Отливка сравнительно массивных изделий, какими являются поршни, не оправдывает применения технических способов литья под давлением, СТОЯ1ЦИХ дороже, чем кокильное литье со свободным течением, употребляемое до сих пор для такого вида производства. Однако необходимость создания массового производства делает технику, при которой изделия отливаются вручную и каждое в отдельности, недостаточной по объему продукции или слишком дорогой по затратам рабочей силы. С другой стороны, возможности автоматизации и большей производительности, предоставляемые техникой литья под давлением, ограничены стоимостью оборудования необходимостью большой амортизации машин и быстрым износом дорогого оборудования. Износ этот является следствием производства массивных изделий, какими являются
поршни, и хрупкостью элементов
I затвора литейных $орм, применяемых для исполнения внутренних частей этих поршней.
В предлагаемой установке для литья под низким давлением, прайму щвственно поршней в многогнездном кокиле, с целью обеспечения возврата заливаемого металла из литникового канала через металлопровод в заливочное устройство металлопровод расположен в плоскости разъема кокиля, а литниковый канал с питателями расположен под рядом гнезд кокиля, причем в месте соединения металлопровода и литникового канала расположены нагреватели.
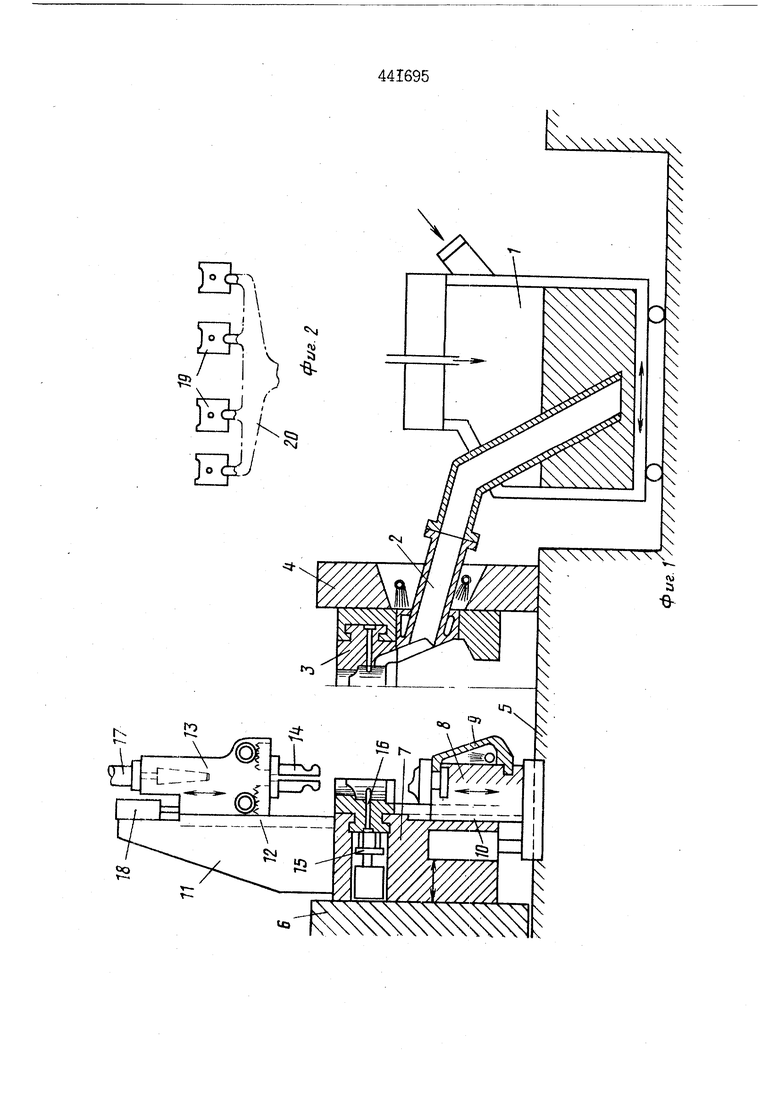
Описываемая установка позволяет выполнить отливку изделий в многогнездном кокиле с применением автоматизации и с большой производительностью, свойственной литью под давлением. Низкое давле|Ние, при котором происходит подача металла, гарантирует меньший явное оборудования, в частности органов раствора и ножей, являющихся элеыбнтами литья полых частай поршня. Эти элементы, представ;1яющие малые массы, окруженные сравнитально большим количеством металла, подвергаются тарлшчаским и механическим эффектам, которые влияют на их износ. Если принять во внимание высокие цены этих элементов со рельефами, продление их долговечности (благодаря применению литья под низким давлением), обеспечивает большую экономию по сраБнению с литьем под давлениегй, Линейное расположение гнезд позволяет группировать механические колшлекты для извлечения изделий из кокиля на общих устойчивых подставках, на которых свободно монтируются механизмы управления двийшнием. Тем самым создается комплект, который может выдержа ть постоянную длительную работу. Кроме того, группировка разборных элементов коки;ш на идентичные ко1;шлекты управления серийного производства позволяет осуществить более простую и экономичную реализацию механизма и увеличить его прочность. Ограничение этих комплектов линь двумя сборными затвора 1Ш, соотватствущш/1И внутренностям двух изделий, предотвращает возможность заедания, которое может быть вызвано тепловым расширением частей во время их работы, и гаран тирузт по;шый цикл при любых темпе ратурах механизма. Установка дает большую эконо1У1ИЮ излишков металла в форме по сравнаншо с классическим литьем самотеком, так как излишек металла оказывается ограниченным лишь пита та лем литниковой системы, соединен11ым с общим литниковым каналом подвода металла. Питатель литниковой системы снабжает непосредствен но самую массивную часть изделия, гарантируя таким образом у прогрес сивноз затвердевание металла. При этом производится неповрежданноа изделие. В случав раскрытия кокиля в вартикальной плоскости и отхода нижпезй части выпад куста изделий в направлении удаляющих органов диподняет полный автоматический цикл устройства, гарантируя больШую регулярность работы. Роль оператора при этом сводится лишь к надзору и регулировке хода работы. На фиг. i изображена предлагаемая установка для литья под низким давлением, общий вид ; на фиг. 2 - куст