1
Изобретение относится к области машиностроения и может применяться для соединения в фальц деталей изделий U-образной формы, преимущественно боковин с обечайкой боков стиральных мапин.
Известна установка для соединения в фальц деталей, преимущественно U- образной формы, содержащая станину, колодки для установки изделий, .привод для вращения колодок и подачи изделий и рабочий орган, выполненный в виде поворотной головки с роликами.
Известная установка имеет сложный привод 1-ри1УТОЗДка, занимает значительную производственную площадь. Кроме того, при вращении колодок возникают 3Fia4HTenbi{bie инерционные моменты, для уравновешивания которых требуется сложная система.
Целью изобретения является упрощение конструкции установки, повышение ее производительност обеспечение регули ювок и облегчение смелы изнощенных роликов, а также ноньппение герметичности соединения.
Это достигается тем, что в нрел/1агаемой установке колодка жестко сьязана со станиной, а рабочие )олики установлены с возможностью неремещения относительно нее и смонтированы на звеньях замкнутой и расположенной на звездочка}) цепи, взаимодействующей с копиром, предусмотренным на станине и имеющим форму, соответствующую форме криволинейной части колодки. При этом оси рабочих роликов смонтированы на звеньях замкнутой цепи с возможностью перемещения в вертикальной плоскости. Причем по меньщей мере один из роликов вьшолнен подпружиненным к заготовке и рифленым по образующей.
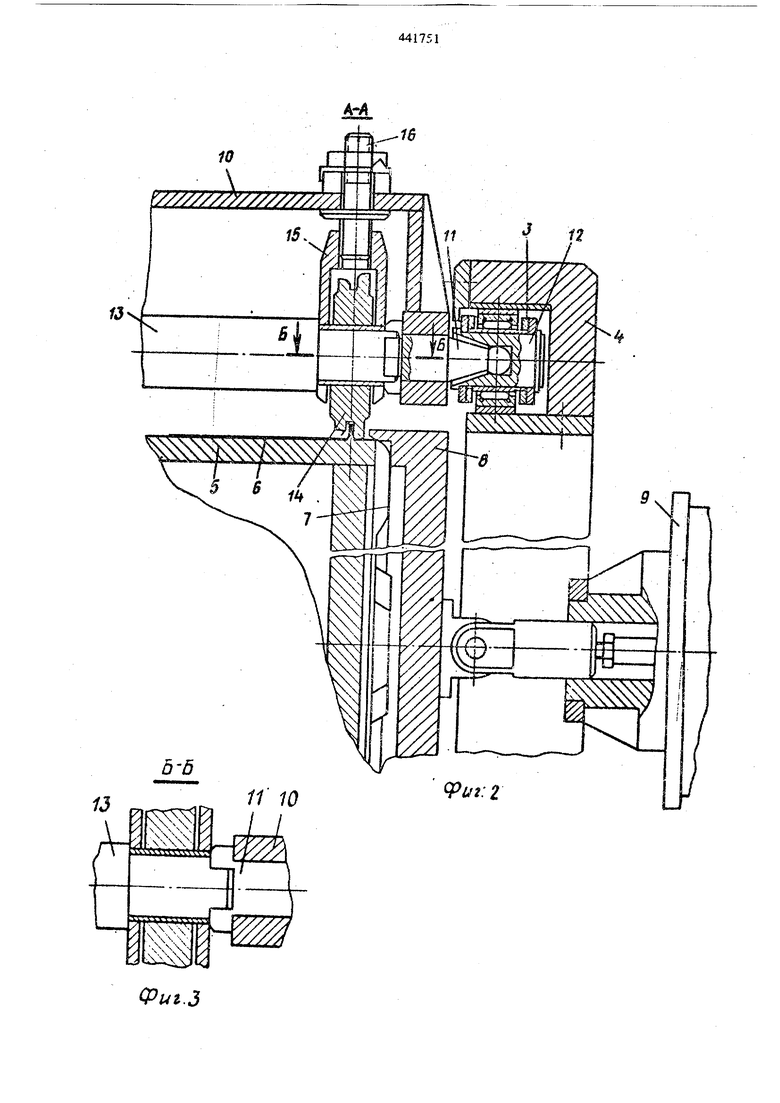
На фиг. 1 схематично показапа предлагаемая установка, вид сбоку; на фиг. 2 - разрез по А-Ана фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 2; на фиг. 4 - узел I на фиг. 1 с разрезом по оси установки; на фиг. 5 - разрез по В-В на фиг. 1.
На станине 1 установки смонтированы привод 2 замкнутых цепей 3, два копира 4, колодка 5 для установки обечайки 6 и боковин 7, боковые прижимы 8 и силовые цилиндры 9 боковых прижимов. Замкнутые цепи 3 соединены между собой траве1)сами 10, которые ко1щами полуосей 11 смонтированы на замкнутых цепях, которые через ролики 2 взаимодействуют с копирами 4. В пазы полуосей 11 входят выст)Т1ами оси 13, на которых установлены )филирую1цне ролики 14. Оси 13
профилирующих роликов 14 при помощи кронштейнов 15 и регулировочных болтов 16 закреплены на траверсах 10. Пазы в полуосях 11 тоаверс 0 и выступы осей 13 выполнены таким образом, что позволяют при помощи регулировочных болтов 16 перемещать ось 13 роликов 14 в направлении, перпендикулярном направлению движения замкнутой аепиЗ,иисключаютвзаимное перемещение оси 13 и полуоси И в направлении движения цепи 3. Последний профилирующий ролик выполнен рифленым по образующей к соединен с траверсой 10 посредством рессоры 17.
