1
Изобретение относится к автоматической загрузке рабочих машин.
Известны устройства для поштучной подачи деталей с буртом с вертикально направленным сквозным каналом для подаваемых деталей и двух параллельных возвратно-поступательно перемещаемых отсекающего и ориентирующего щиберов.
Цель изобретения - обеспечить поштучную подачу деталей сложной формы.
Это достигается тем, что отсекающий шибер выполнен ступенчатым и снабжен обеспечивающими свободное перемещение деталей сквозными пазами, меньшими бурта детали, переходящими на противоположных концах верхней и нижней ступеней в одинаковые пазы, большие бурта детали. Ориентирующий шибер, выполненный высотой меньще длины детали и совместно перемещаемый с отсекающим щибером, снабжен сквозным пазом, меньшим бурта детали, переходящим на конце в сквозной паз, больший бурта детали. Вертикально направленный сквозной канал для подаваемых деталей в средней части смещен относительно его участков входа и выхода.
Кроме того, отсекающий шибер выполнен из двух сочлененных взаимно подпружиненных частей. Ориентирующий шибер снабжен со стороны сквозного паза, большего бурта дета;jH, выступающим вниз элементом, образующим одну из стенок выходного участка канала для подаваемых деталей.
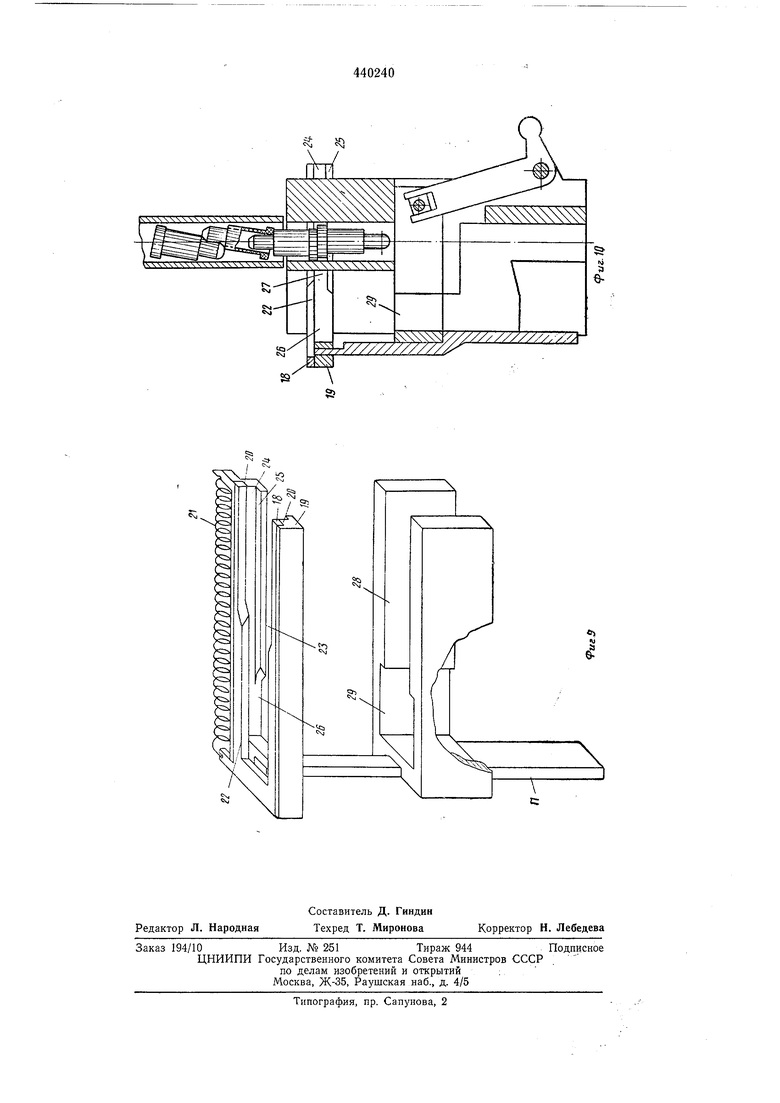
На фиг. 1 изображено устройство для поштучной выдачи деталей с буртом; продольный разрез; на фиг. 2 - разрез цо А-А на фиг. 1 (рычаг удален); на фиг. 3 - разрез по Б-Б на фиг. 1 (рычаг удален); на фиг. 4-сечение по В-В на фиг. 1; на фиг. 5 - сечение по Г-Г на фиг. 1; на фиг. 6-сечение по Д-Д на фиг. 1; на фиг. 7-сечение по Е-Е на фиг. 1; на фиг. 8-сечение по на фиг. 1; на фиг. 9 - шиберный механизм; на фиг. 10 - устройство с загруженными деталями.
