Изобретение относится к приспособлению для обработки резанием прутковых и трубчатых заготовок, содержащее имеющую проход для обрабатываемой заготовки и установленную с возможностью вращения вокруг продольной оси обрабатываемой заготовки и приводимую в движение державку с несколькими, выполненными с возможностью подачи на врезание по существу в радиальном направлении инструментами, установленную концентрично с возможностью вращения по отношению к державке и приводимую в движение гильзу подачи на врезание, средства относительного перемещения для создания относительного перемещения между державкой и гильзой подачи на врезание, и средства подачи на врезание для преобразования относительного перемещения между державкой и гильзой подачи на врезание в перемещение подачи на врезание инструментов.
Приспособление такого вида известно в качестве станка для обработки труб и прутков снятием широкой сливной стружки (токарный станок для обработки снятием широкой сливной стружки) из DE 19503772 С2. Приспособления этого типа предназначены для снятия широкой сливной стружки с поверхностей прутковых или трубчатых заготовок по их периметру для того, чтобы устранить поверхностные дефекты и/или получить заготовку желаемого диаметра. Для этого заготовка в направлении своей продольной оси подается через приспособление, при этом несколько вращающихся вокруг этой продольной оси инструментов для снятия широкой сливной стружки обрабатывают периметр снятием стружки.
Для установки определенного диаметра снятия широкой сливной стружки, и особенно также для компенсации износа, инструменты установлены с возможностью подачи на врезание в радиальном направлении. Согласно указанному уровню техники, вокруг по существу дискообразной державки предусмотрена конусообразная гильза. Державка и конусообразная гильза вращаются вокруг одной и той же оси с согласованной угловой скоростью. При этом инструменты для снятия широкой сливной стружки и относящийся к ним инструментальный суппорт прилегают своей задней стороной к внутренней поверхности конусообразной гильзы. Для того чтобы обеспечить для инструментов перемещение подачи на врезание, конусообразная гильза перемещается в осевом направлении относительно державки, так что в связи с уменьшающимся внутренним радиусом конусообразной гильзы инструменты радиально перемещаются в направлении к оси вращения.
Таким образом, при обработке максимальных диаметров инструменты или инструментальные суппорты прилегают к переднему внешнему краю конусной гильзы, что в отношении возникающих больших сил может приводить к асимметрии и неравномерному ходу инструментов, а тем самым и к нежелательным отклонениям от крутости обрабатываемой заготовки.
Задача настоящего изобретения заключается в создании приспособления указанного выше типа с альтернативной механикой подачи на врезание, не имеющей вышеуказанного недостатка.
Задача в приспособлении указанного выше вида решена за счет того, что относительное перемещение между державкой и гильзой подачи на врезание является концентрическим относительным вращением вокруг оси вращения державки.
То есть относительное вращение между гильзой подачи на врезание и державкой означает, что скорости вращения гильзы подачи на врезание и державки для перемещения подачи на врезание кратковременно должны слегка отличаться. Относительное вращение вместо осевого относительного перемещения между державкой и гильзой подачи на врезание обеспечивает новые, выгодные возможности для подачи на врезание. В частности, отпадает необходимость в подведении инструментов или же инструментальных суппортов к внешнему краю конуса для максимального диаметра обработки.
Приспособление согласно изобретению также может быть выполнено таким образом, что средства подачи на врезание для каждого инструмента содержат предусмотренную на гильзе подачи на врезание направляющую инструмента, при этом каждая направляющая инструмента расположена проходящей в направлении периметра с уменьшающимся расстоянием до оси вращения гильзы подачи на врезание и каждый инструмент непосредственно или через инструментальный суппорт прилегает к относящейся к нему направляющей.
Что касается направляющих инструмента, речь может идти о, например, плоских направляющих, вдоль которых задние стороны инструментов или инструментальных суппортов скользят во время относительного вращения между гильзой подачи на врезание и державкой. В качестве альтернативы возможно направление через вращающиеся элементы, например подшипники качения.
