1
Известно устройство для прокатки изделий с переменным профилем в поперечном сечении, содержащее станину в виде параллелепипеда с прямоугольным отверстием, в которой на двух противоположных сторонах закреплены опорные плиты и установлены взаимодействующие с ними валки, снабженные закрепленными на щейках по обоим торцам и входящими в заценление между собой зубчатыми колесами, а также установленными на одном из валков соосно с ним вспомогательными зубчатыми колесами.
Однако на таком устройстве невозможно прокатывать изделия с переменным профилем в поперечном сечении за одии проход.
Прокатка изделий за один проход обеспечивается за счет того, что предлагаемое устройство снабжено жестко закрепленными в станине по обеим сторонам опорных плит зубчатыми рейками, взаимодействующими с зубчатыми колесами валков, а также смонтированной в станине с возможностью поступательного перемещения относительно опорных плит и упомянутых зубчатых реек рабочей клетью, несущей установленные с возможностью регулировочного перемещения подшипниковые опоры валков и смонтированную в образованных направл51ющих каретку с гидроцилиндром, несущим на штоке порщня устройство для закрепления-заготовок, а также жестко закрепленными на ней зубчатыми рейками, взаимодействующими с дополнительными шестернями и установленными во втором валке нодшинниками качения, при этом привод постуиательного перемещения клети выполнен в виде гидроцилиндра, закрепленного на плите, связанной со станиной посредством стоек.
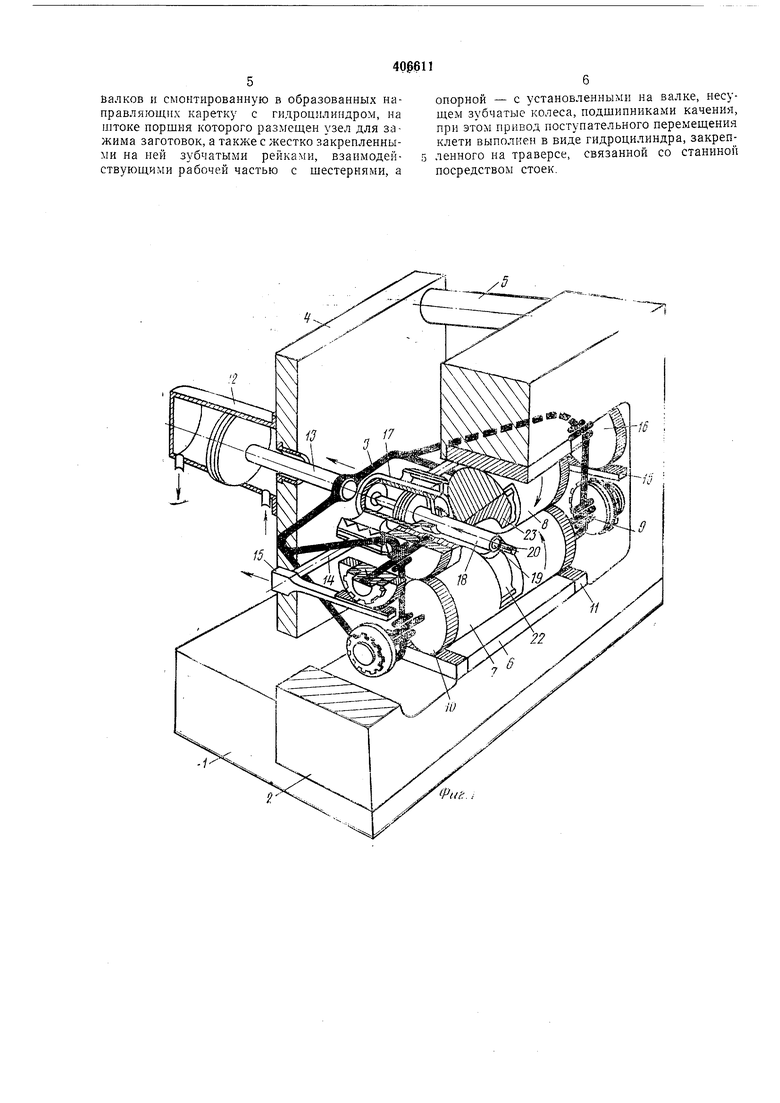
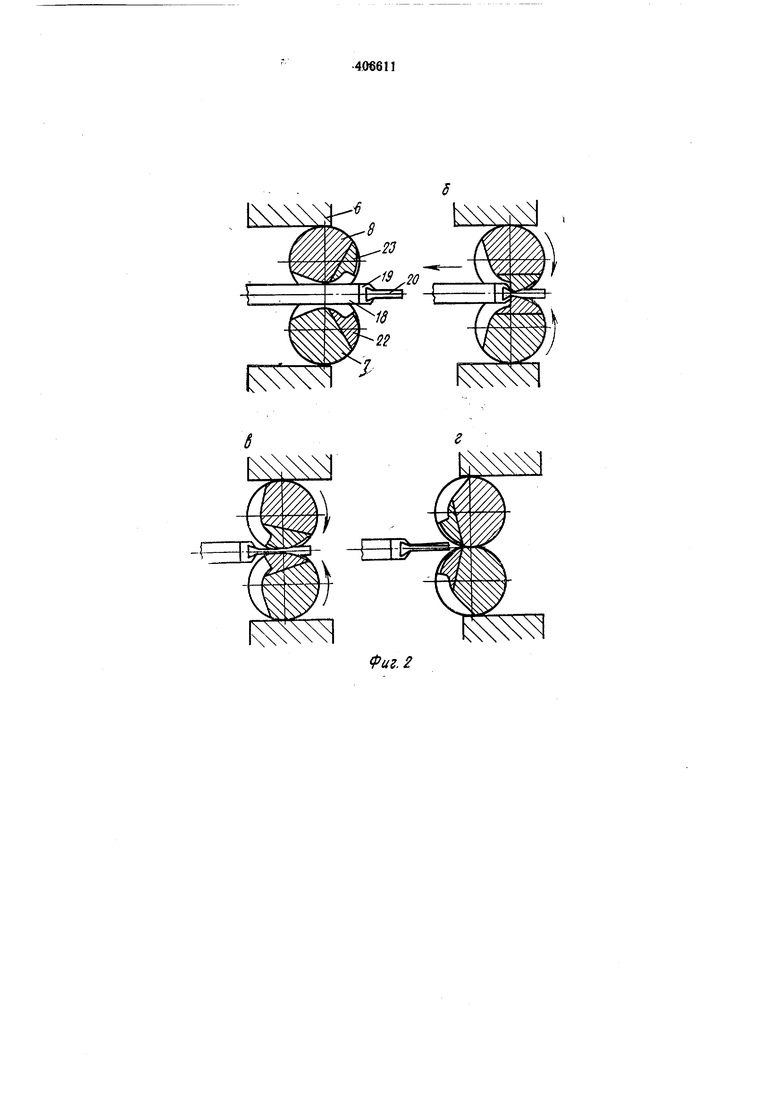
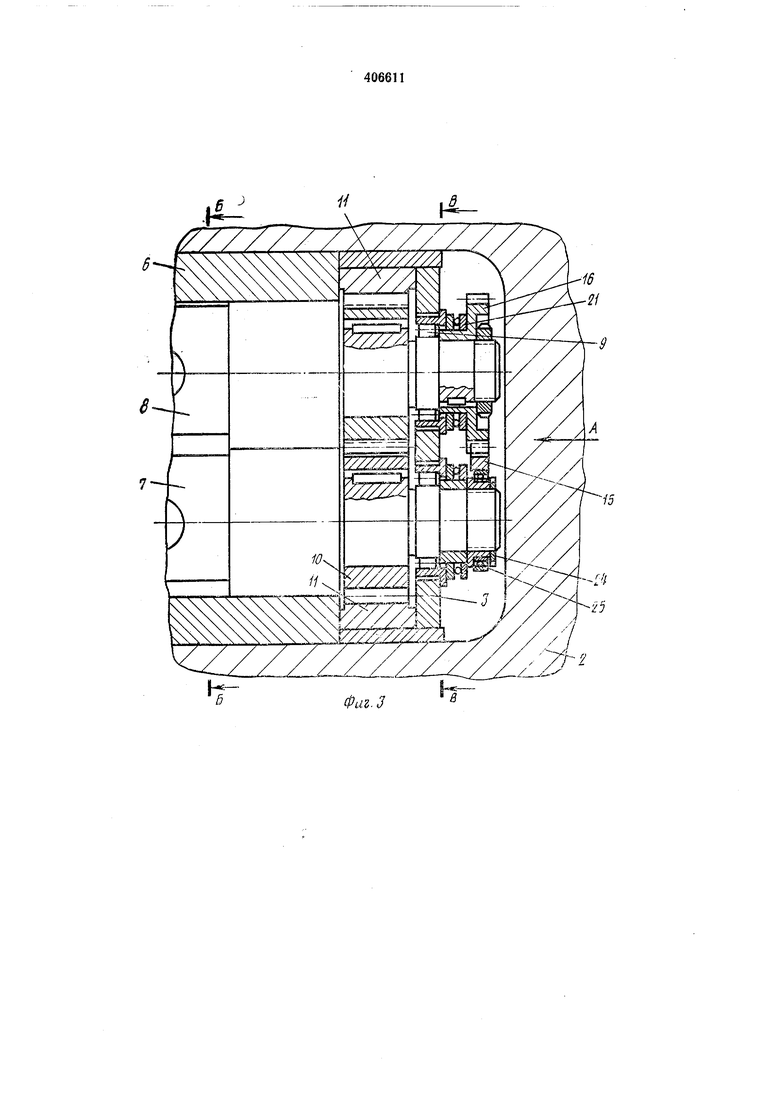
