(З) СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ БОРТОВЫХ КОЛЕЦ
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Устройство для изготовления бортовых колец покрышек пневматических шин | 1983 |
|
SU1121154A1 |
| Устройство для гибки петли из проволоки | 1989 |
|
SU1745397A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ВИТЫХ ПРОВОЛОЧНЫХКОЛЕЦ | 1972 |
|
SU347106A1 |
| Станок для изготовления бортовых колец | 1986 |
|
SU1353663A1 |
| Станок типа лобзикового | 1968 |
|
SU413730A1 |
| Устройство для изготовления бортовых колец | 1984 |
|
SU1141013A1 |
| СПОСОБ ОБРАБОТКИ РУЧЬЕВ И КАНАВОК НА ВАЛКАХ ИЛИ ШАЙБАХ | 1993 |
|
RU2121908C1 |
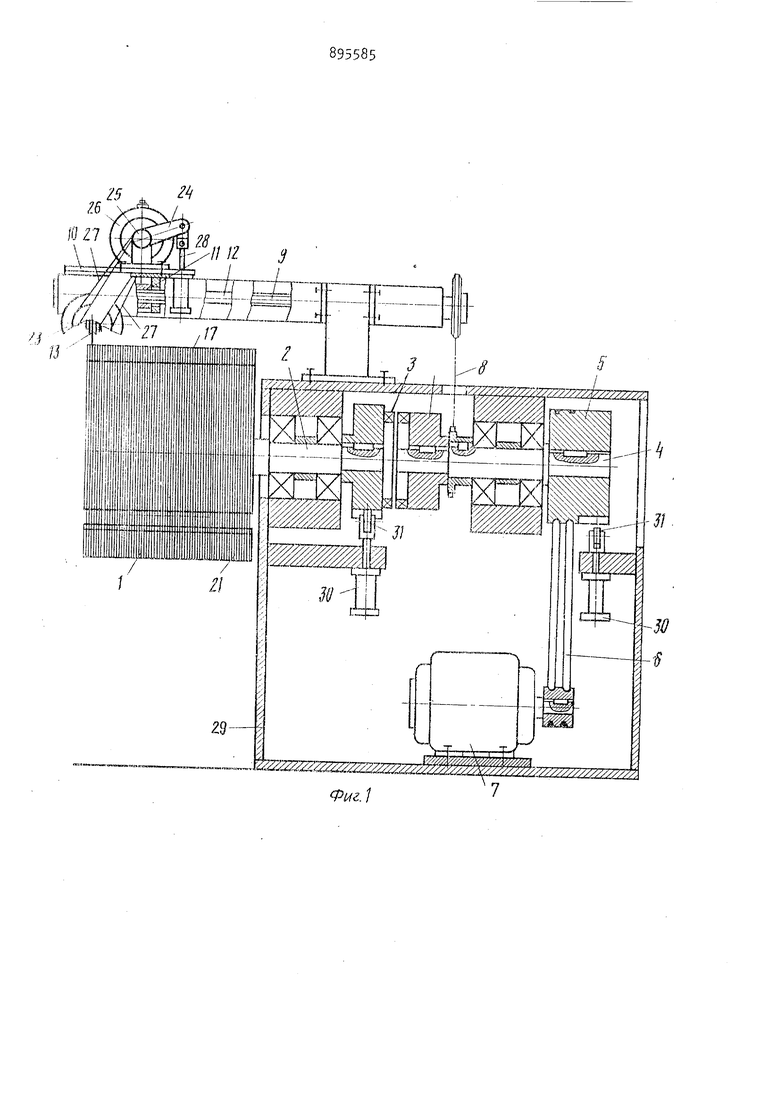
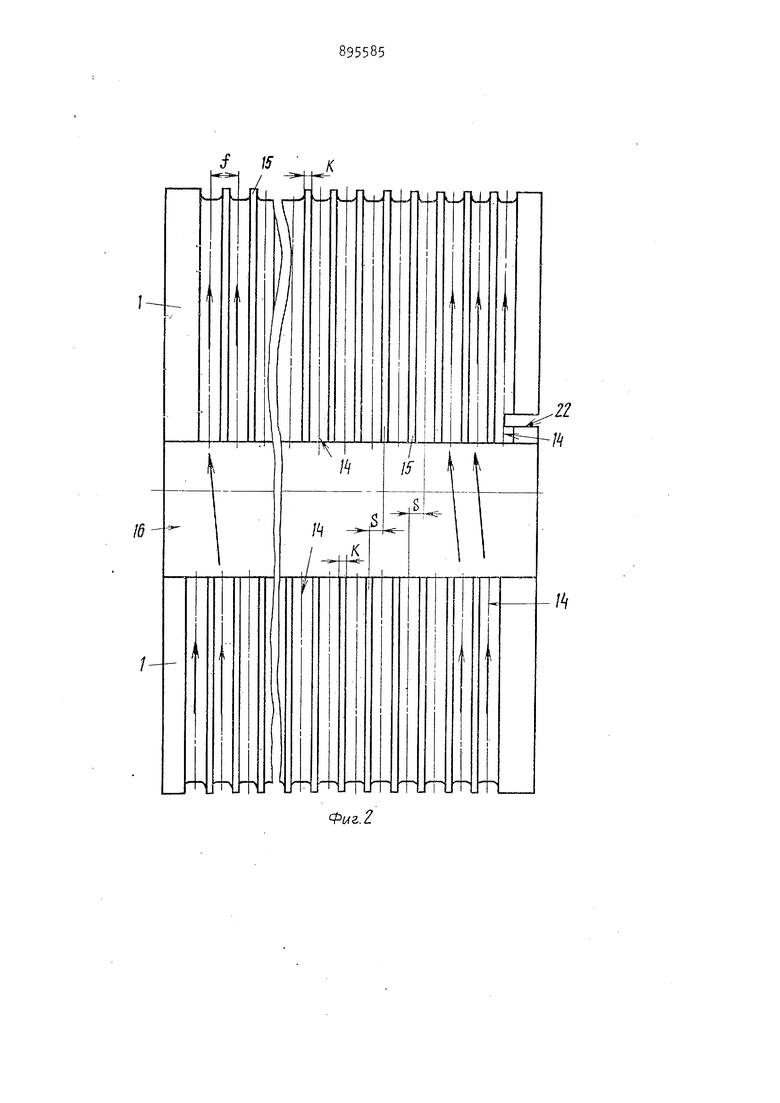
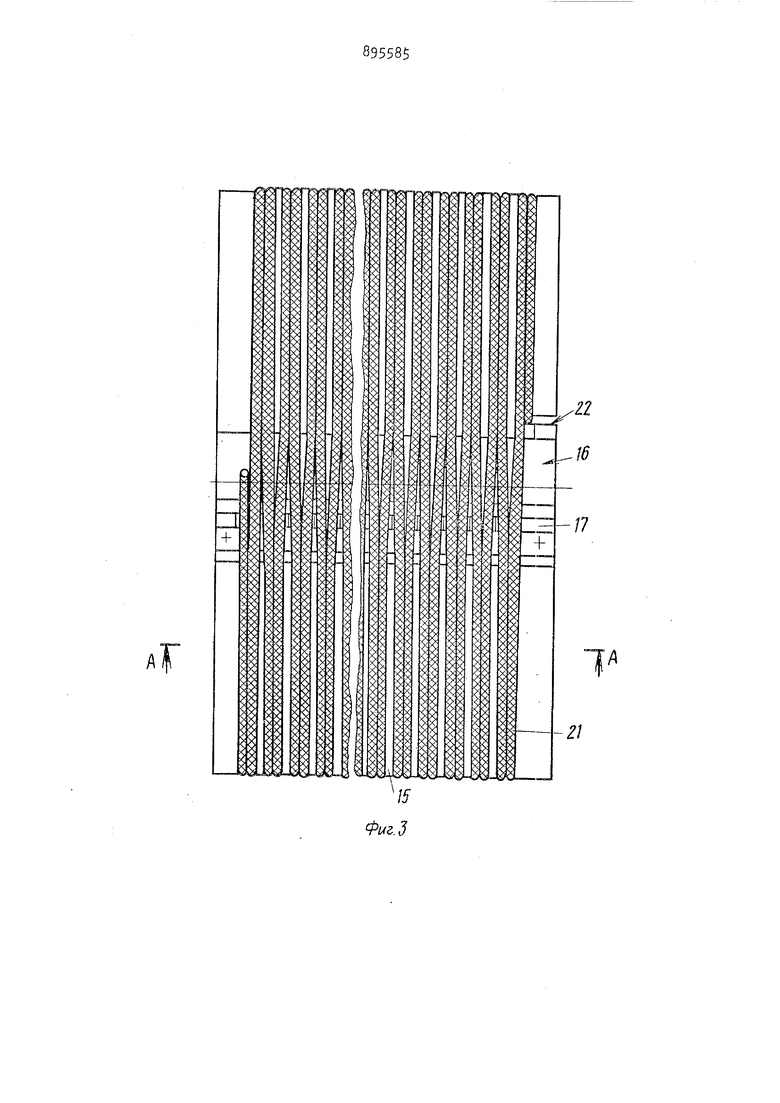
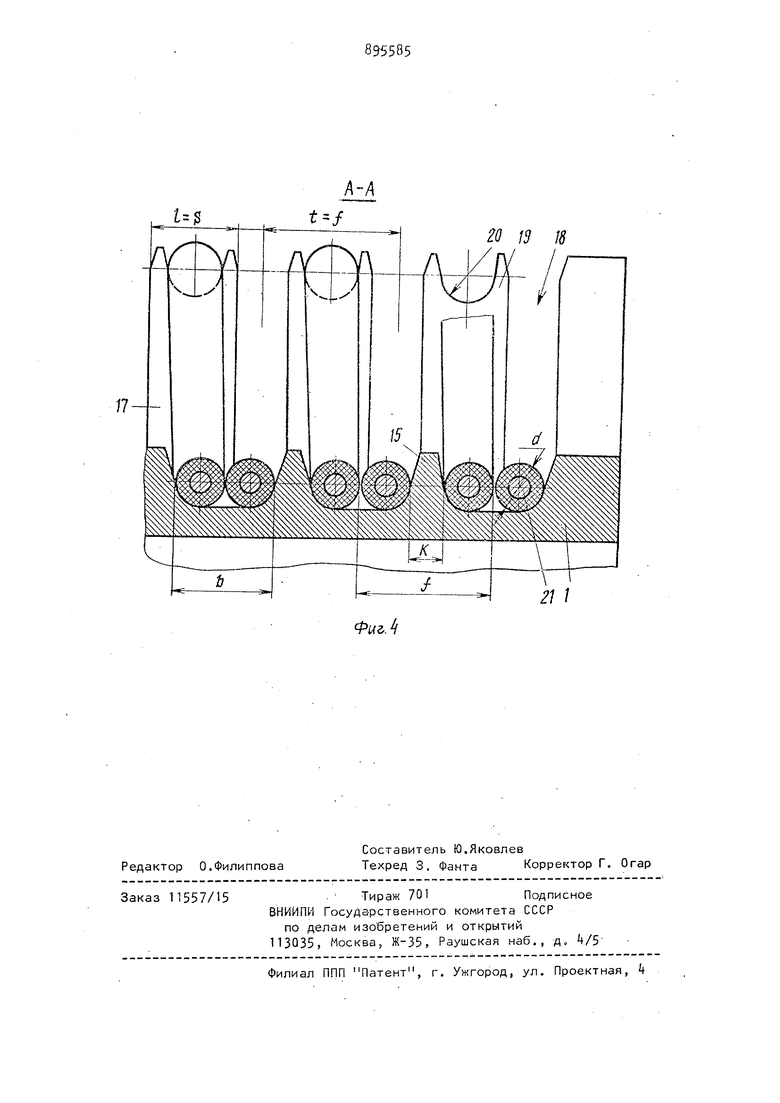
Изобретение относится к оборудованию для шинной промышленности и предназначено для изготовления борто вых колец покрь1шек из обрезанной оди ночной проволоки, например для изго товления колец к крылью покрышек типа Р. Известен станок для изготовления бортовых колец, содержащий соста ной шаблон на навивочной головке и м ханизм з,ахвата проволоки l J. Недостаток известного технического решения в том, что его производительность невелика. Известен станок для изготовления бортовых колец, содержащий смонтированные на станине и кинематически связанные между собой механизм подачи, укладчик, механизм резки и приводную навивочную головку с шаблоном 2. Недостаток известного технического решения в том, что его производительность ограничена. Наиболее близким по своей техничес .