Изобретение относится к обработке металлов давлением, а именно к устройствам для штамповки утогацений на трубш 1Х заготовках с дополнительным натружением заготовки в зоне деформации. Известно устройство для высадки утолщений на концах труб, содержащее матрицу, воздействующий на торец трубной загххговки пуансон, подпираклцую втулку, выполненную в виде набора упругих колец, и радиально подпружиненный секционный прижим Г 3« Недостатками известного устройства являются низкое качество изделий, вслед ствие затекания деформируемого материала в зазоры разрезных колец, и малая степень формоизменения ввиду ограниченности упругой деформации колец подтфающей втулки. Известно также устройство для штамповки трубчатых деталей с утолщениями, содержащее пуансон, разъемную матрицу с размещенным в ней прижимом, выпоп7. ненным в виде секций, установленных с возможностью радиального перемещешя С2}. Недостатком данного устройства является то, что детали получаются низкого качества из-за контакта инструмента с поверхностью заготовки и устройство сложно Б смысле переналадки на другой тип изделия. Цель изобретения - расширение номен клатуры и повьпиение качества изделий при штамповке утолщений на трубных заготовках. Указанная цель достигается тем, что устройство для штамповки трубчатых деталей утолщениями, содержащее пуансон, разъемную матрицу с размещенным в ней прижимом, выполненным в виде секций, установленных с возможностью радиального перемещения, снабжено установленными на осях по периметру основания маурицы и взаимодействующими с секциями прижима качающимися опорами, числ которых соответствует числу секций прижима, а также расположенным под опорами опорным кольцом с выпуклой рабочей поверхностью, при этом опоры установлены с возможностью взаимодействия с вы пуклой рабочей поверхностью опорного кольца, а матрица связана с осями опор И установлена с возможностью ос:евого перемеще1гая. На чертеже показано устройство, общий вид, разрез. Устройство содержит матрицу 1,имел ющую поперечный разъем. В продольном канале матрицы расположен воздействующий на торец трубной заготовки пуансон 2. В зоне разъема матрицы расположен деформирующий ручей, в котором расположен разжимной секционный прижим 3. По периметру основания матрицы 1 с по- мошцью осей установлены качакшшеся опоры 4, взаимодействующие с секциями 3 прижима. Между опорами 4 и столом пресса установлено опорное кольцо 5. Устройство работает следующим образом. В продольный канал матрицы устанавливается трубная заготовка 6 и пуансон 2. Перемещаясь под действием усилия пресса Р , пуансон 2 сжимает трубную заготовку 6 и вытесняет материал заготовки в деформирующий ручей матрицы 1, образуя таким образом требуемое утолщение. Вытесняемый в деформирующий ручей материал заготовки 6 воздействует на секции прижима 3, перемещая их в радиальном направлении. Перемещению секций при:жима 3 в радиальном направлении препятствуют качающиеся опоры 4. Под действием переминающихся секций Прижима 3 опоры 4 поворачиваются на осях и, опираяс) на опорное кольцо 5, вызывают перемещение матрицы 1 в направлении, обратном перемещению пуансона 2. Таким образом, усилие пресса Р , воспринимаемое матрицей через пуансон 2 и