1
Изобретение относится к оборудованию централизованных систем густой смазки и предназначено для использования в конвейерах для смазки шарниров цепей.
Известны устройства, в которых смазка к головкам подается через распределитель, имеющий притертые поверхности, постоянно скользящие одна относительно другой в результате вращения вала звездочек. Работоспособность такого распределителя недостаточна вследствие износа трущихся поверхно.стей и появления утечек смазки.
Для привода смазочных головок в них применен кулачковый механизм, кулачок которого иеремещается от гидропривода.
Эти устройства, кроме того, имеют сложную и громоздкую конструкцию.
Целью изобретения является осуществление более надежного автоматического смазывания шарниров цепей конвейеров.
Это достигается тем, что в предлагаемом устройстве сжатый воздух в порщпевые полости цилиндров смазочных головок подводится от воздухораспределителей, управляемых датчиками, через шарнирную муфту, а давление густой смазки поддерживается в необходимых пределах напорным золотником, соединенным с одной стороны с нагнетательным трубопроводом, с другой - с резервуаром автоматической станции. Экраны датчиков укреилепы
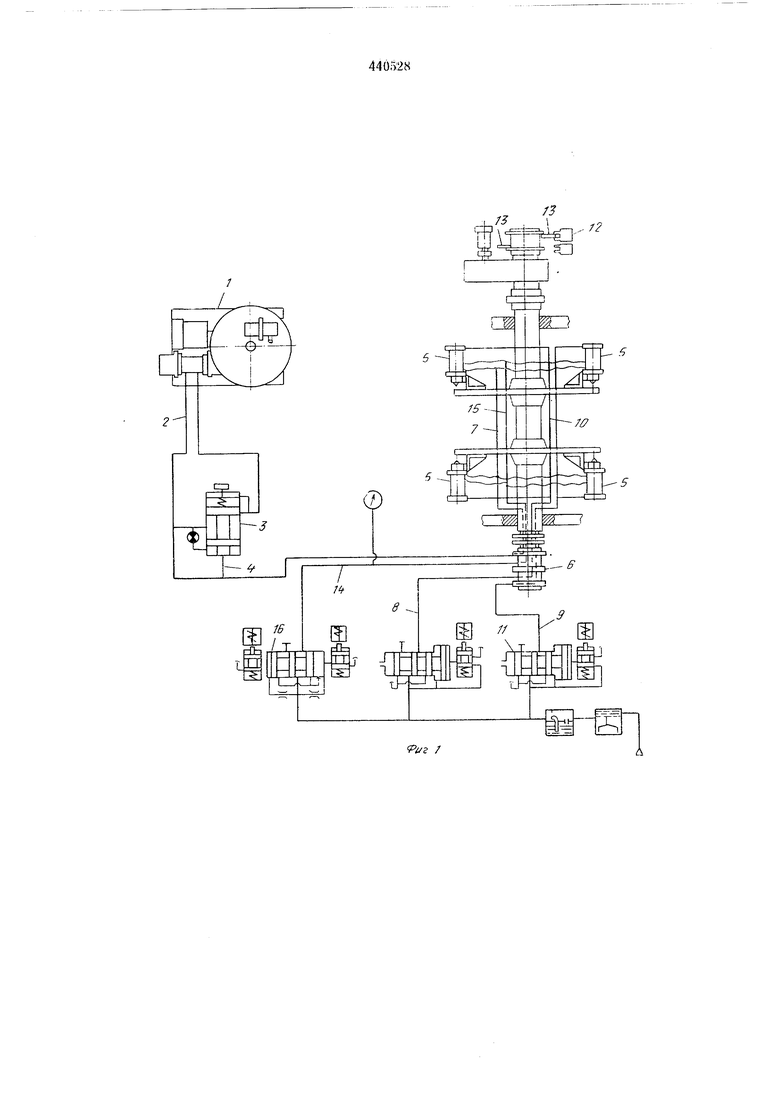
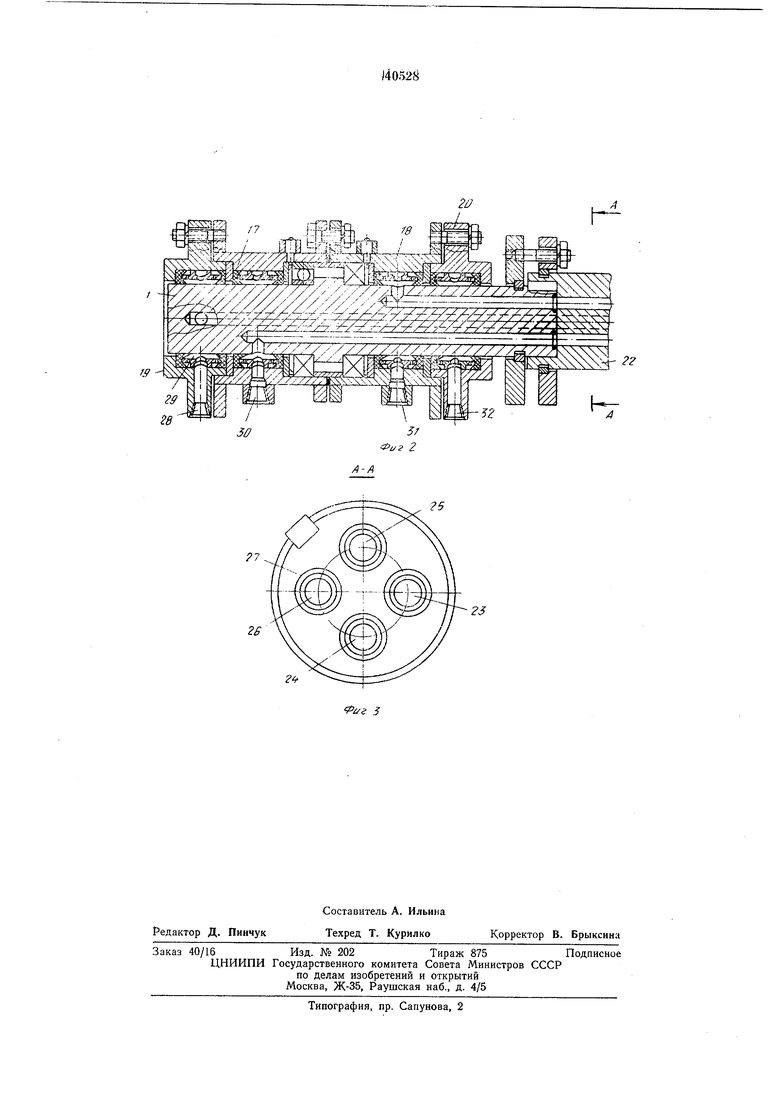
на валу звездочек. Быстродействие напорного золотника обеспечивается дополнительным соединением полости под торцом золотника с нагнетательным трубопроводом. Надежность работы устройства увеличивается- за счет применения бесконтактных датчиков, а также шарнирной муфты, в которой отсутствуют притертые поверхности деталей, а необходимая долговечность уплотнений каналов достигается тем, что последние в промежутках между операциями смазывания шарниров цепей контактируются с осью, вращающейся с валом звездочек, при снятом давлении сжатого воздуха и смазки. На фиг. 1 схематически