1
Изобретение относится к области производства покрышек пневматических шин и предназначено для изготовления бортовых колец.
Известен станок для изготовления бортовых колеи, содержащий шаблон с механизмом для зажима конца проволоки, привод враш;ения шаблона, механизм для отрезки проволоки с подвижным и неподвилсным ножами и систему подающих роликов.
Иедостатком известного станка является то, что на нем нельзя получать кольца малого диаметра с необходимым расположением и минимальным перекрытием концов наматываемой проволоки.
Целью изобретения является получение минимального перекрытия концов наматываемой проволоки в кольце и удобство обслуживания станка. Это достигается тем, что неподвижный нож закреплен на качающемся рычаге, шарнирно смонтированном на станине и снабженном приводом его поворота, а подвижный нож смонтирован на ползуне, установленном на станине с возможностью возвратно-поступательного перемещения в перпендикулярном подаче проволоки направлении. Для предотвран1ения перемещения проволоки в обратном ее подаче направлении часть подающих роликов снабжена обгонными муфтами. В систему подающих роликов
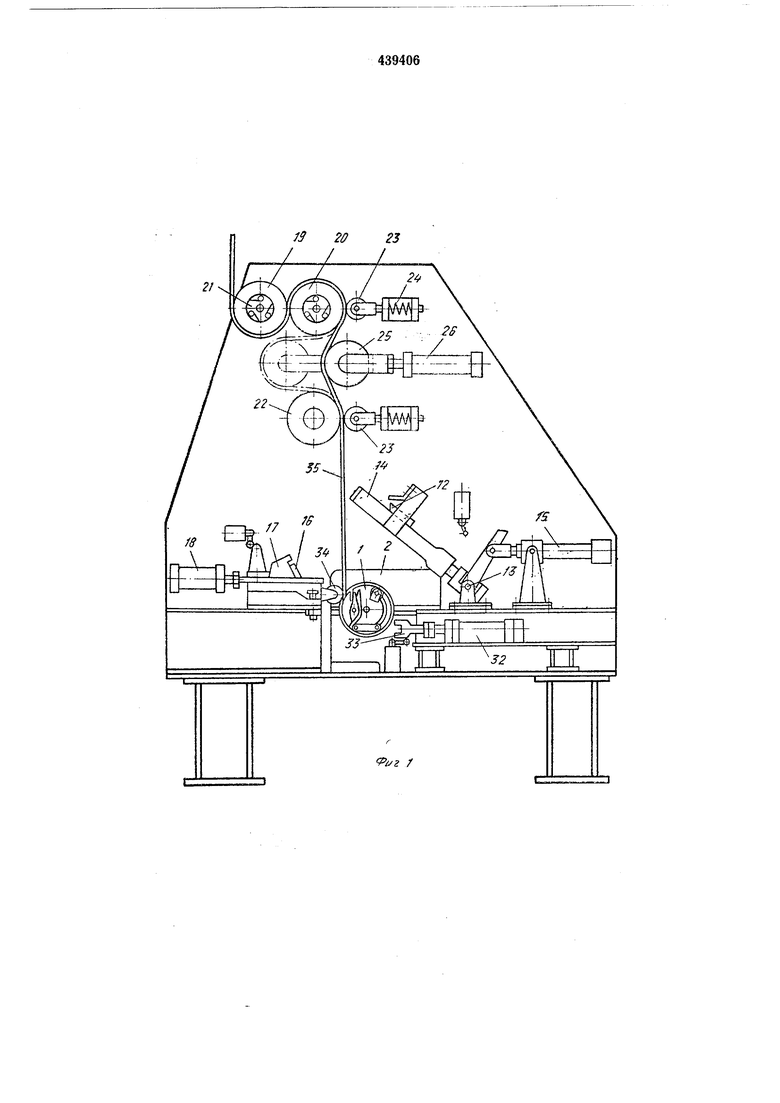
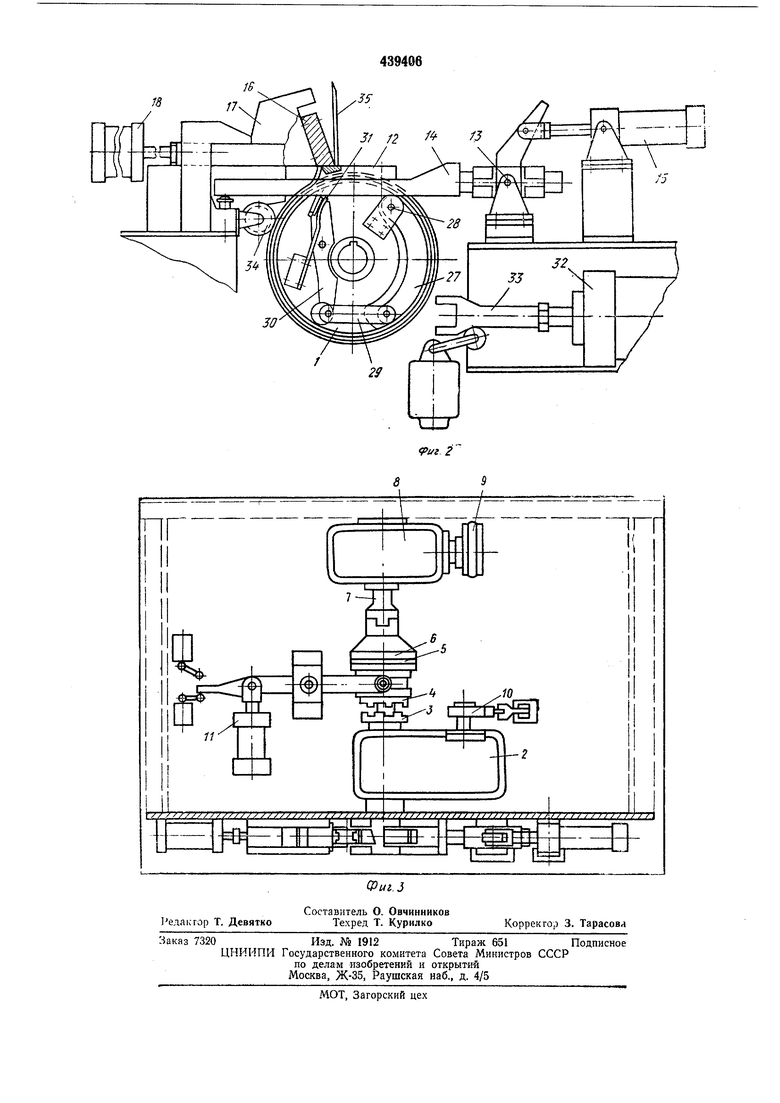
веден подвижный компенсационный ролик. На фиг. 1 показан описываемый станок; на фиг. 2-то же, в момент отрезки; на фиг. 3 - то же, вид в плане.