трубную заготовку 6, передается через оси качающимся опорам 4 и далее на опорное кольцо 5 и стоп пресса. В зоне контакта качающейся опоры 4 с опорным кольцом 5 возникает сила реакции Р где п - количество опор. Сила ре-7ГR обуславливает наличие в зоне контакта качающейся опоры 4 и секции прижима 3 силы Р -л-- , где аи Ь оплечи действия сил R и F соответственно. Сила F через секцию прижима 3 передается на трубную заготовку 6, создавая таким образом в последней радиальные сжимающие напряжения. Очевидно, что сила F определяется усилием пресса Р и величиной плеч d иЬ, -илиР Без учета тренияр величина плеча определяется диаметром Ьг орного кольца 5. Таким образом, имея набор опорных колец 5 различного диаметра можно просто и в ши310443994
роких пределах варьировать усилием ра-При этом псм гченьт утощцения типа фпандиапьного подпора F .:цев с диаметром описанной окружности
Устройство было опробовано при попу- 86 мм.чении утогацений различной высоты и
формы в плане на трубных заготовках из 5По сравнению с известным предпагасплава АМГ-бм, диаметром 5О мм и той- устройство позволяет значитепьн э циной стенки: 2;2,5; 3 мм. Деф6{Ж1Ир{ -повысить качество изготавливаемых извание проводилось при температзтрв .депий и расширить их номенклатуру
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для высадки фланцев с плоскими гранями на трубных заготовках | 1981 |
|
SU990389A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| Устройство для гидравлической штамповки полых изделий | 1989 |
|
SU1708466A1 |
| Устройство для формирования сильфонов повышенной эластичности | 1975 |
|
SU554044A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2047405C1 |
| Устройство для гидравлической штамповки полых деталей с отводами | 1975 |
|
SU599885A1 |
| Способ и устройство для штамповки блингов | 2021 |
|
RU2769333C1 |
| Устройство для изготовления гофрированных труб | 1982 |
|
SU1015969A1 |
| Штамп совмещенного действия для получения плоских колец | 1986 |
|
SU1297970A1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРЫ МАТЕРИАЛА В ТРУБНЫХ ЗАГОТОВКАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2403206C1 |
УСТРОЙСТВО ДЛЯ ШТАМПОВ КИ ТРУБЧАТЫХ ДЕТАЛЕЙ УТОЛШЕНИЯМИ, содержащее пуансой, разъемную матрицу с размещенным в ней прижимом, выполненным в виде секций, установленных с возможностью радиального перемещения, о т л и ч а ю щ е е с я тем, что, с целью повышения качества и номенклатуры изготавливаемых изделий, оно снабжено установленными на осях по периметру основания матрицы и взаимодействующими с секциями прижима качакмцнмися опорами, чисйо которых соответствует числу секций прижима, а также расположенным под опорами опорньш кольцом с выпуклой рабочей поверхностью, при этом опоры установлены с возможностью взаимодействия с выпуклой рабочей поверхностью опорного кольца, а матрица связана с осями опор и установлена с возможностью Осевого перемещения,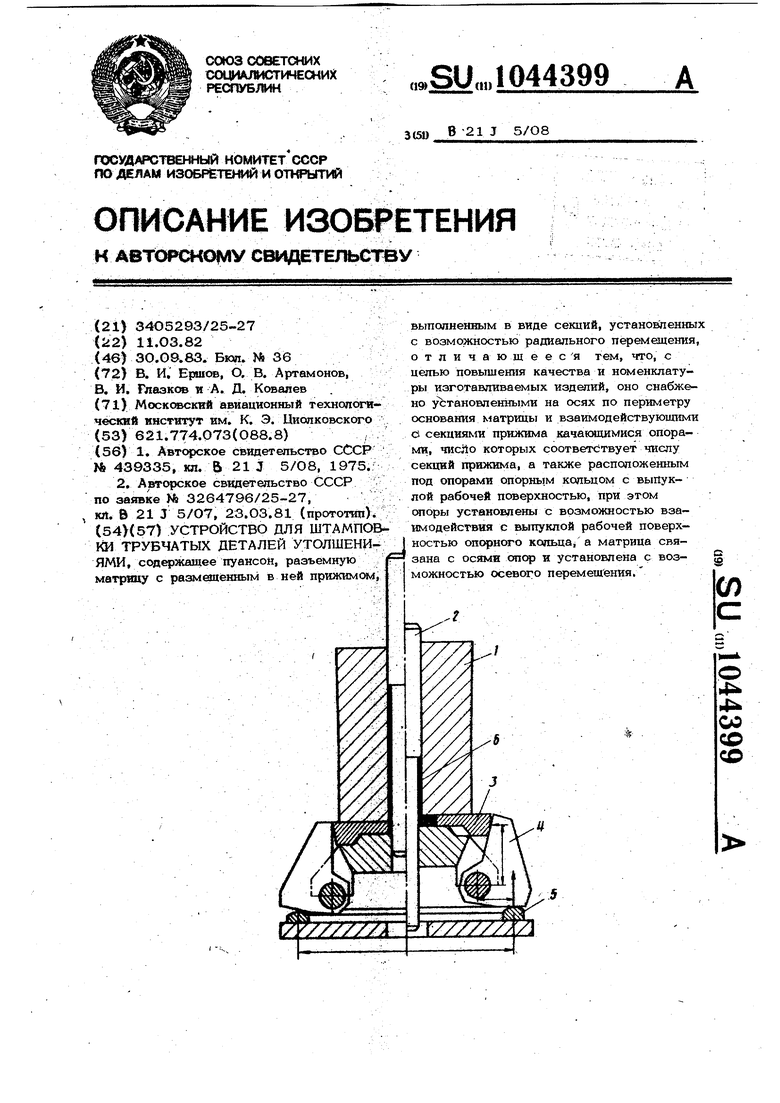
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штамп для высадки утолщений на концах труб | 1973 |
|
SU439335A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР по мявке I 3264796/25-27, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