Кроме того, может быть полезно выполнить приспособление согласно изобретению таким образом, чтобы средства относительного перемещения имели коробку скоростей со следующими признаками:
а) входящей в зацепление с зубчатым венцом гильзы подачи на врезание, расположенной на приводном валу приводной шестерней гильзы с первым косозубым зацеплением,
б) входящей в зацепление с зубчатым венцом державки, расположенной на том же приводном валу приводной шестерней державки со вторым косозубым зацеплением, противоположно ориентированным по отношению к первому косозубому зацеплению, и
в) средствами для контролируемого осевого перемещения приводного вала относительно гильзы подачи на врезание и/или державки.
Противоположная ориентация обоих косозубых зацеплений приводной шестерни гильзы и приводной шестерни державки означает, что на приводной шестерне гильзы зубья нарезаны с правым подъемом винтовой линии, а на приводной шестерне державки - с левым подъемом винтовой линии, или наоборот. Если приводной вал во время работы коробки скоростей перемещается аксиально относительно гильзы подачи на врезание и относительно державки, в силу косозубого зацепления это приводит к незначительному повышению или же понижению угловой скорости приводной шестерни гильзы или же приводной шестерни державки во время этого перемещения. Например, приводная шестерня державки вращается несколько быстрее, а приводная шестерня гильзы несколько медленнее, так что между указанными шестернями происходит относительное вращательное перемещение. Таким образом, относительное вращение для перемещения подачи на врезание непосредственно интегрировано в привод для державки и гильзы подачи на врезание.
Приспособление согласно изобретению может быть выполнено и таким образом, что приводная шестерня державки и приводная шестерня гильзы приводятся в действие главной приводной шестерней.
Приспособление согласно изобретению может быть выполнено и таким образом, что инструменты представляют собой режущие ножи.
Приспособление согласно изобретению может быть выполнено и таким образом, что инструменты представляют собой фрезы.
Огромное преимущество фрез заключается в явно более высокой скорости обработки. Хотя фрезы, как правило, предусматриваются для плоскостной обработки, при замене режущих ножей фрезами достигается достаточная точность круглости обработанных прутковых или трубчатых заготовок, так как фрезы в связи с формой инструментов, а также высокой скоростью вращения по существу обрабатывают заготовку только линейно.
Приспособление согласно изобретению может также быть выполнено таким образом, что инструменты содержат как комплект режущих инструментов, так и комплект нережущих инструментов. Режущими инструментами могут быть уже упомянутые фрезы или режущие ножи.
При этом приспособление согласно изобретению предпочтительно может быть выполнено и таким образом, что режущие инструменты и нережущие инструменты, при рассмотрении в направлении продвижения обрабатываемого материала, расположены друг за другом таким образом, что обрабатываемый материал сначала обрабатывается режущими инструментами, а затем нережущими инструментами.
Таким образом, нережущие инструменты служат для дополнительной обработки.
Прежде всего, может быть полезным выполнение приспособления согласно изобретению таким образом, при котором нережущие инструменты представляют собой полировальные инструменты, прежде всего, инструменты с полировальными роликами.
Наконец, приспособление согласно изобретению может быть выполнено и таким образом, при котором нережущие инструменты одновременно служат в качестве средства центрирования для обрабатываемого материала.
Далее примерные варианты реализации изобретения представлены на фигурах.