кой сути является станок для изготовления бортовых колец, содержащий смонтированные на станине и кинематически связанные между собой укладчик, режущее устройство и навивочную головку, имеющую составной шаблон с канавкой на рабочей поверхности 3J. Недостаток известного технического решения в том, что его производительность ограничена.. Целью изобретения является повышение производительности.. Указанная цель достигается тем, что станок для изготовления бортовых колец, содержащий смонтированные на станине и кинематически связанные между собой укладчик, режущее устройство и навивочную головку, имеющую составной шаблон с канавкой на рабочей поверхности, имеет делительную гребенку, режущее устройство, установленные на каретке укладчика, привод которого выполнен о чиде пары вш-гг-гаГио, а канавка на поверхности шаблона выполнена ви |товой и состоит из нескольких равномерно расположенных одновитковых винтовых канааок, которые соединены между собой пазом, при этом делительная гребенка имеет рав номерно расположенные вертикальные прорези и установлена в пазу так, что ее гребни выступают над рабочей поверхностью шаблона с возможностью взаимодействия с режущим устройством, На фиг. 1 изображен станок для изготовления бортовых колец, вид сбо ку; на фиг. 2 - наружная поверхност шаблона; на фиг. 3 наружная поверх ность шаблона с делительной гребенк и навитой проволокой для двухвитковых колецj на фиг. 4 - разрез А-А на фиг. Станок для изготовления бортовых колец содержит секторный шаблон 1, консольно установленный на валу 2, соединенном муфтой сцепления 3 с пр водным валом 4. На валу 4 установлен шкив 5 связанный клиноременной передачей 6 с приводом 7. с регулируемой скорос тью вращения. Вал Ч кинематически связан цепной передачей 8 с винтом укладчика, включающего каретку 10, установленную на маточной гайке 1 1 винта 9-с возмо 1 ностью псреме11,1ения по нaпpaвJlяюlдим 12, Каретка 10 снаб жена