(54) СТАНОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ-ПЛОСКИХ ПОВЕРХНОСТЕЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МОТЫЛЕВЫХ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1992 |
|
RU2043884C1 |
| Полуавтомат для заточки изделий типа инъекционных игл | 1980 |
|
SU931347A1 |
| Шпиндельный узел электрохимического станка | 1982 |
|
SU1129043A1 |
| АДАПТИВНЫЙ ШПИНДЕЛЬНЫЙ УЗЕЛ ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ НА СТАНКЕ С УСТРОЙСТВОМ ЧПУ ТИПА CNC | 2007 |
|
RU2446924C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2305614C2 |
| МНОГОШПИНДЕЛБНЫЙ СТАНОК ДЛЯ ЦЕНТРОВКИ ИЗДЕЛИЙИЗ СТЕКЛА | 1967 |
|
SU195349A1 |
| Способ электрохимического нарезания резьбы | 1988 |
|
SU1535686A1 |
| СТАНОК ДЛЯ ГРУППОВОЙ ОБРАБОТКИ ОПТИЧЕСКИХДЕТАЛЕЙ | 1966 |
|
SU178710A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2283735C2 |
1
Изобретение относится к станкам для электрохимической обработки и может быть использовано для обработки плоских поверхностей различных деталей.
Известны станки для электрохимической обработки плоских поверхностей деталей вращающимся электродом-инструментом.
Однако такие станки имеют недостаточную производительность и на них невозможно обрабатывать широкую гамму типоразмеров деталей.
Предлагаемый станок отличается от известного тем, что под электродом-инструментом соосно с ним расположен глухой сменный патрубок, на боковой поверхности которого выполнены наклонные к вертикальной оси щели, направляющие электролит на поверхность электрода-инструмента, а рабочий узел выполнен в виде нескольких столов, ириводимых от одного привода в синхронное вращение вокруг осей, равноудаленных от оси электродаинструмента.
Такое выполнение станка повышает его производительность и обеспечивает высококачественную обработку плоских поверхностей деталей.
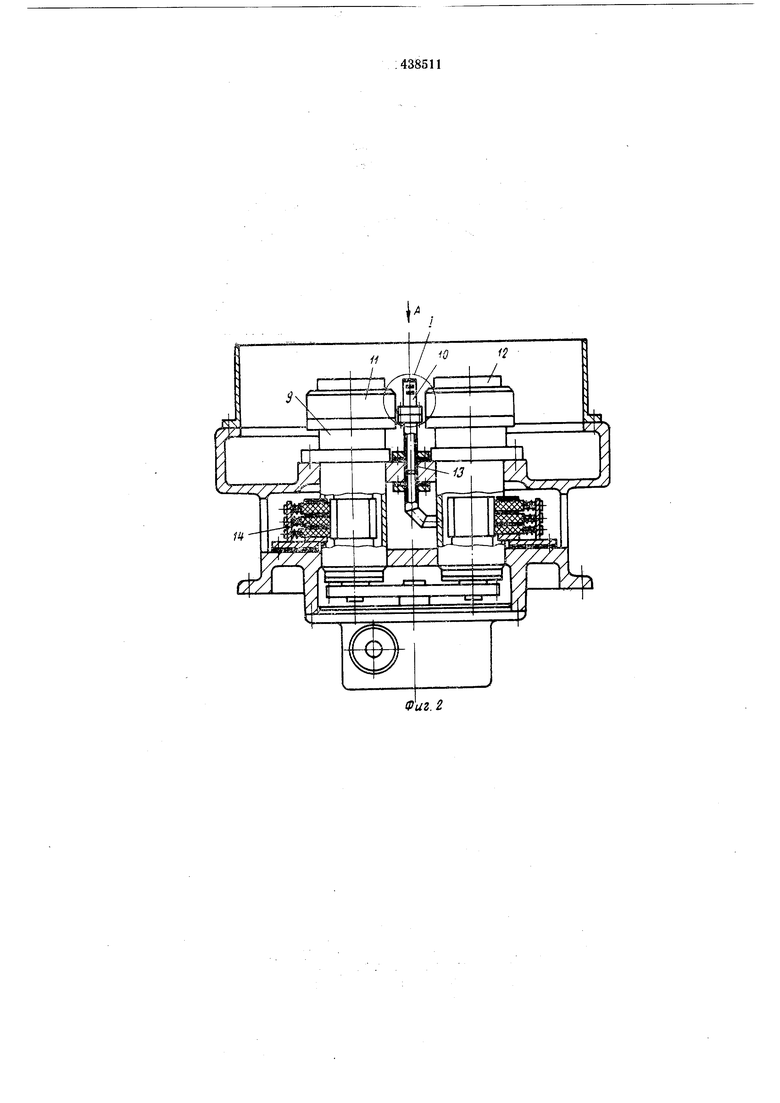
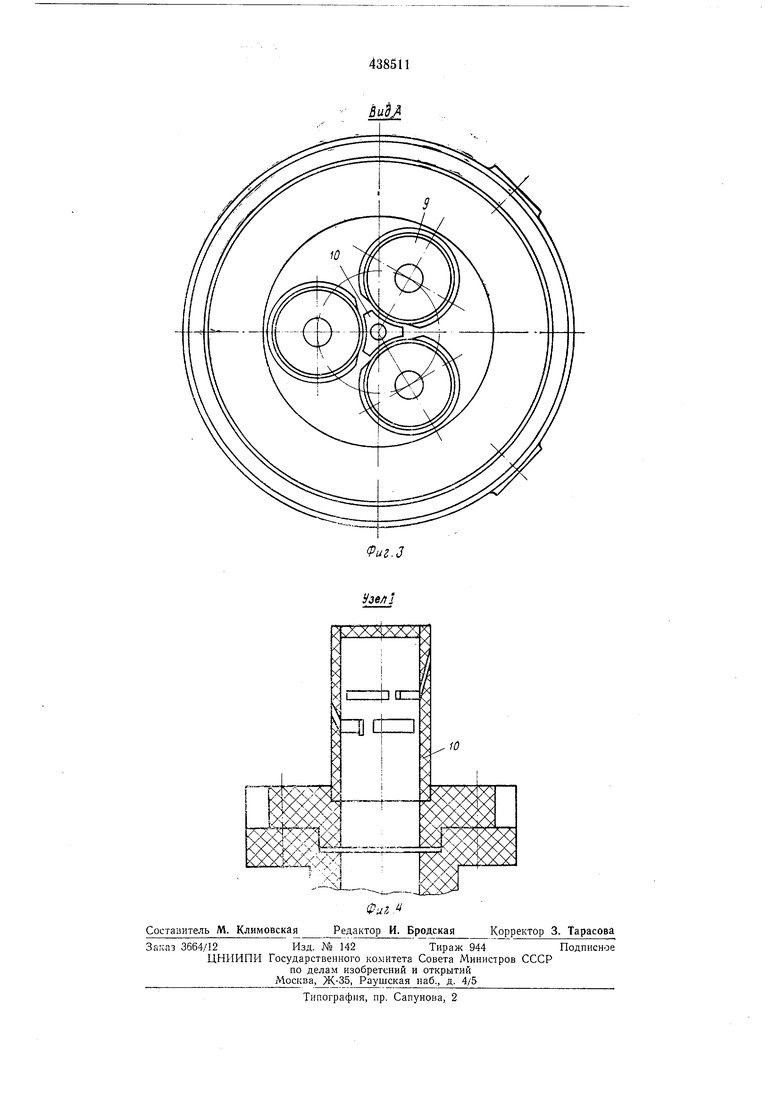
На фиг. il изображен предлагаемый станок, общий вид; на фиг. 2 - рабочий узел; на
фиг. 3 - вид по стрелке А на фиг. 2; на фиг. 4 - узел I на фиг. i2.