На них схематически показано:
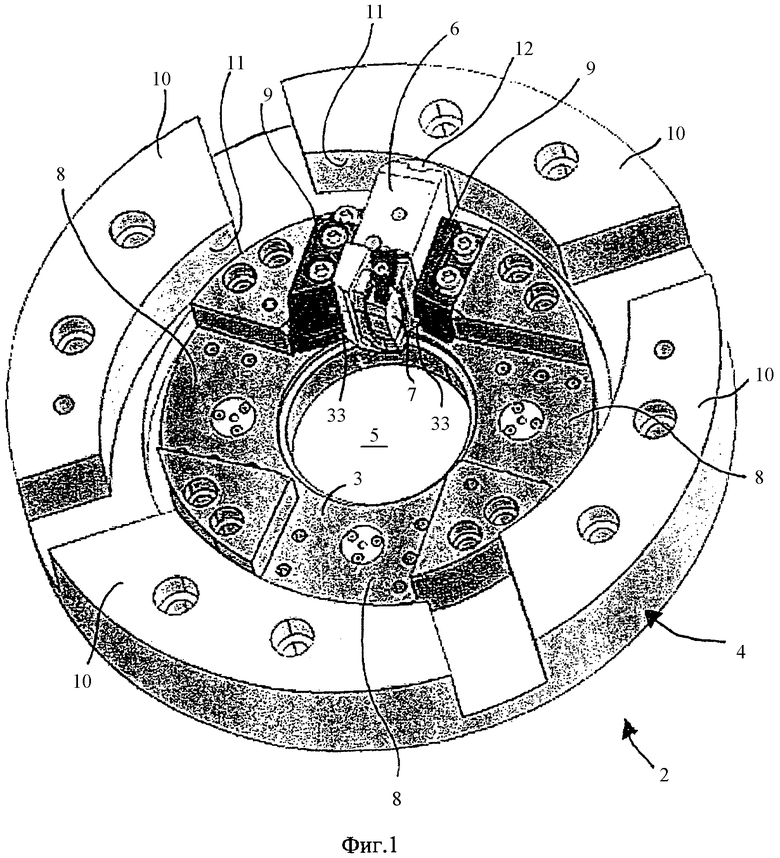
фиг.1: в перспективном виде головка для снятия широкой сливной стружки, на которой изображен один из четырех ножей для снятия широкой сливной стружки,
фиг.2: коробка скоростей для приведения в действие головки для снятия широкой сливной стружки,
фиг.3: головка для снятия широкой сливной стружки с фрезами,
фиг.4: еще одна головка для снятия широкой сливной стружки с фрезами и полировальными роликами, и
фиг.5: фреза и полировальный ролик в перпендикулярном по отношению к фиг.4 виде.
На фигурах 1 и 2 показаны части станка для снятия широкой сливной стружки с поверхности прутковых заготовок 1. На фиг.1 показана головка 2 для снятия широкой сливной стружки такого станка. Головка 2 состоит из по существу дискообразной державки 3 и гильзы 4 подачи на врезание, от которой на фиг.1 видна только передняя, охватывающая державку 3 часть. В середине державка 3 имеет проходное отверстие 5, через которое подлежащая обработке снятием широкой сливной стружки заготовка 1 (изображена на фиг.2) направляется на обработку. На державке 3 закреплен инструментальный суппорт 6, который на своем обращенном в сторону проходного отверстия 5 конце имеет нож 7 для снятия широкой сливной стружки. Для лучшей наглядности, на фиг.1 изображен только один инструментальный суппорт 6. Фактически, всего предусмотрено 4 инструментальных суппорта 6 в каждом случае с одним ножом 7, которые расположены на державке 3 соответствующим образом в крепежных пазах 8. Инструментальные суппорты 6 закреплены на державке 3 посредством направляющих планок 9, которые обеспечивают возможность перемещения инструментальных суппортов 6 приблизительно в радиальном направлении. Для предотвращения осевого перемещения инструментальных суппортов 6 направляющие планки 9 имеют уступы 33, которые захватываются инструментальным суппортом 6.
По существу радиальная возможность направления инструментальных суппортов 6 служит, с одной стороны, для установки желаемого диаметра обработки, а, с другой стороны, для подачи на врезание в связи с прогрессирующим износом ножей 7.
Гильза 4 подачи на врезание имеет для каждого инструментального суппорта 6 направляющий элемент 10. Направляющие элементы 10 имеют форму блоков с обращенной в сторону державки 3 плоской направляющей поверхностью 11. В связи с представлением на фиг.1 в перспективе видны только два направляющих элемента. На направляющие плоскости в каждом случае опирается один инструментальный суппорт 6 с расположенным на заднем конце инструментального суппорта 6 сменным опорным элементом 12. Направляющие поверхности 11 проходят по отношению к гильзе 4 подачи на врезание не концентрично, и поэтому напротив постоянно уменьшают на фиг.1 радиус к державке 3 при своем прохождении по часовой стрелке. При вращении державки 3 относительно гильзы 4 подачи на врезание по часовой стрелке, инструментальный суппорт 6 из-за уменьшающегося радиуса направляющей 11 перемещается через опорный элемент 12 по существу радиально внутрь. Таким образом, можно установить желаемый радиус или же осуществить подачу на врезание инструментальных суппортов 6, а тем самым и ножа 7 для снятия широкой сливной стружки. По всей протяженности направляющей поверхности 11 инструментальный суппорт 6 имеет постоянный контакт с направляющим элементом 10, благодаря чему при всех обрабатываемых радиусах нож 7 для снятия широкой сливной стружки может воздействовать на заготовку 1 с равномерным усилием.