Станок для изготовления бортовых колец одержит шаблон 1 с механизмом зажима конца проволоки, привод вращения шаблона, механизм для отрезки проволоки с подвижным и неподвижным ножами и систему подающих роликов. Шаблон 1 установлен на выходном валу редуктора-задатчика 2 чиселоборотов. Редуктор 2 на втором конце вала имеет кулачковую полумуфту 3, жестко соединенную с корпусом редуктора 2. Вторая
подвижная кулачковая нолумуфта 4 посажена подвижно на шпонке вала редуктора 2, соединенного с шаблоном 1.
Вторая сторона полумуфты 4 имеет на поверхности торцовое кольцо 5 из феррадо, прижимаемое к торцу втулки 6, соединенной с кулачковой полумуфтой 7, сидящей на выходном валу редуктора 8. Редуктор 8 имеет на входе П1КИВ 9, приводимый во вращение от привода (на чертежах не показан).
На втором выходном валу редуктора-задатчика 2 установлен кулачок 10, обеспечивающий отсчет нужного числа оборотов шаблона 1. Переключение кулачковой полумуфты 4 производится пневмоцилиндром И, который включает или выключает вращение
шаблона 1 по достижении требуемого числа оборотов.
Механизм для отрезки проволоки содержит неподвижный нож 12, закрепленный на качающемся вокруг оси 13 рычаге 14, приводимом в движение пневмоцилпидром 15, и подвижный пож 16, смонтированный на ползуне 17, установленном с возможностью возвратно-поступательного перемещения в перпендикулярном подаче проволоки направлении. Привод ползуна осуществляется пневмоцилиндром 18.
