(54) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СМАЗКИ ШТАМПОВОЧНОГО ИНСТРУМЕНТА Изобретение относится к кузнечнопрессовому машиностроению и предназначено для автоматического нанесения смазочных смесей на штамповочный инструмент. Известно устройство для автоматической смазки штамповочногхэ. инструмента, содержащее бак, снабженный механической мешалкой и золотниковым дозатором, связанные с системой управления l. В известном устройстве дозатор размацен непосредственно в баке со смазоч ной смесью, что позволяет использовать открытый бак {без избыточного давления Известное устройство представляет собой круглый бак, внутри которого в см зочную смесь погружен плоский дозатор состоящий из поворачивающегося диска с отверстиями, сопряженными с двух .сторон с трубопроводами. Стшзу через отверстия по трубопроводам подается сжатый воздух, а через другие отверсти отводится смазочная смесь в распылент ном виде. Для предотвращения оседания нерастворимых осадков бак снабжен мешалкой с электрическим приводом. Распыление смазки сжатым воздухом осуществляется при повороте диска с отверстиями, заполненными смазочной смесью. При совпадении отверстий диска с отверстиями трубопроводов смазочная смесь из отверстий диска выдувается . сжатым воздухом и по трубопроводам в распыленном виде вместе с воздухом поступает в рабочую зону. Поворот диска осуществляется пневмоцилиндром . Описанное устройство имеет много недостатков: -ограниченное количество точек смазки-, -неавтономность управленияГ -невозмохшость работы с механизмом вноса распылителей в рабочую зону. Целью изобретения является увеличение площади смазываемых поверхностей и количества смазки, подаваемой за од1Ю цикл применения устройства.
Поставле шая цель достигается тем, что устройство снабжено установпе шыми на одной оси с дозатором по обе стороны от него многолепестковыми дисками, в одном из которых выполнены отверстия соединенные трубопроводами с соплами, а другой соединен с источником сжатого воздуха.
Кроме того, устройство снабжено установленным в зоне смазываемого инструмента пневмоцилиндром, на котором закреплено сопло.
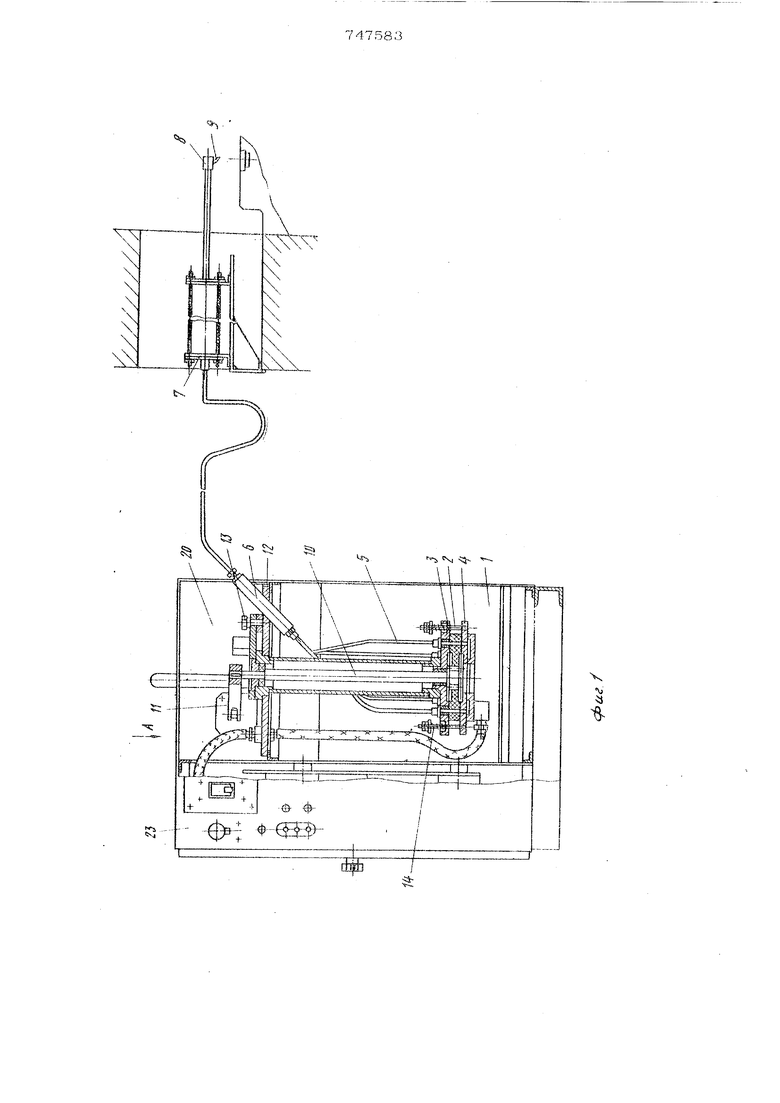
На фиг. 1 изображено устройство для смаз1ш, разрез; па фиг. 2 - мешалка с электроприводом; на фиг. 3 - пневмопривод дозатора; на фиг. 4 - пркппилиальная схема управления.