На фиг.2 поясняется, каким образом во время обработки заготовки 1 осуществляется относительное вращение между державкой 3 и гильзой 4 подачи на врезание. На фиг.2 показано схематическое поперечное сечение коробки скоростей для привода гильзы 4 подачи на врезание и державки 3. На фиг.2 державка 3 изображена лишь схематически с одним ножом 7 для снятия широкой сливной стружки, который воздействует на заготовку 1. Для лучшей наглядности элементы для направления заготовки 1 не показаны. Державка 3 неподвижно соединена с полым валом 13, который имеет зубчатый венец 14 державки. Заготовка 1 направляется сквозь полый вал 13. Гильза 4 подачи на врезание неподвижно соединена с зубчатым венцом 15 гильзы подачи на врезание и установлена с помощью шарикоподшипника 16 на полом валу 13 с возможностью вращения. На совместном приводном валу 17 закреплены приводная шестерня 18 державки и приводная шестерня 19 гильзы подачи на врезание, при этом приводная шестерня 18 входит в зацепление с зубчатым венцом 14 державки, а приводная шестерня 19 - с зубчатым венцом 15 гильзы подачи на врезание. Приводная шестерня 18 державки приводится в движение через главную приводную шестерню 20, которая в свою очередь приводится в движение не показанным здесь двигателем. Все изображенные здесь шестерни 18-20 и зубчатые венцы 14 и 15 имеют косозубое зацепление. В качестве примера, приводная шестерня 18 державки имеет зацепление с правым подъемом винтовой линии. Приводная шестерня 19 гильзы подачи на врезание имеет противоположно ориентированное зубчатое зацепление, т.е. с левым подъемом винтовой линии. Взаимодействующие с шестерней 18 державки и приводной шестерней 19 гильзы подачи на врезание зубчатые венцы 14 и 15 имеют для зацепления соответствующее противоположно ориентированное зубчатое зацепление, точно так же, как и входящая в зацепление с шестерней 18 державки главная приводная шестерня 20. Шестерни 18 и 19 и зубчатые венцы 14 и 15 согласованы друг с другом таким образом, что державка 3 и гильза 4 подачи на врезание вращаются с одной и той же угловой скоростью до тех пор, пока приводной вал 17 не изменяет свое осевое положение.
Как уже было упомянуто выше, для подачи на врезание ножей 7 для снятия широкой сливной стружки необходимо относительное вращение между гильзой 4 подачи на врезание и державкой 3. Для осуществления такого относительного вращения при работающей коробке скоростей приводной вал 17 с помощью осевого привода 21 определенным образом перемещается в осевом направлении. Одновременно с этим перемещаются приводная шестерня 18 державки и приводная шестерня 19 гильзы подачи на врезание. Для того чтобы во время перемещения обеспечить сохранение зацепления приводной шестерни 18 державки и приводной шестерни 19 гильзы подачи на врезание с зубчатым венцом 15 гильзы подачи на врезание или же зубчатым венцом 14 державки и главной приводной шестерней 20, зубчатый венец 14 державки, зубчатый венец 15 гильзы подачи на врезание и главная приводная шестерня 20 имеют соответствующие размеры в своей осевой протяженности.
Если приводной вал 17 при показанном стрелкой 22 направлении вращения перемещается в осевом направлении вперед, т.е. при взгляде на фиг.2 - влево, зубчатый венец 15 гильзы подачи на врезание благодаря косозубому зацеплению приводится в действие несколько медленнее, чем без осевого перемещения, в то время как зубчатый венец 14 державки приводится в действие несколько быстрее, чем прежде. То есть во время осевого перемещения приводного вала 17 державка 3 вращается по сравнению с гильзой 4 подачи на врезание с несколько более высокой угловой скоростью, в результате чего образуется желаемое относительное вращение между державкой 3 и гильзой 4 подачи на врезание. Более высокая угловая скорость державки 3 приводит к тому, что державка 3 в изображении на фиг.1 проворачивается по часовой стрелке по отношению к гильзе 4 подачи на врезание, в результате чего инструментальный суппорт 6, благодаря форме прохождения направляющей поверхности 11, подается радиально внутрь.
