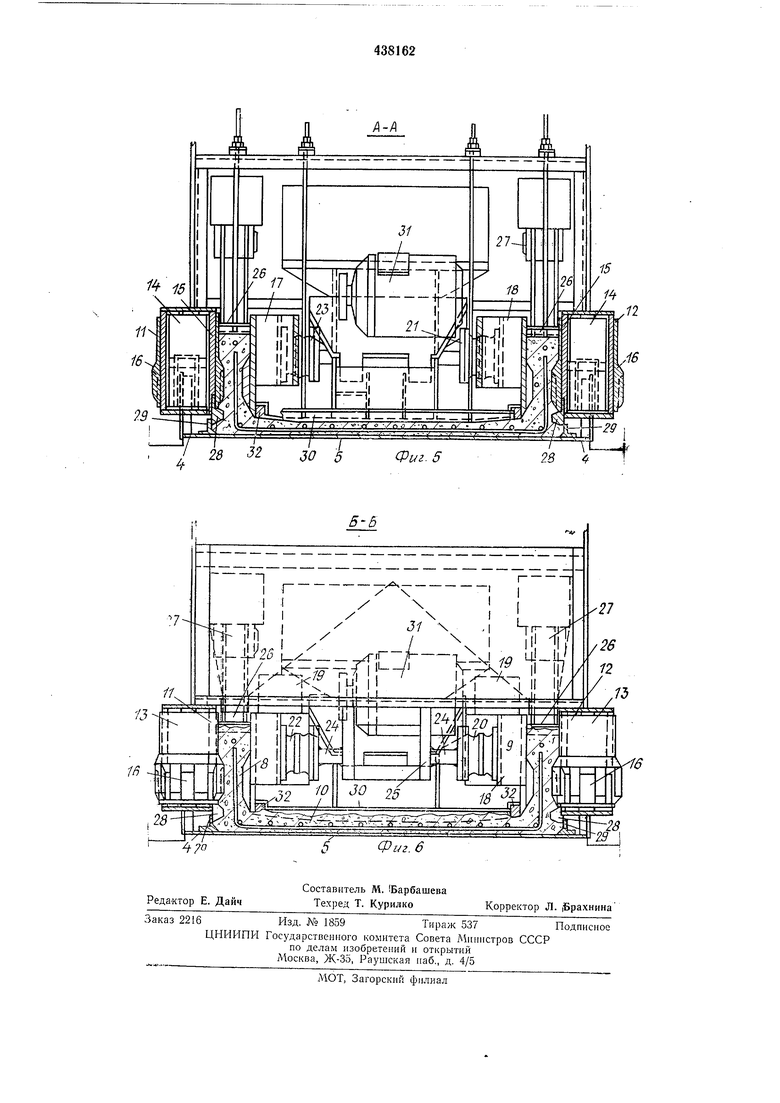
На фиг. 1 и 2 показано устройство в разрезе; на фиг. 3 и 4 - то же, в плане; на фиг. 5 - сечение по А-А на фиг- 4; на фиг. 6 - сечение но Б-Б па фиг. 4.
Рама 1 устанавливается на колесах 2 и 3, перемещающихся вдоль продольных кромок 4 вытянутого основания 5. Колеса 3 приводятся в движение двигателем 6 через цепную передачу 7 или передачу другого типа. На раме 1 размещается форма с отсеками 8-10 соответственно для формования ребер и основания
бетонного элемента. Днище всех отсеков формы образовано основанием 5.
Первая стенка отсеков форм образована вертикально расположенными транспортерными лентами 11 и 12, изготовленными из резины или другого эластичного материала. Каждая из лент проходит по двум вертикально установленным роликам 13 и 14, последний из которых приводится в движение двигателем 6
с такой скоростью и в таком направлении, чтобы ленты перемещались с такой же скоростью, с какой машина движется вдоль основания или полотна. Это означает, что боковая сторона каждой из лент И и 12, обращенная
к взаимодействующим с ней отсекам 8 и 9, не перемещается относительно отформованного изделия. Опорная стенка 15, установленная в контакте с противоположной стороной лент 11 и 12, воспринимает давление от формы. Ленты 11 и 12 снабжены ребрами или выступами 16, располагающимися на равном расстоянии одно от другого вдоль нижней кромки лент. Противолежащие формующие стенки каждого из отсеков выполнены в виде удлиненных плит 17 и 18 соответственно, которые снабжены вибратором 19 и поддерживаются упругими элементами 20, 21 и 22, 23, установленными соответственно на переднем и заднем концах на горизонтальных валах 24, жестко закрепленных на продольных балках 25 ра. 1. Предусмотрено также специальное устройство для смещения плит 17 и 18 в положение ближе к каждой из лент И и 12 или дальше от них с тем, чтобы уменьшить или увеличить, по желанию, ширину отсеков, а следовательно, и толш,ину стенок изделия.
Каждый из отсеков 8 и 9 формы в верхней части заканчивается салазками 26, соеднненнымн с вибрационным устройством 27. Отсеки 8 и 9 снабжены также продольно расиоложеппымп формообразуюнднмн ребрамн 28 н 29.
Отсек 10, предназначенный для формования основания изделия также в своей верхней части имеет салазки 30, взаимодействующие с вибрационным устройством 31, и снабжен упругими и продольно расположенными уплотнительными ребрами 32, которые свободно соединяются с формующими стенками.