направляющими роли1-:ами 13 Л-пя укладки проволоки о На наружной поверхности шаблона 1 имеется винтовая канавка, образованная несколькими равномерно с шагом f расположенными одновитко выми канавками 14 с шагом S винтово линии и с перегородками 15 между ними. При этом f b + К J Г. d - 0,5 К, где Ь ширина вин товой канавки Il, причем Ъ И с/ где h - количество проволок по ширине кольца, d диаме,тр проволоки,R- ширина перегородки 1 5 . Канавки 14 соединены между собой поперечным пазом 16, образованным между секторами шаблона 1. Количест во винтовых канавок Т4 соответствует количеству навивочных колец за один рабочий цикл станка. В углублении поперечного паза 16 установлена делительная гребенка 17 представляющая собой поперечную планку с равномерно с шагом t рас54положенными вертикальными прорезами 18 и выступами-гребнями 19, при этом . Гребни-выступы 19 делительной гребенки Г/ выступают над наружной поверхностью шаблона 1, при этом ширина В выступа 19 равна шагу S. Делительная гребенка .17 установлена относительно винтовой канавки таким образом, что центр выступа 19 совпадает с серединой шага S, отсчи танногр по центрам перегородок 15 мен(° ду канавками 14. Выступы 19 снабжены углублениями 20 для укладывания проволоки 21, Для надежкюй укгадк/; провог оки 21 боковые стенки винтовых канавок 14 и прорезей 18 гребенки 17 имеют скос. Скорость перемещения каретки 10 определяется следующей зависимостью К i - d + - , п где Т шаг перемещения каретки 10, т,е, путь, про.йденный кареткой за один оборот шаблона. Шаблон снабжен Пгззом 22. На каретке 10 установлено режущее устройство с дисковь м, ножом 23, расположеннь1М на рычагз 24, шарнирно установленном в tcopnyce 25. закрепленном на каретке 10 соосно двигателю 2б. Дви-;гатель 26 соединен с