С помощью не показанного на фигурах измерительного устройства определяется радиус обрабатываемой заготовки 1, который может быть использован для управления осевым положением приводного вала 17.
В качестве примера, на фиг.3 показана еще одна головка 23 для снятия широкой сливной стружки с гильзой 24 подачи на врезание и державкой 25. В качестве инструментов здесь предусмотрены четыре фрезы 26 для обработки прутковой заготовки 27. Фрезы 26 в каждом случае приводятся в действие электродвигателями 28 для вращения фрезерной головки 29. Гильза 24 подачи на врезание имеет для каждой фрезы 6 направляющий элемент 30 с направляющей поверхностью 31, на которую опирается по одному опорному элементу 32 одной из фрез 26. Головка 23 по фиг.3 может точно также использоваться на станке с приводом согласно фиг.2, как и головка 2 согласно фиг.1. В результате относительного вращения державки 25 по часовой стрелке относительно гильзы 24 подачи на врезание фрезы 26 подаются в радиальном направлении на ось вращения державки 25, при этом опорные элементы 32 скользят по направляющим поверхностям 31, радиус которых к оси вращения по ее протяженности (при рассмотрении на фиг.3 по часовой стрелке) постоянно уменьшается.
На фиг.4 показана еще одна головка 43 для снятия широкой сливной стружки, имеющая только три фрезы 44, которые закреплены на державке 45 не показанным здесь способом. Дополнительно, предусмотрены три полировальных инструмента 46, также закрепленные на державке 45.
На фиг.5 показана подлежащая обработке заготовка 1 с одной из фрез 44 и одним из полировальных инструментов 46 в виде сбоку. Размещенная над заготовкой 1 стрелка показывает направление продвижения заготовки 1 для обработки. По одной фрезе 44 и полировальному инструменту 46 расположены диаметрально противоположно по отношению друг к другу, так что действующие на заготовку посредством фрезы 44, а также посредством полировального инструмента 46 радиальные силы направлены противоположно друг другу. Фрезы 44 своими продольными осями расположены в общей плоскости перпендикулярно продвижению заготовки 1, полировальные инструменты 46 - соответственно. На своем переднем конце полировальные инструменты 46 имеют полировальный ролик 53, который, - как показано на увеличенном фрагменте чертежа на фиг.5 вверху справа, - на определенной протяженности плотно прилегает к заготовке 1. Благодаря расположенным в одной плоскости полировальным инструментам 46, наряду с полирующим действием одновременно во взаимодействии с фрезами 44 имеет место и центрирующее действие. Как фрезы 44, так полировальные инструменты 46, как и фрезы 26 в примере на фиг.3, подаются с помощью гильзы 47 подачи на врезание на заготовку 1, при этом гильза 47 подачи на врезание поворачивается относительно державки 45 вокруг концентричной по отношению к заготовке оси. Как фрезы 44, так и полировальные инструменты 46 опираются в радиальном направлении посредством опорных элементов 48 на направляющие поверхности 49 соответствующего направляющего элемента 50. В связи с уменьшением радиуса направляющей поверхности 49 по часовой стрелке, при вращении державки 45 по часовой стрелке относительно гильзы 47 подачи на врезание происходит подача соответствующей фрезы 44 или соответствующего полировального инструмента 46 в осевом направлении на заготовку. Для обработки заготовки 1 вся головка 43 вращается, например, по часовой стрелке. При этом, продвижение заготовки 1 и скорость вращения головки 43 так согласованы друг с другом, что фрезерные головки 51 обрабатывают заготовку по всему периметру. При этом, фрезерные головки 51 вращаются вокруг своей продольной оси. Неподвижно расположенный относительно державки 45 кожух 52 охватывает фрезерный вал 54, приводящий в действие фрезерную головку 51.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шпиндельная бабка | 1990 |