В корпусе бака 1 находится погруженный в смазочную смесь плоский поворотный дозатор 2 с плотно прилегающими к нему неподвижными подпружиненными многолепестковыми дисками 3 и 4.
В дозаторе 2 имеется ряд сквозных отверстий, которые заполняются смазочной смесью. Заполнению отверстий дозатора способствует многолепестковая конфигурация дисков 3 и 4.
К нижнему диску 4 подводится сжаты воздух, предназначенный для распыления смазочной смеси. От верхнего диска 3 отходит шесть трубок 5 (по количеству лепестков), заканчивающихся в колодке 6 Снаружи от колодки 6 ведется разводка к соплам, установленным в механизме вноса, который представляет собой пневмоцилиндр 7, на щтоке которого закреплена поперечина 8 с соплами 9.
Дозатор соединен через шлицевой вал Юс пневмопилиндром 11, закрепленным на крыите 12 бака. Ход цилиндра ступенчато регулируется поворотным сектором, крепящимся винтом 13. Плотное прилегание деталей 2, 3 и 4 обеспечивается регулируемыми пружипами 14.
Для предотвращения оседания графита в емкости помешена мешалка 15, представляющая собой диск с наваренными с обеих сторон ребрами. Привод мешалки, осуществляется через вал 16 и эластичную муфту 17 от электродвигателя 18, установленного на кронштейне 19.
Движущиеся части, расположенные на крышке 12, закрыты быстросъемным кожухом 2О. Заливка смазочной смеси , производится через горловину 2 1, слив через отверстие с пробкой 22. В отсеке 23 бака располагается пневмоаппаратур системы управления.
I Система управления состоит из узла подготовки (фильтр 24, регулятор давле шя 25, маслорасп1 1литель 26) и управляющей аппаратуры {воздухораспределители. 27 30, трехходовые клапаны , разделительные клапаны 36,37, дроссели 38-41 с обратным клапаном.
Четыре воздухораспределителя являются основой системы управления. Воздухораспределитель 27 включает воздухораспределители 28, 29 и 30. Воздухораспределитель 28 управляет пневмопилиндром 11 подачи смазки. Воздухораспределитель
29попеременно подает сжатый воздух на 5 распыление смазки через дозатор 2 или
на сдув окалины. Воздухораспределитель
30управляет пневмоцил1Шдром 7 механизма вноса смазочных сопел в рабочую
. зону.
QДроссели 38 и 39 с обратным клапаном регул фуют скорость перемещения поршней пневмопилиндра 11, дроссели 40 и 41 регулируют скорость перемещения поршня пнемоцилиндра 7.
5Трехходовые клапаны 31 и 32 выполняют роль пусковой кнопки (смазка )клапан 31 - при работе на автоматическом режиме, когда включение установки осуществляется движущимися частякш ос0 новного оборудования или средствами его автоматизации; клапан 32 закреплен на корпусе установки и предназначен для ручного управления в одиночных ходов.
5Трехходовой клапан 33 при работе с
механизмом вноса, на котором он монтируется, в режиме последовательного вкл}очения дает команду на ход пневмоцилиндра 11 вперед.
0Трехходовой клапан 34 переключает
пневмонилиндр 11 ка обратный ход. Через трехходовой клапан 35 запитываются воздухораспределитель 27 и трехходовой клапан 33, идет команда на пода5 чу сжатого воздуха для окал1П1ы.
Клапаны 34 и 35 монтируются на крышке бака за пределами пиевмопанели. причем клапан 34 закреплен на секторе для регулировки хода пневмошшитщра 1 1. Поэтому при изменении хода последнего дополнительной настройки положения клапана 34 не требуется.
