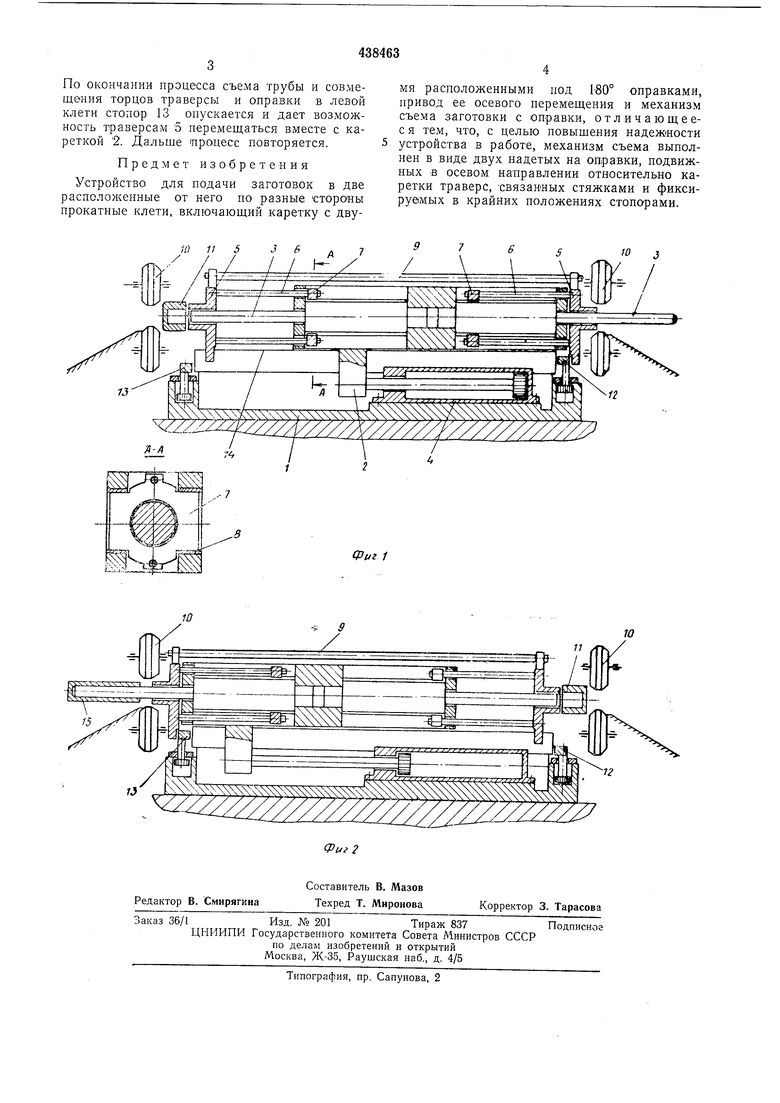
Изобретение относится к оборудованию трубопрокатного производства. Известно уст|ройство для подачи заготовок, включающее каретку с двумя расположенными под 180° оправками, привод ее осевого перемещения и отдельные механизмы съема заготовки с оправки. Такое устройство ненадежно в работе вследствие наличия нескольких гидроприводов, требующих синхронизации в |работе. Предлагаемое устройство отличается от известных тем; что оно обеспечивает механический съем заготовок без использования гидравлики. Для чего механизм съема выполнен в виде двух надетых на оправки, подвижных в осевом направлении относительно каретки траверс, связанных стяжками и фиксируемых в крайних положениях стопорами. На фиг. 1 схематично изображено предложенное устройство в исходном положении и разрез по А-А; на фнг. 2 - то же, при прокатке в левой клети. Устройство для подачи заготовок включает станину 1, на которой смонтирована каретка 2 с двумя расположенными под 180° оправками 3. Гидропривод 4 сообщает каретке возвратно-поступательное осевое перемещение. На оправках устанавливаются траверсы 5, соединенные штангами 6 с ползунами 7. Ползуны перемещаются в направляющих 8 каретки. Траверсы соединены между собой стяжкдми 9. Перёд Началом прокатки между торцом траверсы и торцами валков 10 устанавливается заготовка 11. Для фиксации траверс служат стопоры 12 и 13, выполненные в виде гидроцилиндров, встроенных в станину. При прокатке каретка перемещается по направляющим 14 станины. Работает устройство следующим образом. Вначале прокатки стопор 12 иаходится