с четырьмя поршнями отлитый при помощи предлагаемой установки. На фиг. I показана птшвильная печь I с заливочным устройством, выполненным в виде раздаточного тигля и металлопровода 2. С помощью металлопровода заливочное устройство соединяется с элементом неподвижного кокиля 3, связанного с подставкой 4 и со станиной 5. На кокиледержагеле 6, подвижном относительно станины 5, прикреплен элемент кокиля 7 со множеством гнезд. На базе элемента кокиля 7 смонтирован элемент днища 8 кокиля, имеющий множество полостей, которые образуют поверхности головок поршней;к базе присоединены нагреватели 9, образующие литниковый канал. Этот элемент днища 8 подвижен и перемещается вдоль направляющей 10 кокдля 7. Угольник II, смонтированный на верхней части кокиля 7, перемещает по направляющим 12 устройство 13, обеспечивающее автог итический монтаж и демонтаж элементов 14 кокиля. Механизш демонтажа 15, шпилек 16 и управления вытальшватвляьщ изделий расположены внутри кокиля 7, После заполнения металлом кокиля через металлопровод 2 и выдерЖ. КЕ металла в кокиле под давлением в период его кристаллизащи устройство 13 вступает в работу и обеспечивает демонтаж элементов 14 при помощи действия домкрата 17, а затем их отвод вдоль направлящих 12 при ПОМ01ЦИ домкрата 18. Отход подвижного кокиле держателя 6 вдоль станины 5 вызывает открытые кокиля раскрытием элемента кокиля 7 от элемента неподвижного кокиля 3 ; куст изделий при этом остается прикрепленным к элементу кокиля 7 Элемент днища 8 при этом оказывается освобожденным по всей длине направляющей, куст изделий захватывается щипцаь для удаления 1на чертежах не показано) и освобождается от гнезд благодаря отходу шпилек 16 и давлению выталкивателя при помош шханизш 15,
Установка, ооорудованная согласно фиг. I двумя комплектами устройств 13, установленными рядом дйгг с другом, отливает куст с четырьмя изделиями 19, соединенными литниковым каналом 20, которые показаны на фиг. 2. Благодаря предварительному нагреву литникового канала количество заливаемого
металла зависит исключительно от производства плавильной печи.
nPSPET ИЗОБРЕТЕНИЯ Установка для литья под низким давлением, преимущественно поршнеЗ в многогнездном кокиле, содержащая полукоким с вертикальным разъемом, в плоскости которого расположен литниковый канал с питателями, и заливочное устройство с раздаточным тиглем и металлопроводом, отличающаяс я тем, что, с целью обеспечения возврата заливаемого металла из литникового канала через металлопровод в заливочное устройство, металлопровод расположен в плоскости разъема кокиля, а литниковыйканал с питателями расположен под рядом гнезд кокиля, причем в месте соединения металлопровода и ли никового канала расположены нагреватели.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для литья под низким давлением | 1972 |
|
SU424653A1 |
| КОКИЛЬ С ВЕРТИКАЛЬНЫМИ ПЛОСКОСТЯМИ РАЗЪЕМА | 1991 |
|
RU2020038C1 |
| СПОСОБ ЗАЛИВКИ МЕТАЛЛА ПОД НИЗКИМ ДАВЛЕНИЕМ В ПЕСЧАНУЮ ФОРМУ, ПЕСЧАНАЯ ФОРМА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2046692C1 |
| СПОСОБ ЗАЛИВКИ МЕТАЛЛА ПОД НИЗКИМ ДАВЛЕНИЕМ В МНОГОСТУПЕНЧАТУЮ ПЕСЧАНУЮ ФОРМУ, ПЕСЧАНАЯ ФОРМА И УСТАНОВКА ДЛЯ ЕЕ ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2046034C1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| КОКИЛЬ ДЛЯ ПОЛУЧЕНИЯ ПЛОСКИХ ОБРАЗЦОВ | 2003 |
|
RU2260496C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 1991 |
|
RU2048256C1 |
| Устройство для центробежного литья | 1979 |
|
SU854570A1 |
| Двухкокильная машина для литья под низким давлением | 1972 |
|
SU424654A1 |
| СПОСОБ ЗАЛИВКИ МЕТАЛЛОВ С ВЫСОКОЙ ТЕМПЕРАТУРОЙ ПЛАВЛЕНИЯ ПОД НИЗКИМ ДАВЛЕНИЕМ В МНОГОСТУПЕНЧАТУЮ ПЕСЧАНУЮ ФОРМУ, ПЕСЧАНАЯ ФОРМА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2044600C1 |