изображено описываемое устройство, общий вид; на фиг. 2 - шарнирная муфта в разрезе; на фиг. 3 - разрез но А-А на фиг. 2 (по валу звездочек). Смазка от автоматической станции 1 подается в систему по нагнетательному трубопроводу 2, на котором установлен напорный золотник 3, поддерживающий давление смазки в необходимых пределах. Для обеспечения надлежащего быстродействия напорного золотника полость под торцом золотника дополнительно соединена трубопроводом 4 с нагнетательной магистралью. В шарниры цепей смазку выдавливают установленные на звездочках смазочные головки 5 со встроенными пневмоцилиндрами.
Необходимая для выдавливания в шарнир цени порция смазки накаиливается в камере головки.
Смазка поступает в головки через шарнирную муфту 6, присоединенную к валу звез дочек, и трубоироводы 7. Воздух в поршневые полости цилиндров смазочных головок поступает также через шарнирную муфту но трубопроводам 8, 9, 10 от воздухорасиределителей 11, управляемых датчиками 12, экраны 13 которых укреплены на валу.
В штоковые полости цилиндров для возврата наконечников головок в исходное положение сжатый воздух поступает через шарнирную муфту и трубопроводы 14 и 15.
Воздухораспределитель 16 предназначается для нодключения штоковых нолостей цилиндров головок к магистрали сжатого воздуха перед началом процесса смазывания и отключения сжатого воздуха после окончания смазывания шарниров цепей конвейера.
Корнус шарнирной муфты (фиг. 2) состоит из соединенных между собой гильз 17 и 18, закрытых с двух сторон крышками 19 и 20. Внутри корпуса находится ось 21, жестко соединенная с валом 2 звездочки.
В оси выполнено четыре продольных канала (фиг. 2 и 3) 23, 24, 25 и 26, которые герметично стыкуются с соответствуюшими каналами вала звездочки с номошью резиновых колец 27.
Ось вместе с валом звездочки врашается, а корпус муфты неподвижен.