в выдвинутом положении и удерживает траверсу 5 от перемещения. Стопор 13 в это время опущен. При прокатке каретка 2 вместе с оправками 3 перемещается по направляющим 14 станины 1 от действия гидропривода 4. При совмещении торцов траверсы 5 и оправки 3 в правой клети стопор 12 опускается и дает возможность траверсам, жестко связанным между собой стяжками 9, перемещаться с кареткой. По окончании прокатки в левой клети стопор 13 устанавливается в крайнее верхнее положение и препятствует перемещению траверсы 5 в обратном направлении. Каретке 2 от гидропривода 4 сообщается обратное движение для прокатки в правой клети и съема готовой трубы с оправки в левой клети.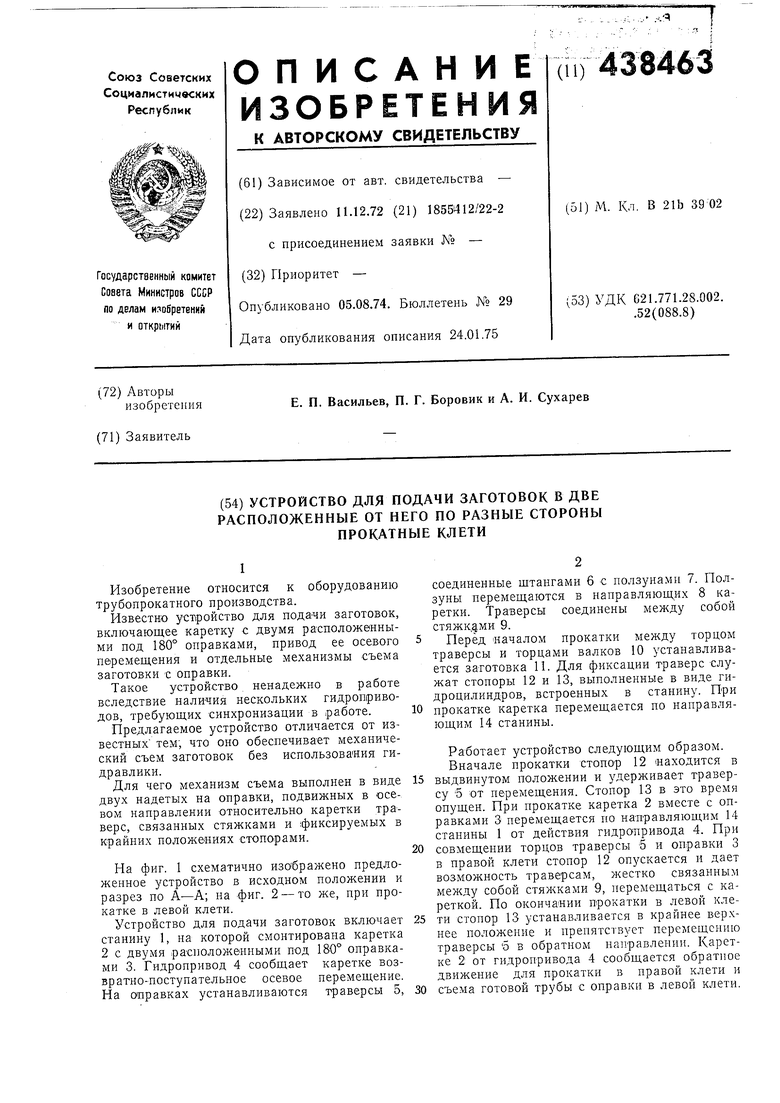
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поджатия заготовки к торцу оправки | 1974 |
|
SU486821A1 |
| ФОН! ЗНШЕРТОВ | 1973 |
|
SU406611A1 |
| Стан поперечно-винтовой прокатки | 1983 |
|
SU1224072A1 |
| Трубогибочный комплекс | 1987 |
|
SU1470389A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ЗАКЛЕПОК В КОРПУСА ЦИЛИНДРИЧЕСКИХ ЕМКОСТЕЙ | 1989 |
|
SU1697338A1 |
| Стан поперечной прокатки полых профильных изделий | 1985 |
|
SU1319948A1 |
| Устройство для ротационного выдавливания | 1987 |
|
SU1493355A1 |
| Станок для прокатки кольцевых изделий | 1977 |
|
SU742016A1 |
| МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН РАСКАТНОГО ТИПА ДЛЯ ПРОДОЛЬНОЙ ПРОКАТКИ ЗАГОТОВОК СТЕРЖНЕВОЙ ФОРМЫ, СОДЕРЖАЩИЙ ЧЕТЫРЕХВАЛКОВЫЕ КЛЕТИ, И СПОСОБ ЗАМЕНЫ КЛЕТЕЙ | 2009 |
|
RU2487773C2 |
| Полуавтомат для холодной прокатки заготовок в торец | 1979 |
|
SU884809A1 |