дисковым иском 23 кл1-1нореме1-)ной передачей 27. Рычаг 2ч соединен с пневм,оц1-1линдром 28, На раме 29 станка закреплены два тормоза, выполненные в виде пневмоцилиндров 30, на штоках которых расположены ролики 31, взаимодействующие с пазок на наружной поверхности муфты 3 или шкива 5. Станок работает следующим образом. Конец одиночной проволоки 21 пропускают через направляющие ролики 13 и вставляют в лаз 22 шаблона 1. При обрабатывании тормозов 30 валы 2 и 4 рг)стормаживаются и приводятся во вращение приводом 7. При вращении винта 9 перемещается по направляющим 12 каретка 10 укладчика, укладывая проволоку 21 на вращающийся шаблон 1 по ходу винтовой канавки в следующей последовательности . В канавке 14 проволока 21 навивается виток к витку в кольцо в соответствии со спецификацией. Затем проволока поступает в углубление 20 гре ня-выступа 19 делительной гребенки 1 и через паз 18 гребенки поступает в следующую канавку I, где навивается следующее кольцо. При этом коль ца разделяются перегородкой 15 между канавками . Этот процесснавивк колец продолжается до тех пор, пока не Будут заполнены все канавки 14 расположенные по ширине шаблона, Привод 7 выключают, срабатывают тормоза 30 обеспечивая точный останов Шаблона 1 и каретки 10, После останова производят расцепление валов k и 2 при помощи муфты 3 при этом вал 4 растормаживается. При включении двигателя 2б наминает вращаться нож 23, одновременно опускаясь с помощью рычага 24 под действием пневмоцилиндра 28. Затем включается привод 2 на высокой скорости в направлении, обратном первоначальному, так что каретка 10 с ножом 23 начинает перемещаться в направлении, обратном направлению ук- 25 вой яадки проволоки, и разрезает проволоку 21, находящуюся на выступах 19 гребенки 17. В результате