|
SU1780937A1 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ И МЕТАЛЛА | 1992 |
|
RU2050227C1 |
| Способ обработки зубьев зубчатых колес со снятием фасок на их торцах | 2022 |
|
RU2785351C1 |
| Двухшпиндельный зубодолбежный станок | 1990 |
|
SU1828788A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ КОЛЕС НА ТОКАРНОМ СТАНКЕ С ЧПУ | 2012 |
|
RU2493940C1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| ЗУБОФРЕЗЕРНЬШ СТАНОК | 1968 |
|
SU220725A1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВКИ СНЯТИЕМ СТРУЖКИ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2012 |
|
RU2602580C2 |
| Роторный зубодолбежный станок | 1988 |
|
SU1611613A1 |
| Роторный зубодолбежный станок | 1988 |
|
SU1696193A1 |



Приспособление содержит имеющую проход для обрабатываемой заготовки и установленную с возможностью вращения вокруг продольной оси обрабатываемой заготовки державку с несколькими, выполненными с возможностью подачи на врезание в радиальном направлении инструментами, установленную концентрично с возможностью вращения по отношению к державке и приводимую в движение гильзу подачи на врезание, средства относительного перемещения между державкой и гильзой, и средства подачи на врезание для преобразования относительного перемещения между державкой и гильзой в перемещение инструментов. Для повышения точности обработки заготовки относительное перемещение между державкой и гильзой образовано концентрическим относительным вращением вокруг оси вращения державки, а средства относительного перемещения выполнены в виде коробки скоростей, включающей входящую в зацепление с зубчатым венцом гильзы и расположенную на приводном валу приводную шестерню с первым косозубым зацеплением, входящую в зацепление с зубчатым венцом державки и расположенную на том же приводном валу приводную шестерню державки со вторым косозубым зацеплением, противоположно ориентированным по отношению к первому косозубому зацеплению, и средства для контролируемого осевого перемещения приводного вала относительно гильзы и/или державки. 15 з.п. ф-лы, 5 ил.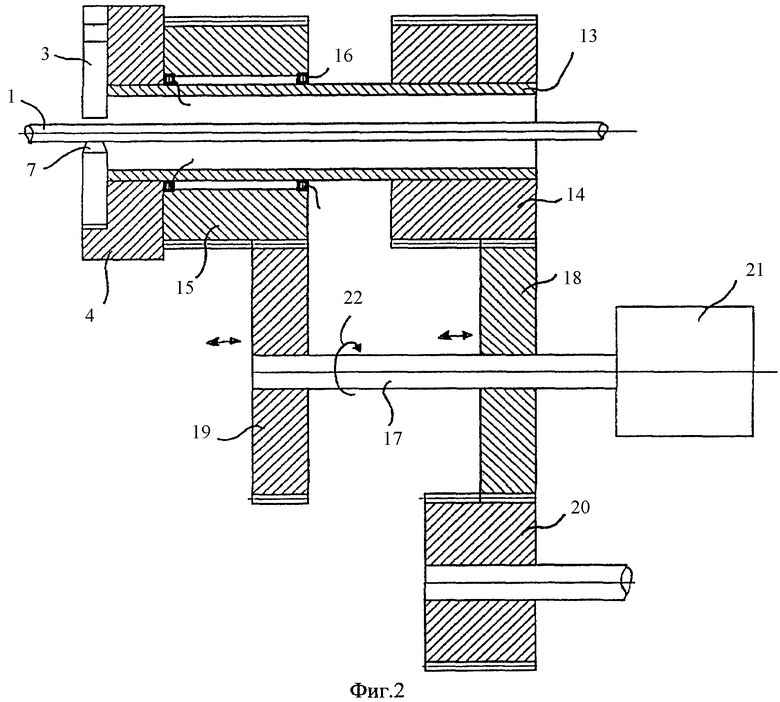
1. Приспособление для обработки резанием прутковых или трубчатых заготовок (1, 27), содержащее:
а) имеющую проход (5) для обрабатываемой заготовки (1, 27) и установленную с возможностью вращения вокруг продольной оси обрабатываемой заготовки (1, 27), и приводимую в движение державку (3, 25) с несколькими, выполненными с возможностью подачи на врезание, по существу, в радиальном направлении инструментами (7, 26),
б) установленную концентрично с возможностью вращения по отношению к державке (3, 25) и приводимую в движение гильзу (4, 24) подачи на врезание,
в) средства относительного перемещения для создания относительного перемещения между державкой (3, 25) и гильзой (4, 24) подачи на врезание, и
г) средства подачи на врезание для преобразования относительного перемещения между державкой (3, 25) и гильзой (4, 24) подачи на врезание в перемещение подачи на врезание инструментов (7, 26), отличающееся тем, что