На фиг. 1 представлена конструктивная схема стана в аксонометрической проекции; на фиг. 2а, б, в и г - технологическая схема прокатки: а - момент установки и съема илделия, б - начало прокатки изделия, в - промежуточное положение, г - окончание прокатки; на фиг. 3 показано расположение валков
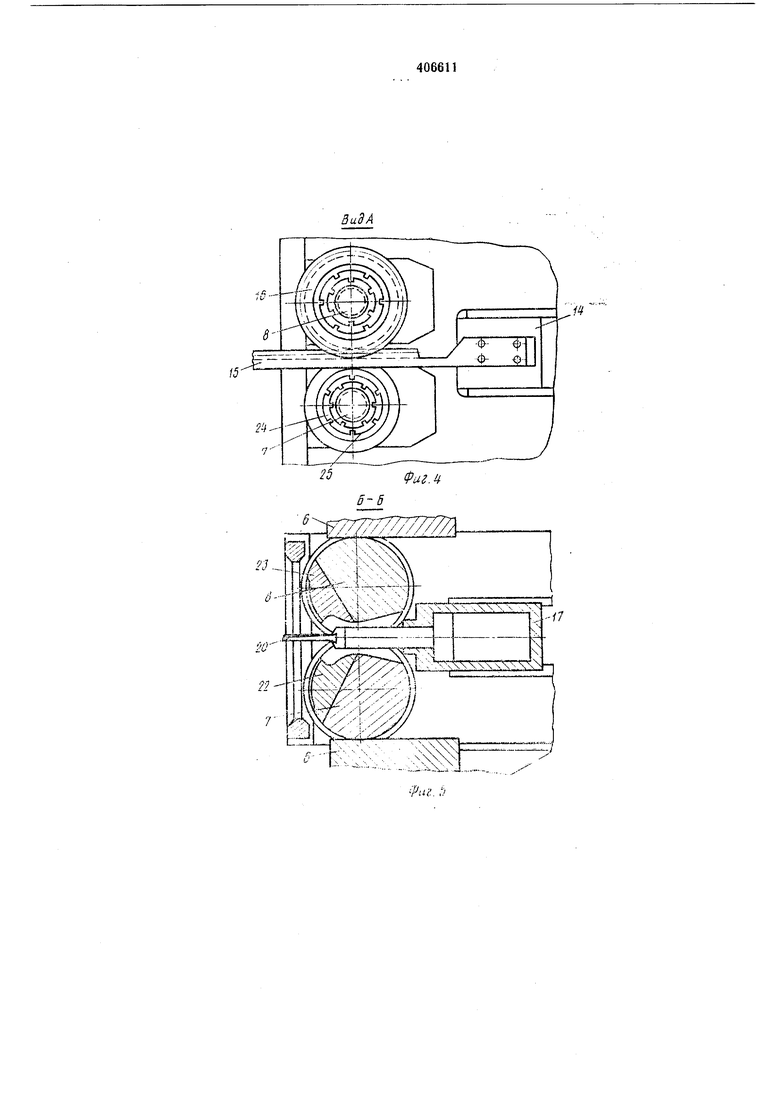
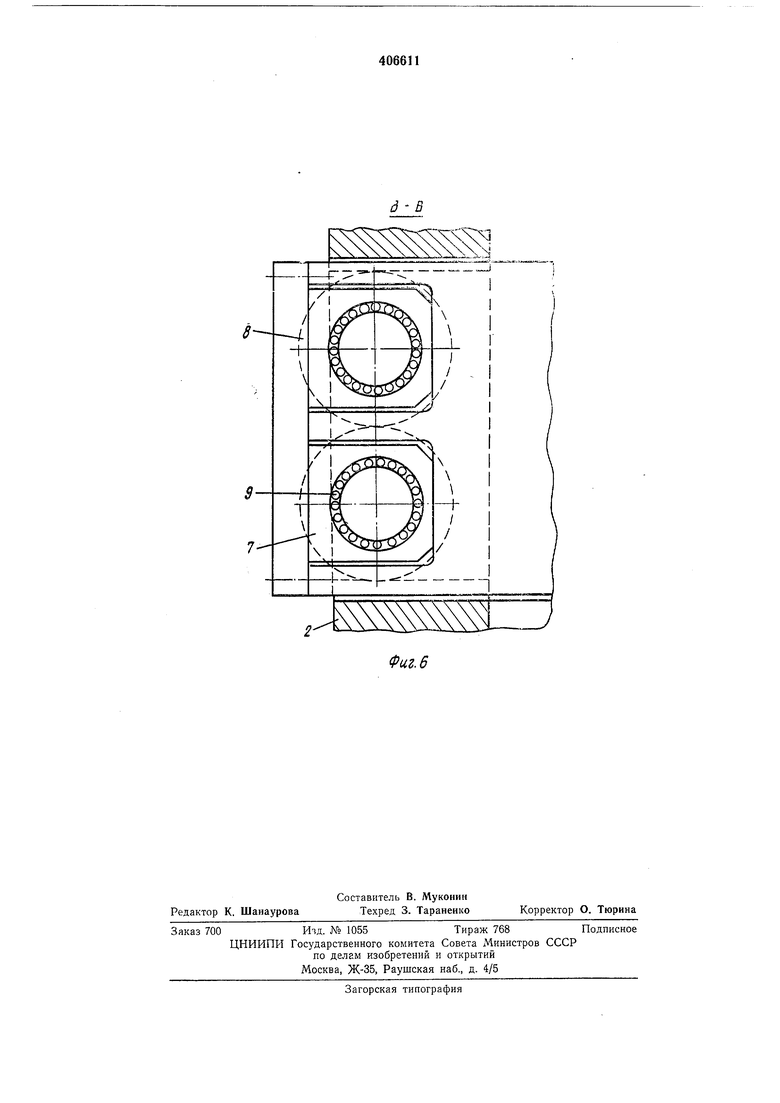
между опорными поверхностями; на фиг. 4 - вид по стрелке Л на фиг. 3; на фиг. 5 - сечение по Б-Б на фиг. 3; на фиг. 6 - сечеиие по В-Б на фиг. 3.
