(54) УСТРОЙСТВО ДЛЯ СБОРКИ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный сборочный автомат | 1981 |
|
SU921760A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для сборки базовой детали с комплектующей | 1986 |
|
SU1411120A1 |
| Устройство для отделения заготовки от стопы и подачи ее в зону обработки | 1982 |
|
SU1123780A1 |
| СТ.А.КОК ДЛЯ КОЛШЛЕКТАЦКИ ТОКОЕЕДУЩ.ЕЙ СКОБЫ С ВИНТОВОЙ ПАРОК | 1971 |
|
SU291270A1 |
| АВТОМАТ ДЛЯ СБОРКИ | 1992 |
|
RU2005586C1 |
| Способ установки комплекта уплотнительных колец и устройство для его осуществления | 1990 |
|
SU1779524A1 |
| Устройство для подачи и сборки стержневыхдЕТАлЕй | 1980 |
|
SU827288A1 |
| Устройство для сборки профилированных деталей с планками | 1980 |
|
SU942923A1 |
| Устройство для поштучной подачи деталей с буртом | 1972 |
|
SU440240A1 |
1
Изобретение относится к приборостроению, а и.менно к сборочны.м устройствам, и касается устройства для сборки корпуса терморегулятора с фиксирующей планкой.
Известно устройство для сборки деталей, содержапдее установочный узел с самоцентрирующимся захватом, расположенным на упругой подвеске, и узел подачи комплектуемой детали 1.