В корпусе 1 устройства выполнен проходящий сверху вниз канал .2, пропускающий детали в вертикальном полол ении. Входной участок 3 этого канала смещен относительно выходного участка 4.
Участок 4 зигзагообразный и под его горизонтальным отрезком, имеющим небольшой подъем 5, в корпусе выполнен сквозной паз 6, ширина которого меньше диаметра бурта деталей.
В направляющих 7 и 8 корпуса размещен с возможностью возвратно-поступательного перемещения шиберной механизм, состоящий из щибера-разделителя 9 и шибера-ориентатора
10.Шиберы 9 и 10 жестко соединены планкой
11,нижний конец которой образует стенку выходного участка 4 канала 2.
В корпусе 1 под ишбером-ориентатором выполнен идущий от входного участка 3 к выходному участку 4 сквозной уже бурта деталей наз 12, на одном конце которого имеется сквозное шнре бурта деталей уширение 13, совмещенное с выходным участком 4 канала 2. На оси 14, жестко закренленной в корпусе, установлен с возможностью качания двунлочий рычаг 15, плечо 16 которого шарнирно соединено с щибером 10, а нлечо приводным органом (на чертеже не показан).
Шибер-разделитель 9 сочленен из планок 18 и 19. Планка 18 размещена в направляющих 20 планки 19 с возможностью продольного перемещения. Планки 18 и 19 соединены пружиной 21. Планка 18 имеет продольный сквозной уже бурта деталей паз 22, на конце которого выполнено сквозное шире бурта деталей уширение 23.
Планка 19 имеет несквозной щире-бурта деталей паз 24 и размещенный нод ним сквозной уже бурта деталей, паз 25 с ущирением 26. Таким образом, пазы 22, 24 и 25 образуют паз 27 крестовидного сечения, который соединяет ущирение 23 паза 22 с ущирением 26 паза 25.
Шибер-ориентатор 10 выполнен в виде планки, высота которой меньще длины деталей. В планке имеется продольный уже бурта деталей сквозной паз 28, на конце которого под ущирением 26 щнбера-ориентатора 9 выполнено сквозное щире бурта деталей ущирение 29.
Описанное устройство может быть установлено, например, в роторном питателе мащины для сборки клапанов эрозольных упаковок, где эти устройства являются рабочими позиднями ротора.
Устройство для пощтучной подачи деталей работает следующим образом. В начальный момент детали, расположенные в воронке (см. фиг. 10), не проходят в канал 2 и удерживаются планкой 19. Первая по ходу деталь расположена буртом вверх (сориентированная правильно) в пазах 24 и 25 щибера 9, следующая деталь - буртом вниз.
Отделение первой детали от потока в этом случае осуществляется следующим образом. Под действием привода двуплечий рычаг 15 отводит шиберы 9 и 10 вправо.
При этом правильно сориентированная деталь проходит по крестовидному пазу к ущирению 26 и через это ущирение - в канал 2 и в ущирение 29 щибера 10 до упора в паз 12, который уже бурта деталей.
Вторая (неправильно сориентированная) деталь своим буртом входит в уширение 23 планки 18 щибера 9, прижимается планкой 18 (так как паз 22 уже бурта деталей) к стенке канала 2 и, благодаря пружине 21, соединяющей планки 18 и 19, удерживается в этом положении, не препятствуя движению планки 19 вправо.