д) относительное перемещение между державкой (3, 25) и гильзой (4, 24) подачи на врезание образовано концентрическим относительным вращением вокруг оси вращения державки (3, 25), а
е) средства относительного перемещения содержат коробку скоростей, включающую:
аа) входящую в зацепление с зубчатым венцом (15) гильзы (4, 24) подачи на врезание и расположенную на приводном валу (17) приводную шестерню (19) гильзы с первым косозубым зацеплением,
бб) входящую в зацепление с зубчатым венцом (14) державки (3, 25) и расположенную на том же приводном валу (17) приводную шестерню (18) державки со вторым косозубым зацеплением, противоположно ориентированным по отношению к первому косозубому зацеплению, и
вв) средства (21) для контролируемого осевого перемещения приводного вала (17) относительно гильзы (4, 24) подачи на врезание и/или державки (3, 25).
2. Приспособление по п.1, отличающееся тем, что приводная шестерня (18) державки или приводная шестерня (19) гильзы приводятся в движение главной приводной шестерней (20).
3. Приспособление по п.1 или 2, отличающееся тем, что инструменты представляют собой режущие ножи (7).
4. Приспособление по п.1 или 2, отличающееся тем, что инструменты представляют собой фрезы (26).
5. Приспособление по п.1 или 2, отличающееся тем, что инструменты содержат как комплект режущих инструментов (7, 26, 44), так и комплект нережущих инструментов (46).
6. Приспособление по п.5, отличающееся тем, что режущие инструменты (7, 26, 44) и нережущие инструменты (46), при рассмотрении в направлении продвижения обрабатываемого материала (1, 27), расположены друг за другом таким образом, что обрабатываемый материал (1, 27) сначала обрабатывается режущими инструментами (7, 26, 44), а затем нережущими инструментами (46).
7. Приспособление по п.5, отличающееся тем, что нережущие инструменты представляют собой полировальные инструменты (46).
8. Приспособление по п.6, отличающееся тем, что нережущие инструменты представляют собой полировальные инструменты (46).
9. Приспособление по п.7, отличающееся тем, что полировальные инструменты (46) имеют полировальные ролики (53).
10. Приспособление по п.8, отличающееся тем, что полировальные инструменты (46) имеют полировальные ролики (53).
11. Приспособление по п.5, отличающееся тем, что нережущие инструменты (46) одновременно служат для центрирования подлежащего обработке материала (1, 27).
12. Приспособление по п.6, отличающееся тем, что нережущие инструменты (46) одновременно служат для центрирования подлежащего обработке материала (1, 27).
13. Приспособление по п.7, отличающееся тем, что нережущие инструменты (46) одновременно служат для центрирования подлежащего обработке материала (1, 27).
14. Приспособление по п.8, отличающееся тем, что нережущие инструменты (46) одновременно служат для центрирования подлежащего обработке материала (1, 27).
15. Приспособление по п.9, отличающееся тем, что нережущие инструменты (46) одновременно служат для центрирования подлежащего обработке материала (1, 27).
16. Приспособление по п.10, отличающееся тем, что нережущие инструменты (46) одновременно служат для центрирования подлежащего обработке материала (1, 27).
| DE 19503772 A1, 08.08.1996 | |||
| Резцовая головка | 1978 |
|
SU917915A1 |
| Устройство для бесцентрово-токарной обработки | 1979 |
|
SU971578A2 |
| Резцовая головка | 1990 |
|
SU1804948A1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВАЛОВ | 2001 |
|
RU2196663C1 |