К недостатку известного устройства следует отнести ненадежность процесса сборки, так как в нем не обеспечивается ориентация подаваемой в захват комплектуемой детали.
Цель изобретения - повыщение надежности процесса сборки за счет повыщения точности взаимной ориентации комплектуемых деталей, а также повыщение производительности.
Указанная цель достигается тем, что устройство снабжено ориентирующи.м узлом, выполненным в виде упора и жестко связанного с ним щибером, а захват выполнен в виде двух подпружиненных планок, расположенных в дополнительно выполненных пазах подвески, причем плибер ориентирующего устройства и ось захвата расположены в одной п юскост.ч.
Кроме того, захват снабжен опорным эле-ментом, выполненным сферическим.
Причем на подвсске вьпюлнсн
СО СКОСО.М.
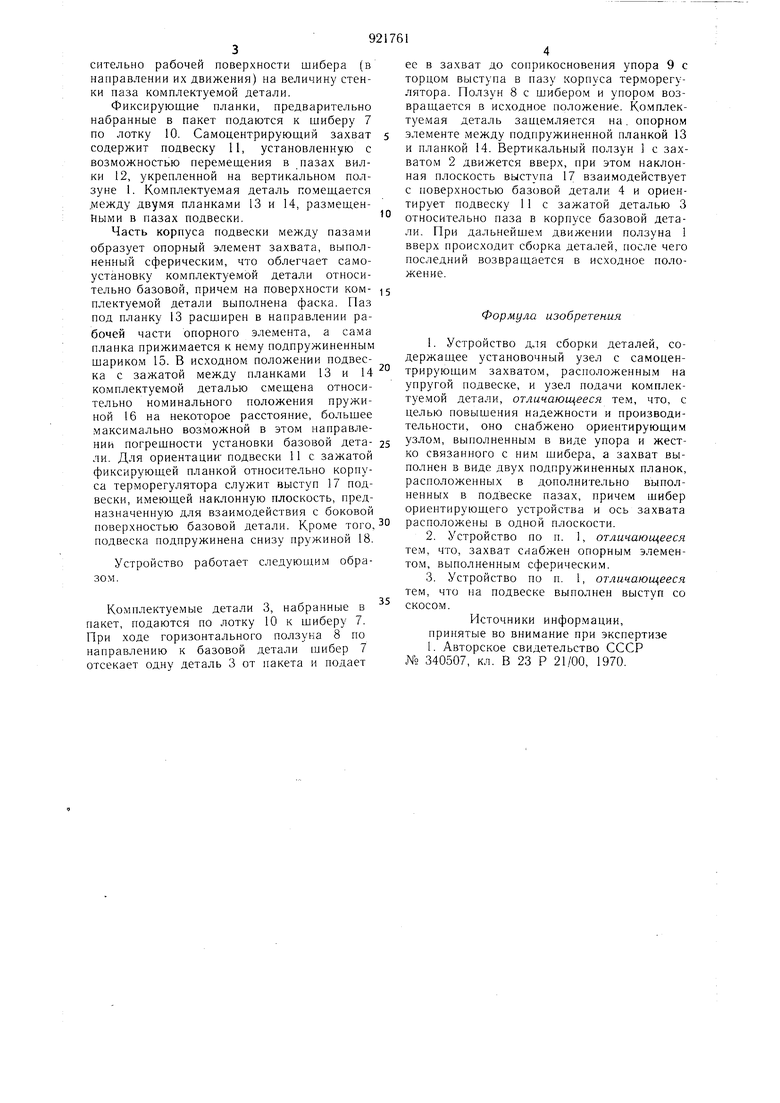
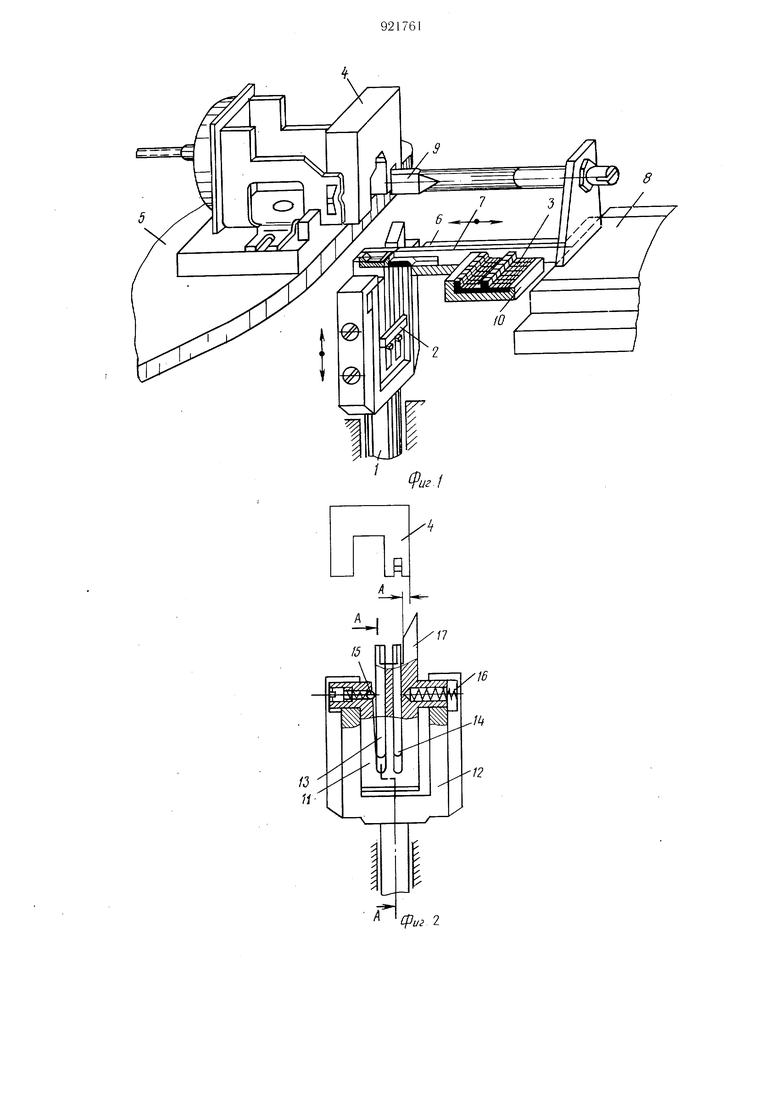
На фиг. 1 изображено пред.пагаемое устройство для сборки, общий вид; на фиг. 2 захват, разрез; на фиг. 3 - разрез А-А на фиг. 2.