Канал 23 постоянно соединен с входным каналом 28 через целость 29. Через соответствующие полости остальные каналы соединены с соответствующими входными каналами, т. е. канал 24 с входным каналом 30, канал 25 -с 31 и 26 -с 32.
Работа устройства рассматривается применительно к паре головок 5.
Через определенный промежуток времени подается команда воздухораспределителю 16, и сжатый воздух поступает в штоковые иолости пневмоцилиндров смазочных головок, которые находятся постоянно под давлением в процессе смазывания всех шарниров конвейера. Одновременно включается автоматическая станция 1, и смазка нагнетается в смазочные головки. В случае повышения давления смазки напорный золотник 3 сбрасывает излишки смазки в резервуар станции 1.
Когда в штоковых полостях пневмоцнлиндров смазочных головок давление воздуха достигнет необходимой величины, подается напряжение на датчики 12. С этого момента начинается процесс смазывания шарниров цепей конвейера.
Экран 13 датчика 12 ориентирован относительно пары смазочных головок 5 таким образом, что после того, как катки цепей войдут в зацепление с зубьями звездочек и провернутся, например, на угол 10° от вертикаль К)Г1 плоскости, датчиком подается команда на .включение воздухораспределителя 11, и сжатый воздух иосту 1аст в иорипювыс полости цилиндров смазочных головок.
Наконечники головок герметично сцепляются с осями шарниров цепей, и во время совместного проворота смазка выдавливается в шарниры. Перед выходом катка цепи из зацепления со звездочкой датчик отключает воздухораспределитель, сжатый воздух из поршневых полостей цилиндров выходит в атмосферу и наконечники смазочных головок возвращаются в исходное положение, так как штоковые иолости постоянно находятся под давлением сжатого воздуха. Затем цикл повторяется.
Нроцесс смазывания шарниров цепей другой парой смазочных головок аналогичен.
По истечении времени, необходимого для смазки всех шарниров конвейера, выключается автоматическая станция 1 и снимается напряжение с датчиков 12 одновременно, а затем переключается воздухораспределитель 16, который соединяет полости цилпндров с атмосферой.
Через определенный промежуток времени цикл смазывания повторяется.
Предмет изобретения
Устройство для смазки шарниров цепей конвейеров, наиример, консистентной смазкой, выдавливаемой под воздействием пневмоцилиндров через установленные на звездочках смазочные головки, в которые смазка от автоматической станции и сжатый воздух поступают через вал звездочек, отличающееся тем, что, с целью управления подачей воздуха в пневмоцилиндры и смазки в смазочные головки, устройство снабжено шарнирной муфтой с каналами, которые соединены с каналами вала звездочек, и нагнетательным трубоцроводом для цодачи смазки, в линии которого установлен наиорный золотник, воздухораспределителями для подачи воздуха в полости пневмоцилиндров, причем воздухораспределитель для подачи воздуха в поршневые полости пневмоцилиндров получает управляющие сигналы от датчиков, установленных вблизи вала звездочек и воспринимающих воздействие укрепленных на валу звездочек пластин.
«/г /
fff
| название | год | авторы | номер документа |
|---|---|---|---|
| СМАЗОЧНАЯ ГОЛОВКА | 1973 |
|
SU407147A1 |
| Автомат для изготовления седлообразных катушек | 1977 |
|
SU736190A1 |
| УСТРОЙСТВО РОТОРНОГО ТИПА для ВУЛКАНИЗАЦИИ РЕЗИНОВЫХ И АСБЕСТО-РЕЗИНОВЫХ ИЗДЕЛИЙ | 1965 |
|
SU173918A1 |
| УСТРОЙСТВО ДЛЯ СМАЗКИ ШАРНИРОВ ЦЕНЕЙ КОНВЕЙЕРОВ | 1968 |
|
SU220830A1 |
| УСТРОЙСТВО ДЛЯ СМАЗКИ ШАРНИРОВ ТЯГОВЫХЦЕПЕЙ | 1969 |
|
SU433077A1 |
| Смазочно-заправочная станция | 1988 |
|
SU1649209A1 |
| Устройство для смазки шарниров тяговых цепей | 1980 |
|
SU925800A1 |
| СПОСОБ СМАЗКИ ТЕХНОЛОГИЧЕСКОГО ИНСТРУМЕНТА ДЛЯ ВОЛОЧЕНИЯ ПРОФИЛЯ И ТРУБ И СИСТЕМА СМАЗКИ | 2011 |
|
RU2492949C2 |
| УСТРОЙСТВО ДЛЯ ВОДОПОДАЧИ | 1995 |
|
RU2093016C1 |
| Устройство для автоматической смазки штамповочного инструмента | 1978 |
|
SU747583A1 |
г
5