Станок состоит из станины 1, стойки 2, привода 3 подач, обеспечивающего бесступенчатое регулирование скорости подачи, механизма 4 иастройки на размер обрабетки, щпиндельной бабки 5 с вращающимся электродоминструментом 6 и контактным устройством 7 для подвода технологического тока, рабочего узла 8 с тремя синхронно вращающимися столами 9 и быстросменным глухим патрубком 10, на боковой поверхности которого прорезаны щели для подачи электролита в зону обработки.
На столах 9 закреплены магнитные патроны 11 с обрабатываемыми деталями 12. Электролит к патрубку 10 подводится по трубопроводу 13.
Рабочий ток к обрабатываемым деталям подается через контактные устройства 14.
Станок работает следующим образом.
Обрабатываемые детали 12 устанавливаются на магнитные патроны 11. Затем включают быстрый подвод щпиндельной бабки с электродом-инструментом. Последующие двил ения механизмов станка осуществляются автоматически.
3
В конце быстрого хода включается подача электролита в зону обработки, вращеиие электрода-инструмента 6 и вращение столов 9 рабочего узла. Одновременно с этим включается технологический ток я рабочая подача электрода-инструмента 6.
В конце обработки по команде от механизма 4 настройки на размер выключается вращение электрода-инструмента 6 и столов 9 рабочего узла, отключается технологический ток и прекращается подача электролита в зону обработки. Одновременно щпиндельная бабка на ускоренной подаче возвращается в исходное верхнее положение.
При переходе к обработке деталей другого типоразмера изменяется наладка механизма 4 настройки на размер и устанавливается соответствующий патрубок подачи электролита.
Предмет изобретения
Станок для электрохимической обработки плоских поверхностей деталей, закрепляемых па рабочем узле станка, торцом вращающегося электрода-инструмента € радиальными пазами для подачи электролита от центра к периферии, отличающийся тем, что, с целью повышения производительности и чистоты обработки, под электродом-инструментом соосно с ним расположен глухой сменный патрубок, на боковой поверхности которого выполнены наклонные к вертикальной оси щели, направляющие электролит на поверхность
электрода-инструмента, а рабочнй узел выполнен в виде нескольких столов, приводимых от одного привода в синхронное вращение вокруг осей, равноудаленных от осп электрода-инструмента.