На раме 1 установлены два бункера 33 и 34 для бетонной смеси, которые снабжены дозирующими устройствами 35 и 36 соответственно, установленными в разгрузочных отверстиях 37 и 38. Под разгрузочным отверстием 37 имеется конус 39 для распределения бетонной смеси в средней части основания.
Перед конусом имеется сопло 40, соединяющееся с источником воды и подающее воду на скат 41 передней кромки бетонного слоя 42.
Под разгрузочным отверстием 38 установлен конус 43 для распределения бетонной смеси, идущей из бункера 34 в отсеки 8 и 9- Под каждым выпускным отверстием этого конуса размещается задний конец направляющей трубы 44 для продольной арматуры 45. Труба 44 соединяется с источником воды так, что, когда арматура 45 выходит из заднего конца направляющей трубы 44, она слегка влажная. Скат 46, образующийся на переднем конце бетонного слоя 47, тоже слегка влажный.
Устройство работает следующим образом. Сначала, по центру основания 5 и в продольном направлении укладываются армирующие нрутья 48, 49 и 50, так, что вертикальные концы их располагаются в отсеках 8 и 9. Когда мащина приводится в действие и начинает перемещаться с заданной скоростью в направлении, указанном стрелкой В, то из бункера 33 в центральную часть основания 5 начииает подаваться бетонная смесь, располагающаяся в виде слоя 42 достаточной толщины. После этого слой уплотняется вибрационным устройством 31 и разглаживается салазками оО или брусом. Одновременно с этим бетонная смесь на бункера 34 подается между вертикальными стойками, находящимися в отсеках 8 и 9, где она первоначально уплотняется под действием пибр11рующ 1х плит 17 и 18, а также до некоторой степени под воздействием вибрирующих салазок 26, которые одновременно с этим разглаживают верхнюю кромку только что отформованного бетонного изделия. Салазки 26 отрегулированы так, что стенки ребра изделия получаются точио заданиой высоты. Кроме того, формующие стенки устанавливаются на необходимое расстояние от взаимодействующих с ними леит 11 и 12. Затем можно дать
возможность формующим стенкам и лентам 11 и 12 в нанравлении наружного конца отсеков 8 и 9 примерно на 20°, что облегчит подачу бетогнюй смеси, а также даст возможность сильно унлотнить ее. Если по лекоторым причинам происходит мгновеипая подача избыточного количества бетонной смеси из бункера в формы, то в этом случае плиты 17 и 18 деформируются на определенную величину на своих задних концах в стороиу о г
взаимодействующих с ними лент 11 и 12. Результатом этого является то, что ребра изделия получаются несколько толще, одиако это не имеет вредного воздействия. Поперечные размеры бетонного изделия в целом, т. е. расстояние между иаружными по 1ерхностями ребер, определяются лентами 11 и 12 посредством их опорных неупругих стенок 15.
Для того чтобы обеспечить ненрерывное поступление бетонно смеси в виде однородиого потока на основание 5, должна использоваться относительно сухая бетонная смесь. Водоцементное отношение, как правило, не должно превышать 0,27-0,35. Как следствие такого низкого водоцементного отношения,
получаемое изделие обладает большой нрочностью и вязкостью.
Предмет изобретения
Устройство для изготовления ребристых железобетонных изделий, включающее самоходную раму, на которой смонтированы бункеры для бетонной смеси, форму с отсеками для формования основания и ребер изделия и
вибрациоиные механизмы, отличающееся тем, что, с целью обеспечения возможности формования изделий задаиных размеров и ускорения процесса, каждый отсек формы образован первой стенкой, выполненной с вертикально
расположен юй транспортерной лентой, перемещающейся со скоростью, синхронной скорости передвижения рамы, и второй - в виде плиты с укрепленным на ней вибратором, смонтированной с возможностью сближения с
транспортерной лентой посредством приводного механизма. V.J7 г./ ..Го ) .-4 . /,-ч ..-;:v,r:;:, iiffi У°
fcTt
33
5-W
3 5
11
«
/
U--341
1Фиг.З
/2
п /1 - I - Л-Я
л Срц. ..,/ у .Л 
| название | год | авторы | номер документа |
|---|---|---|---|
| Бетоноукладчик | 1981 |
|
SU1011383A1 |
| Машина для формования криволинейных тонкостенных армоцементных изделий с переменным поперечным сечением | 1959 |
|
SU126401A1 |
| Установка для формования изделий из дисперсных смесей | 1990 |
|
SU1754456A1 |
| Установка для формования изделий из бетонных смесей | 1977 |
|
SU688334A1 |
| Установка для формования изделий из бетонных смесей | 1984 |
|
SU1172723A2 |
| Стенд для изготовления предварительно напряженных железобетонных изделий | 1990 |
|
SU1761919A2 |
| УСТРОЙСТВА, СИСТЕМА И СПОСОБЫ ФОРМОВАНИЯ ПРЕССОВАННЫХ ИЗДЕЛИЙ И ПРЕССОВАННЫЕ ИЗДЕЛИЯ, ПОЛУЧЕННЫЕ ПРЕССОВАНИЕМ С ПОМОЩЬЮ ЭТИХ УСТРОЙСТВ И СПОСОБОВ | 2011 |
|
RU2603146C2 |
| Способ непрерывного формования длинномерных бетонных изделий с пустотами и устройство для его осуществления | 1989 |
|
SU1735021A1 |
| Бетоноукладчик | 1984 |
|
SU1250466A1 |
| Устройство для непрерывного разогрева строительной смеси | 1981 |
|
SU981299A1 |