Система подающих роликов содержит ролики 19, 20, установленные на обгонных муфтах 21, ролик 22, установленный на шарикоподшипнике, поджимные ролики 23, прижимающие поступающий материал к подающим роликам 20 и 22 с помощью пружин 24, и компенсационный подвижный ролик 25, приводимый в движение пневмоцилипдром 26.
Шаблон 1 снабже качающимся сектором 27, одни конец которого шарнирно укреплен на оси 28, закрепленной на шаблоне, а второй конец посредством серьги 29 соединен с качающимся рычагом 30. Рычаг 30 под действием плоской пружины 31 вторым своим плечом закрывает паз шаблона 1 и зажимает подаваемый материал. Открытие паза осуществляется под действием пневмоцилиндра 32 посредством вильчатого рычага 33, при нажатии на серьгу 29.
На станине станка установлен центрирующий ролик 34, служащий для направления обрезиненной проволоки 35.
Работа станка осуществляется следующим образом.
Обрезиненная проволока 35, из которой навивается кольцо, заправляется через ролики 19, 20 и 22, поджимается роликами 23, и конец проволоки направляется в паз шаблона 1, который в исходном положении находится открытым. После этого включается пневмоцилиндр 32, вильчатый рычаг 33 занимает крайнее правое положение, освобождая серьгу 29, и действием пружины 31 рычаг 30 зажимает конец проволоки в пазу шаблопа 1. Затем включается вращение шаблона 1 путем перевода полумуфты 4 пневмоцилиндром 11 до прижатия к полумуфте 6, которая получает вращение от редуктора 8.
При вращении шаблопа 1 происходит памотка проволоки на него до необходимого числа оборотов, получаемого в зависимости от зацепления включенных шестерен в редукторе 2. Для центрирования проволоки 35 па шаблоне 1 служит ролик 34, имеющий паз по ширине кольца. При этом кулачок 10 совершает один оборот, после чего нажимает конечный выключатель, дающий команду на управление пневмоцилипдра 11, который отводит полумуфту 4 от полумуфты 6 и соединяет ее с полумуфтой 3, останавливая тем самым шаблон 1 в фиксированном положении, как показано на фиг. 1 и 2. Затем включается пневмоцилиндр 15, который опускает качающийся рычаг 14 с ножом 12 в горизонтальное положение (см. фиг. 2) после чего включается пневмоцилиндр Ь8, который перемещает ползун 17 с ножом 16 вправо и
производится отрезка проволоки 35. Одновременно с опусканием рычага 14 включается пневмоцилиндр 26 и ролик 25 образует компенсационную петлю.
По окончании отрубки проволоки 35 подается команда на обратный ход пневмоцилиндров 18 и 15 и производится отвод ползуна 17 и рычага 14 в исходные положения, тем самым освобождая место обслуживания для удобства снятия кольца. После этого
включается пневмоцилиндр 32 и вильчатый рычаг 33, перемещаясь влево, нажимает на серьгу 29, которая перемещает сектор 27, уменьшая периметр шаблона, и рычаг 30, освобождая зажатый конец проволоки в пазу
шаблона 1. Затем свободно снимается с шаблона 1 готовое бортовое кольцо и конец проволоки 35 заправляется в паз шаблона 1 из ко.мнеисациониой петли, для чего ролик 25 отводится пневмоцилиндром 26 в исходное
положение, и цикл повторяется.
Управлепие всеми механизмами производится автоматически.
Предмет изобретения
1.Станок для изготовления бортовых колец, содержащий шаблон с механизмом для зажима конца проволоки, привод вращения шаблона, механизм для отрезки проволоки с
подвижным и неподвижным ножами и систему подающих роликов, отличающийся тем, что, с целью получепия минимального перекрытия концов наматываемой проволоки в кольце и удобства обслуживания станка, неподвижный нож закреплен на качающемся рычаге, щарнирно смонтированном на станине и снабженном приводом его поворота, а подвижный нож смонтирован на ползуне, установлеппом на станине с возможностью
возвратно-поступательного перемещения в перпендикулярном подаче проволоки направлении.