На плите / (фиг. 1) установлены станина :Л
рабочая клеть 5 и цилиндровая плнта 4.
Станина 2 связана с плитой 4 горизонтальными стойками 5. Станина 2 выполнена в виде параллеленнпеда с прямоугольным oTBepcTHei и в ней на иротивоположных сторонах закроплеиы опорные плиты б и установлены взаимодействующие с ними валки 7 и 8.
Валки 7 и S смонтированы в нодщипниковых опорах 9, установленных в рабочей клети 3 с возможностью регулировочного перемещения. На шейках валков 7 и S (фиг. 1, 3) установлены рабочие зубчатые колеса 10, зацеп ленные с зубчатыми рейками 11, жестко за крепленными в станине по обеим сторонам опорных плит. Диаметр начальной окружности рабочих зчбчатых колес 10 равен диаметру валков 7 и 8, в результате чего при движении рабочей клети 3 под действием рабочего цилиндра 12 с односторонним штоком 13 валки 7 и § катятся на опорных плитках 6 без скольжения. Рабочий цилиндр 12 установлен на цилин дровой илите 4. В направляющих рабочей клети 5 смонти рована каретка 14, с зубчатыми рейками 15 находящимися в зацеплении с дополнительными шестернями 16, начальные окружности которых равны начальным окружностям рабочих зубчатых колес 10. Кроме того, в каретке 14 предусмотрен вспомогательный цилиндр 17, на одностороннем штоке 18 которого установлено ириспособление 19 для закрепления прокатываемой заготовки 20. Шток 18 вспомогательного цилиндра зафиксирован от проворачивания вокруг своей оси.Возникающие при ирокатке усилия воспринимаются упорными подшипниками 21 (фиг. Валки 7 и 5 (фиг. 2) производят формоизменение в процессе деформации металла при прокатке посредством сменного инструмента 22 и 23. Сменный инструмент 22 и 23 коитактнрует со всей площадью прокатываемого изделия и воспроизводнт на нем полный профиль. Валки 7 и 5 для регулирования установлены с возможностью перемещения в осевом направлении иосредством винтовой резьбы на цапфах и гаек 24 (фиг- 3). Осевое перемещение валков компенсирует неточиости изготовления инструмента по взаимному расположению профилей спинки и корыта, что упрощает его изготовление. Для воснриятия усилий, возникающих в зацеплении реек 15 с вспомогательными шестернями 16, на шейках валка 7 предусмотрен подшинник 25 (фиг. 3, 4). Прокатку изделий па стане осуществляют следующим образом. При установке заготовки 20 иоршеиь рабочего цилиндра 12, рабочая клеть 3, каретка М и поршень вспомогательного цилиндра /7 с приспособлением 19 для зацепления прокатываемой заготовки 20, укрепленным на одностороннем штоке 8 вспомогательного цилиндра J7, находятся в крайнем переднем положеПодавая рабочую среду под давлением в штоковую полость цилиндра 12, рабочую клеть 5 с валками 7 и 8 и кинематически с Heii связанную каретку 4 перемещают в направлеНИИ, показанном на фиг. 1 стрелкой. При таком движении клети валкам 7 и S сообщ,ают вращательное движение вокруг их осей от зубчатых колес 10, зацепленных с неподвижными рейками 11. Скорость движения каретки 14 равна окружной скорости валков 7 и S, т. е. она движется в два раза быстрее, чем клеть 3. При этом поршень вспомогательного цилиндра 17 остается в крайнем переднем положении до момента захвата кромками рабочих сменных инструментов 22 и 23 корневого сечения заготовки 20. В этом положении срабатывает путевой переключатель, управляющий реверсом вспомогательного цилиндра J7. Элементы, выполняющие функции управления, на чертежах не