Разделительный клапан 36 передает на воздухораспределитель 28 команды от трехходового клапана 34 или воздухораспределителя 27.
Разделительный клапан 37 предна.з1 ачен для разделения команд: ручной от клапана 32 и автоматической .- от клапана 31. В схему введен кран 42. Он открыт когда смазьшание происходит с одновременным ходом вперед пневмоцилиндр MexaKKSvia вноса; и закрыт, если смазывание производится зо время выс1х я ме ханизма зноса в зоне штамповки. Регулятор давления 43 обеспечивает регулировку давления сжатого воздуха, подаваемого на распыление-смазки. P,i6,jri. У :-Ш;.; V;,: сЬвспечньается следующим образом, При нажатии на V4Jгх ссдовой клапан 32 (или 3.1) сжатый воздух через разделительный клапан 37 поступает к воздухораспределителю 27, пхэреключае егчо и через него - воздухораспределители 28 и 30. Пневмоцидтвдры 11 и 7 одновременно начинают ход зперед, Трахходовой клапан 35 освобождается и воздухораспределитель 29 перек-пючаегся е подачи сжатого воз духа для сдува окалины на подачу последнего для распыления смазки. Происхо дит смазывание и-ютрумента. Оно продопжается в течеяне всего двойного ход пневмоцилиндра 11, который сам себя переклзочает на обратный ход трехходовым клаланом 34 через разделительный клапан 36. Обратный ход пневмоцнлиндра 11 и ход вперед пневмоцилиндра 7 заканчиваются одновременно. В конце обратного хода пневмоцилшщр 11 через трехходовой клапан 35 зозвра11.ает в исходно положение воздухораспределите.г1ь 29 и далее через воздухораспределитель 27 воздухораспределитепь ЗО. Подача воздуха на распыление смазы прекращается,. нач1гаается сдув окалины. Пневмоцилиндр 7 возвращается в исходное положение. С нажатием трехходовых клапанов 32 и 31 ПИ1СЛ повторяется. Установка может работать и без меxamiavia вноса. В этом случае должны быть заглушены отводы к пневмоцилиндру 7 и к клапану 33. Формула изобретения 1.Устройство для автоматической смазки штамповочного инструмента,- содержащее масляный бак с поворотным дозатором, связанным трубопроводом с соплом для.подачи смазтси, систему подачи сжатого воздуха и механическую мешалку, отличают ееся тем, что, с целью увеличения площади смазываемых поверхностей и колидеотва смазки,-подаваемой за один цикл, оно снабжено, установленными на одной оси с дозатором по обе стороны от него многолепестковыми дисками, в одном из которых выполнены отверстия, соединенные трубопроводами с соплами, а другой г соедгшен с источником -сжатого воздуха. 2,Устройство по п. 1, о т л и ч а ющ е е с я тем. что оно снабжено установленным в зоне смазываемого гшструмента пневмошишндром, на котором закреплено сопло. Источн1пси информашш, гфт-шятые во внимание при экспертизе 1. Шнейбер В. М. Акаро И. Л. Кузечно-штамповочное производство, М., ашшюстроение 1977, с. 15О.
V
ъ
Фи22
Ш
OfiaMH
г- ч
Lrn/
26/25 Л
Фиг Л


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической смазки штамповочного инструмента | 1983 |
|
SU1117431A1 |
| Система смазки напольного конвейера | 1990 |
|
SU1797590A3 |
| Устройство для смазки штампов | 1982 |
|
SU1052305A1 |
| Устройство для смазки штампов | 1985 |
|
SU1266629A1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОЧИСТКИ ГОРЯЧИХ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 1971 |
|
SU305935A1 |
| Устройство для смазки штампов | 1979 |
|
SU829288A1 |
| Устройство подготовки смазки для штампов | 1980 |
|
SU1069917A1 |
| Устройство для подачи смазки | 1990 |
|
SU1773542A1 |
| СПОСОБ СМАЗКИ ТЕХНОЛОГИЧЕСКОГО ИНСТРУМЕНТА ДЛЯ ВОЛОЧЕНИЯ ПРОФИЛЯ И ТРУБ И СИСТЕМА СМАЗКИ | 2011 |
|
RU2492949C2 |
| Отрезной механизм | 1984 |
|
SU1296322A1 |