Далее щиберы 9 и 10 возвращаются в исходное положение. При этом первая деталь, толкаемая стенками паза 28 (который уже бурта деталей), перемещается к ущирелию 13
паза 12, через пего попадает в выходной участок 4 канала 2 и задерживается на его горизонтальном отрезке стенками ;таза 6. Подъем 5 не позволяет детали самопроизвольно переместиться к вертикальному отрезку выходного участка 4 п придает детали устойчивое положение, благодаря чему сохраняется ее пра вильная ор1 епта11,ия. Вторая деталь освобождается н размеп1,ается своим буртом в пазу 24 щибера 9, опираясь на стенки паза 25.
При следующем ходе щиберов 9 и 10 вправо первая деталь планкой 11 перемещается к выходному вертикальному отрезку выходного участка 4 канала 2; вторая деталь через паз и ущирение 26 выходит из шибера-разделителя 9 (буртом вниз) в капал 2, затем в ущирение 29 щибера 10 и задерживается стенками паза 12. Следующая за ней (третья) деталь удерживается от дальнейщего движения стенками паза 22 планки 18, которая в этом случае перемещается совместно с планкой 19.
При последующем ходе шиберов 9 и 10 влево вторая деталь перемещается щи бером 10 к выходному участку 4 канала 2, но, так как длина деталей больще, чем высота щибера 10, она своим концом задевает за стенку входного участка 3, опрокидывается и занимает правильное положение буртом вверх. Далее деталь проходит через ущирение 13 паза 12 в выходной участок 4 капала 2 и задерживается на его горизонтальном отрезке стенками паза 6, сохраняя с помощью подъема 5 устойчивое положение. Третья деталь входит в паз 24 шибера 9 и удерживается от дальнейщего перемещения стенками паза 25.
Далее вторая деталь так же, как и первая, планкой 1 перемещается в вертикальный отрезок выходного участка 4.
Таким образом, детали поочередно отделяются от потока, ориентируются буртом вверх (если их ориентация неправильна) и выдаются в приемное устройство.
Предмет изобретения
1. Устройство для пощтучной подачи деталей с буртом с вертикально направлепным сквозным каналом для подаваемых деталей и двух параллельных возвратно-поступательно перемещаемых отсекающего и ориентирующего щиберов, отличающееся тем, что, с целью пощтучной ориентированной выдачи деталей, отсекающий щибер выполнен ступенчатым и в нем выполнены сквозные пазы для обеспечения свободного перемещения деталей, меньщие бурта детали, переходящие на противоположных копцах верхней и нижней ступеней в одинаковые пазы, большие бурта де тали; а ориентирующий прибор выполнен высотой меньше длины детали с возмо/кностью совместного перемещения с отсекающим шибером и со сквозным пазом, меньщим бурта детали, переходящим па конце в сквозной паз, больший бурта детали, причем канал для по-.
даваемых деталей в средней части смещен относительно его участков входа и выхода.
2. Устройство по п. 1, отличающееся тем, что отсекающий шибер выполнен из двух сочлененных взаимно подпружиненных частей.
3. Устройство по пп. 1 и 2, отличающеес я тем, что ориентирующий щибер снабжен со стороны сквозного паза, большего бурта детали, выступающим вниз элементом, образующим одну из стенок выходного участка канала для подаваемых деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной подачи деталей при комплектовании их с базовыми деталями | 1973 |
|
SU485855A1 |
| Ориентирующее устройство | 1988 |
|
SU1593906A1 |
| Загрузочное устройство | 1982 |
|
SU1077757A1 |
| Устройство для разгрузки цилиндрических деталей из бункера | 1974 |
|
SU547382A1 |
| ОРИЕНТИРУЮЩИЙ ЛОТОК К ВИБРАЦИОННЫМ | 1970 |
|
SU268867A1 |
| Устройство для сборки деталей | 1981 |
|
SU921761A1 |
| Загрузочное устройство | 1981 |
|
SU952525A1 |
| Загрузочно-разгрузочное устройство | 1985 |
|
SU1313636A1 |
| Устройство вторичной ориентации деталей типа колпачков | 1985 |
|
SU1291358A1 |
| Сборочный пресс | 1985 |
|
SU1269964A1 |

,д1.,Л
5 S
JTTL
5
с