показаны. При дальнейшем ходе рабочей клети 3 происходит прокатка. При этом сменный инструмент 22 и 23 валков 7 и производит формоизменение заготовки 20, а вспомогательный цилиндр 17 оттягивает за замок прокатанную часть заготовки 20, двигаясь совместно с кареткой 14 и дополнительно за счет перемещения поршня во вспомогательном цилиндре 17. После окончания прокатки рабочий цилиндр 12, рабочая клеть 3, каретка J4 и вспомогательный цилиндр /7 продолжают двигаться в крайнее заднее положение. По достижении заднего положения срабатывает путевой переключатель, по сигналу которого рабочим цилиндром 12 рабочую клеть 3, каретку 14 и валки 7 и 8 возвращают в исходное - крайнее переднее - положение- При достижении рабочей клетью 3 крайнего переднего положения срабатывает нутевой переключатель, осуществляющий реверс вспомогательного цилиндра 17 и односторонний шток его 18 с приспособлением 19 для закрепления заготовки и прокатаииым уже изделием 20 перемещают в крайнее переднее положение через полость, которая образовывается при отводе валков 7 и 8 в крайнее переднее положение. Прокатанную лопатку снимают с приспособления; стан готов к дальнейшей работе. Предмет изобретения Устройство для прокатки изделий с переменным профилем в поперечном сечении, содержащее станину в виде параллелепипеда с прямоугольным отверстием, в который на двух ротивоположных сторонах закреплены опорые плиты и устаиовлены взаимодействующие ними валки, снабженные закрепленными на шейках по их торцам входящими в зацепление ежду собой зубчатыми колесами, а также усановленными на одном из валков соосио с убчатым колесом дополнительными шестерями, отличающееся тем, что, с целью обеспеения прокатки изделий за один проход, оно набжено жестко закрепленными в станине по беим сторонам опорных плит зубчатыми рейами, взаимодействующими с зубчатыми колеами валков, а также смонтированной в стаине с возможностью поступательного перемеения относительно опорных плит и упомянуых зубчатых реек рабочей клетью, содержаей установленные с возможностью регулироочного перемещения подшипниковые опоры
валков и смонтированную в образованных направляющих каретку с гидроцилиндром, на штоке поршня которого размещен узел для зажима заготовок, а также с жестко закрепленными на ней зубчатыми рейками, взаимодействующими рабочей частью с щестернями, а
опорной - с установленными на валке, несущем зубчатые колеса, подшипниками качения, при этом привод поступательного перемещения клети выполнен в виде гидроцилиндра, закрепленного на траверсе, связанной со станиной посредством стоек.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прокатки изделий с переменным профилем | 1976 |
|
SU617143A1 |
| УСТРОЙСТВО ДЛЯ ВАЛЬЦЕВАНИЯ ЛОПАТОК | 1986 |
|
SU1451960A1 |
| УСТРОЙСТВО ДЛЯ ПРОКАТКИ ИЗДЕЛИЙ С ПЕРЕМЕННЫМ ПРОФИЛЕМ | 1992 |
|
RU2042464C1 |
| Устройство для прокатки зубчатых колес | 1974 |
|
SU503619A1 |
| УСТРОЙСТВО ДЛЯ ПРОКАТКИ ИЗДЕЛИЙ С ПЕРЕМЕННЫМ ПРОФИЛЕМ | 1999 |
|
RU2174056C2 |
| Передний стол стана продольной прокатки труб | 1980 |
|
SU874237A1 |
| Устройство для перемещения штока подающего аппарата пилигримового стана | 1977 |
|
SU722618A1 |
| Рабочая клеть прокатного стана | 1980 |
|
SU965575A1 |
| Устройство для ротационного выдавливания тонкостенных цилиндров | 1972 |
|
SU446340A1 |
| Устройство для обработки пера лопаток | 1979 |
|
SU863111A1 |
.y
41
Фиг. 2
Фаг. 3
. 4