2.Станок по п. 1, отличающийся тем, что, с целью предотвращения перемещения проволоки в обратном ее подаче направлении, часть подающих роликов снабжена обгонными муфтами.
3.Станок по п. 1, отличающийся тем, что в систему подающих роликов введен подвижный компенсационный ролик.
21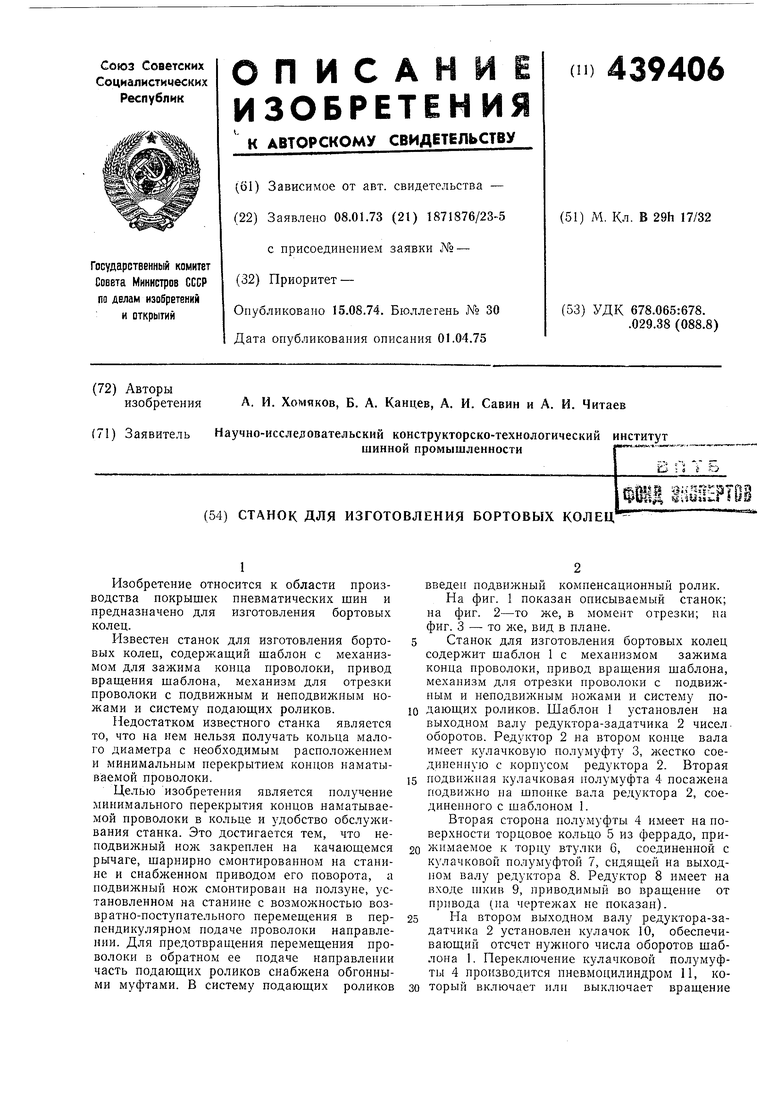
| название | год | авторы | номер документа |
|---|---|---|---|
| ШАБЛОН К СТАНКУ ДЛЯ СБОРКИ КРЫЛЬЕВ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1993 |
|
RU2036107C1 |
| Станок для соединения витков бортового кольца из стальной ленты | 1981 |
|
SU1022771A1 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЕТЕЛЬ | 1971 |
|
SU430927A1 |
| СБОРКИ ПНЁВМОБАЛЛОНОВ | 1969 |
|
SU252593A1 |
| Устройство для обвязки кольцеобразных изделий проволокой | 1980 |
|
SU876500A1 |
| Станок для изготовления бортовых колец | 1980 |
|
SU895585A1 |
| Абразивный отрезной станок | 1990 |
|
SU1798129A1 |
| ПАТЕНТНО-ТЕХНИЧЕ;БИБЛИОТЕКА | 1970 |
|
SU284291A1 |
| ПОЛУАВТОМАТ ДЛЯ УКЛАДКИ МНОГОСЛОЙНОЙ ПАЗОВОЙ ИЗОЛЯЦИИ ЯКОРЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1973 |
|
SU383167A1 |
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |