1
Известны станки для резки полосовых материалов, содержащие механизм резки и подающий транспортер с приводом, выполненным в виде пневмоцилиндра.
Недостатком этих станков является низкая точность отмера длины отрезаемого материала.
С целью повышения точности отмера длины отрезаемого материала предлагаемый станок снабжен гидротормозом, включающим гидроцилиндр и путевой дроссель с рычагом, а шток пневмоцилиндра снабжен профильным упором, взаимодействующим со щтоком гидроцилиндра и рычагом путевого дросселя.
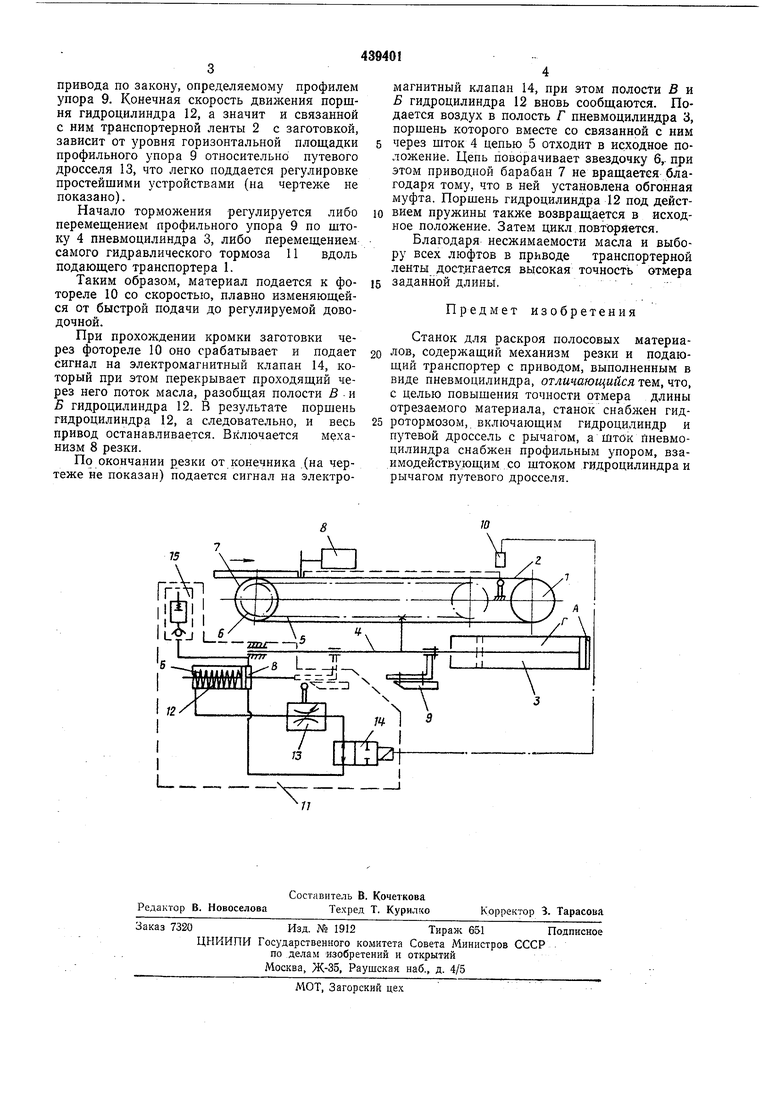
На чертеже показана схема предлагаемого станка.
Станок для раскроя полосовых материалов состоит из подающего транспортера 1 с транспортерной лептой 2 и приводом транснортерной ленты, включающим пневмоцилиндр 3, шток 4, поршень которого соединен с цепью 5, приводящей в движение звездочку с обгонной муфтой 6, сидящей на валу приводного барабана 7. Станок включает также механизм 8 резки, профильный упор 9, закрепленный па. штоке 4 пневмоцилиндра 3, фотореле 10 и гидравлический тормоз 11, состоящий из гидроцилиндра 12 с возвратной пружиной, путевого дросселя 13 с обратным клапаном, взаимодействующего на «рабочем
участке с профильным упором 9, электромагнитного клапана 14 и компенсатора 15 утечки.
Станок работает следующим образом.
В исходном положении заготовку материала подают под нож механизма 8 резки, который отрезает край заготовки под необходимым углом раскроя. В полость А пневмоцилиндра 3 подают воздух, под действием
которого поршень перемещается, приводя в движение своим щтоком 4 цепь 5, которая через звездочку с обгонной муфтой 6 вращает вал приводного барабана 7, подающего транспортерную ленту с заготовкой к фотореле 10
с максимальной скоростью, определяемой подачей воздуха в пневмоцилиндр 3.
Нри подаче кромки заготовки к фотореле 10 профильный упор 9 нажимает па щток гидроцилиндра 12 гидравлического тормоза
11, приводя в движение его поршень, и одновременно находит своей профильной частью на рычаг путевого дросселя 13.
При движении порн:ня гидроцилиндра 12 рабочая жидкость передавливается из полости Б через путевой дроссель 13 и электромагнитный клапан 14 в полость В. При этом профильный упор 9, наезжая на рычаг путевого дросселя 13, изменяет его проходное сечепие; нроисходит дросселирование потока
масла, а следовательно, и торможение всего
привода по закону, определяемому профилем упора 9. Конечная скорость движения поршня гидроцилиндра 12, а значит и связанной с ним транспортерной ленты 2 с заготовкой, зависит от уровня горизонтальной площадки профильного упора 9 относительно путевого дросселя 13, что легко поддается регулировке простейшими устройствами (на чертеже не показано).
Начало торможения регулируется либо nepeMentenneM профильного упора 9 по штоку 4 пневмоцилиндра 3, либо перемещением самого гидравлического тормоза 11 вдоль подающего транспортера 1.
Таким образом, материал подается к фотореле 10 со скоростью, плавно изменяющейся от быстрой подачи до регулируемой доводочной.
При прохождении кромки заготовки через фотореле 10 оно срабатывает и подает сигнал на электромагнитный клапан 14, который при этом перекрывает проходящий через него поток масла, разобщая полости В - и Б гидроцилиндра 12. В результате поршень гидроцилиндра 12, а следовательно, и весь привод останавливается. Включается механизм 8 резки.
По окончании резки от конечника .(на чертеже не показан) подается сигнал на электромагнитный клапан 14, при этом полости В и Б гидроцилиндра 12 вновь сообщаются. Подается воздух в полость Г пневмоцилиндра 3, поршень которого вместе со связанной с ним через шток 4 цепью 5 отходит в исходное положение. Цепь поворачивает звездочку 6,- при этом приводной барабан 7 не вращается благодаря тому, что в ней установлена обгонная муфта. Поршень гидроцилиндра 12 под действием пружины также возвращается в исходное положение. Затем цикл повторяется.
Благодаря несжимаемости масла и выбору всех люфтов в приводе транспортерной ленты достигается высокая точность отмера заданной длины. ,
Предмет изобретения
Станок для раскроя полосовых материалов, содержащий механизм резки и подающий транспортер с приводом, выполненным в виде пневмоцилиндра, отличающийся i&vi, что, с целью повышения точности отмера длины отрезаемого материала, станок снабл ен гидротормозом, включающим гидроцилиндр и путевой дроссель с рычагом, а шток Пневмоцилиндра снабжен профильным упором, взаимодействующим со штоком гидроцилиндра и рычагом путевого дросселя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическое устройство для мерной резки | 1980 |
|
SU929459A1 |
| ВСЕСОЮЗНАЯН. С. Обыденников, Л. Е. Гольберг и В. И. БекииТ| '" 'Т-'"!'' " ч' 1-;'i' .»•: f t ? ; t'^^^'t»iii-=ii^!bf!l;'-,i.AiN; •;;' ЛБИБ;:;-Ю- ;:JCA ^шинной промышленности | 1973 |
|
SU374201A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU611763A1 |
| АВТОЛитИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНОЙ | 1973 |
|
SU398404A1 |
| Абразивный отрезной станок | 1980 |
|
SU942958A2 |
| Ленточно-шлифовальный станок | 1975 |
|
SU553095A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU984826A2 |
| АГРЕГАТ ДЛЯ РАСКРОЯ И СТЫКОВКИ ПОЛОСОВОГО МАТЕРИАЛА | 1988 |
|
SU1621316A2 |
| Станок для резки заготовок | 1987 |
|
SU1558645A1 |
| УСТАНОВКА ПОПЕРЕЧНОГО РАСКРОЯ СТВОЛА НА ЧУРАКИ С МЕХАНИЗМОМ ПЕРЕМЕЩЕНИЯ СТВОЛА С УСТРОЙСТВАМИ ОТМЕРА И ФИКСАЦИИ ЕГО И ПИЛЬНЫМ МЕХАНИЗМОМ | 2012 |
|
RU2514756C1 |
L .
L.,..„