10Устройство и.меет вертикальный ползун 1
с самоцентрирующим захватом 2 для комплектуе.мой детали 3 (фиксирующей п,:1анки). 13азовая деталь (корпус терморегулятора) 4 устанавливается в нриспособ.1ении спутнике, расположенном на новоротном столе 5. В захват 2 фиксирующая нланка подается по направляюнгему .ютку 6 шибером 7, укрепленным на ползуне 8. Выступ последнего снабжен регу.чируемым упором 9, расположенным таким образом, что
20 при движении полз па 8 в направле1П1и базовой детали 3 он входит в паз корпус. терморегулятора, предназначенный для установки фиксируюпхей планк. При этом рабочая поверхность упора смещена относительно рабочей поверхности шибера (в направлении их движения) на величину стенки паза комплектуемой детали. Фиксирующие планки, предварительно набранные в пакет подаются к шиберу 7 по лотку 10. Самоцентрирующий захват содержит подвеску 11, установленную с возможностью перемещения в пазах вилки 12, укрепленной на вертикальном ползуне 1. Комплектуемая деталь помещается .между двумя планками 13 и 14, размещенными в пазах подвески. Часть корпуса подвески между пазами образует опорный элемент захвата, выполненный сферическим, что облегчает садмоустановку комплектуемой детали относительно базовой, причем на поверхности комплектуемой детали выполнена фаска. Паз под планку 13 расширен в направлении рабочей части опорного элемента, а сама планка прижимается к нему подпружиненным щариком 15. В исходном положении подвеска с зажатой между планками 13 и 14 комплектуемой деталью смещена относительно номинального положения пружиной 16 на некоторое расстояние, большее максимально возможной в этом направлении погрешности установки базовой детали. Для ориентации- подвески 11 с зажатой фиксирующей планкой относительно корпуса терморегулятора служит выступ 17 подвески, имеющей наклонную плоскость, предназначенную для взаимодействия с боковой поверхностью базовой детали. Кроме того, подвеска подпружинена снизу пружиной 18. Устройство работает следующим обраКомплектуемые детали 3, набранные в пакет, подаются по лотку 10 к шиберу 7. При ходе горизонтального ползуна 8 по направлению к базовой детали щибер 7 отсекает ОДНУ деталь 3 от пакета и подает ее в захват до соприкосновения упора 9 с торцом выступа в пазу корпуса терморегулятора. Ползун 8 с шибером и упором возвращается в исходное положение. Комплектуе.мая деталь защемляется на. опорном элементе между подпружиненной планкой 13 и планкой 4. Вертикальный ползун 1 с захватом 2 движется вверх, при этом наклонная плоскость выступа 17 взаимодействует с поверхностью базовой детали 4 и ориентирует подвеску 11 с зажатой деталью 3 относительно паза в корпусе базовой детали. При дальнейшем движении ползуна 1 вверх происходит сборка деталей, после чего последний возвращается в исходное положение. Формула изобретения 1. Устройство для сборки деталей, содержащее установочный узел с самоцентрирующим захватом, расположенным на упругой подвеске, и узел подачи комплектуемой детали, отличающееся тем, что, с целью повыщения надежности и производительности, оно снабжено ориентирующим Узлом, выполненным в виде упора и жестко связанного с ним шибера, а захват выполнен в виде двух подпружиненных планок, расположенных в дополнительно выполненных в подвеске пазах, причем шибер ориентирующего устройства и ось захвата расположены в одной плоскости. 2.Устройство по п. 1, отличающееся тем, что, захват снабжен опорным элементом, выполненным сферическим. 3.Устройство по п. 1, отличающееся тем, что на подвеске выполнен выступ со скосом. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 340507, кл. В 23 Р 21/00, 1970.
f3 Н
/
И
I
l|JU
12 //////////, У//////Л Фиг. 5