получается несколько колец по числу канавок 14. В то время как каретка 10 перемес тится в исходное положение, выключают привод 7 и двигатель 2б и тормозом 30 обеспечивают точный останов каретки, тормозя вал 4. Затем сцепляют валы 2 и 4 с помощью муфты 3 и пневмоцилиндром 28 поднимают рычаг 24 с ножом 23. Шаблон складывают и снимают кольца. Рабочий цикл станка закончен. Данный станок имеет большую произ водительность, так как позволяет изготавливать за один рабочий цикл нес колько бортовых колец. При этом увеличение времени рабочего цикла станка позволяет комплектовать кольцедела - тельный агрегат несколькими одновременно работающими намоточными станками, обслуживаемыми одиним рабочим. Формула изобретения Станок для изготовления бортовых колец, содержащий смонтированные на станине и кинематически связанные между собой укладчик, режущее устройство и навивочную головку, имеющую составной шаблон с канавкой на рабочей поверхности, о т л ичающийся тем, что, с цели- 0 повышения производительности, он делительную гребенку, режущее устройство, установленное на каретке укладчика, привод которого выполнен в виде пары винт-гайка, а канавка на поверхности шаблона выполнена винтои состоит из нескольких равномерно расположенных одновитковых винтовых канавок, которые соединены между собой пазом, при этомделительная гребенка имеет равномерно расположенные вертикальные прорези и установлена в пазу, так что ее гребни выступают над рабочей поверхностью шаблона с возможностью взаимодействия с режущим устройством. Источники информации принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 663604, кл. В 21 F 37/00, 1977. 2.Патент Франции.№ 2220396, кл. В 60 С 15/00, 1973. 3.Патент Англии № 1330 146, кл. В 21 F 37/00, 1970 (прототип).
У
п-
w&.4