На тыльной част колодки S смонтирована оаора18, оси 19 которой входят в фигурные пазы кройштейнов 20 захватю 21. При помощи пальцев 22 кронаггейн 20 соединен с траверсш 23, установленной на штоке 24 силового цилиндра 25 привода захватов. На кронштейнах 20 смонтированы выталкиватели 26.
Установка работает следующим образом.
В начале рабочего цикла траверсы 10 расположены таким образом, что все профилирующие ролики 14 находятся вне коподк} 5 (слева от нее). На колодке 5 вручную устанавливается обечайка 6, отбуртованные которой вводятся под захваты 21, находящиеся в этот момент в крайнем правом положешш.Включается силовой циливдр 25 привода захватов. Шток 24 цилиндра 25, двигаясь влево, пепемещает т)эаверсу23 и через пальцы 22 кронштейны 20 захватов 21.
При движении влево крошитейны 20 захватов 21, перемещаясь фигурными пазами относительно неподвижных осей 19 опоры 18, передвигают захваты 21 влево и к оси колодки 5, натягивая на колодку 5 и прижимая к ней обечайку 6. После закрепления обечайки 6 на колодке 5 на последнюю с боков надеваются боковины 7 и вклкяаются силовые цилиндры 9 привода боковых прижимов 8, которые прижимают боковины 7 к колодке 5 и жестко фиксируют любым известным способом, например при помоцф клиновых замков (на чертежах не показаны).
После сборки и фиксации обечайки 6 и боко вин 7 на колодке 5 включается привод замкнутой цепи 3, которая, перемещаясь, взаимодействует с копирами, соответствующими профилю изделия, и при помощи траверс 10 последовательно прокатывает вдоль стыков соединяемых деталей профилирующие ролики 14. Деформируя соединяемые детали,профилирующие ролики 14 за один оборот эамкнутш цепи 3 образуют соединеш1е в фальц, а рифленый рсфик уплотняет шов, повьпшш его герметичность. Число профилирующих роликов 14 и профиль каждого из них определяются свойствами материала соединяемых деталей. Рабочее положение каждого ролика 14 устанавливается при помощи регулировочных болтов 16 путем перемещения оси 13 ролика 14 в пазу полуоси 11 траверсы 0. Усилие прижима рифленного ролик регулируется путем изменения начальной деформации рессоры 17.
Совершив один оборот и вернувшись в первоначальное положение, замкнутая цепь 3 автоматически останавливается, и включаются цилиндры 9 привода боковьк прижимов 8, отводя последние от готового изделия. При полном отходе прижимов 8 от изделия автоматически включается цилиндр 25. Шток 24 цилиндра 25, перемещаясь вправо, передвигает при помощи траверсы 23 и пальцев 22 кронштейны 20, которые перемещают вправо захваты 21 и отодвигают их от колодки 5, освобождая тем самым обечайку 6 готового изделия. При зтом выта;1киватели 26 выталкивают готовое изделие, которое затем снимается с установки вручную. После этого установка готова к следующему циклу.
Формула изобретения
1.Установка для сое Еишеш1Я в фальц боковин с обечайкш изделий U- образной формы, содержащая станину, на которой смонтирована колодка для установки изделий, и рабочие ролики с приводом, отличающаяся тем, что, с целью упрощения конструкщш и псшышения производительности, колодка жестко связана со станиной, а рабочие ролики установлены с возможностью перемещения относительно нее и смонтированы на звеньях замкнут ж и расположенной на звездочках цени, взаимодействующей с копиром, предусмотренным на станине и имеюи91м форму, соотве ствуюЕцу форме криволинейной части колодки.
2.Установка по п. 1, отличающаяся тем, что, с целью обесаечения регулировок и облегчения смены изношенных роликов, оси рабочих роликов cMOHTHpoBaiOii на звеньях замкнутой цепи с возможностью перемещения в вертнкальнсж плоскости.
3.Установка но п. 1, от ли чающаяся тем, что, с целью повышения герметичности соединения, по меньшей мере один из роликов вьшолнен подпружиненным к заготовке и рифленым по образуи щей.
Ь.
4
.3
§
;55

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для соединения в фальц боковин с обечайкой изделий -образной формы | 1975 |
|
SU559757A1 |
| Установка для соединения в фальц боковин с обечайками -образной формы | 1974 |
|
SU548343A1 |
| УСТАНОВКА ДЛЯ СОЕДИНЕНИЯ В ФАЛЬЦ БОКОВИН С ОБЕЧАЙКОЙ ИЗДЕЛИЙ V-ОБРАЗНОЙ ФОРМЫ | 1972 |
|
SU415069A1 |
| Гибкая линия изготовления металлической тары | 1985 |
|
SU1328037A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ | 1973 |
|
SU388861A1 |
| Устройство для обертывания рулонов | 1990 |
|
SU1751060A1 |
| Установка для кирпича-сырца на полочные вагонетки | 1978 |
|
SU772869A1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| МНОГОПИЛЬНЫЙ СТАНОК)ЗНАЯ•^'^-' -,.._,-,ti^i, >&'ffisv>&jo/ '^;Д. л HAh! IhttlUiiV ••^^•••'- j.*..•- —-Ч Г ЛI | 1972 |
|
SU331887A1 |
| Пресс для приклеивания подошв к обуви | 1989 |
|
SU1666049A1 |