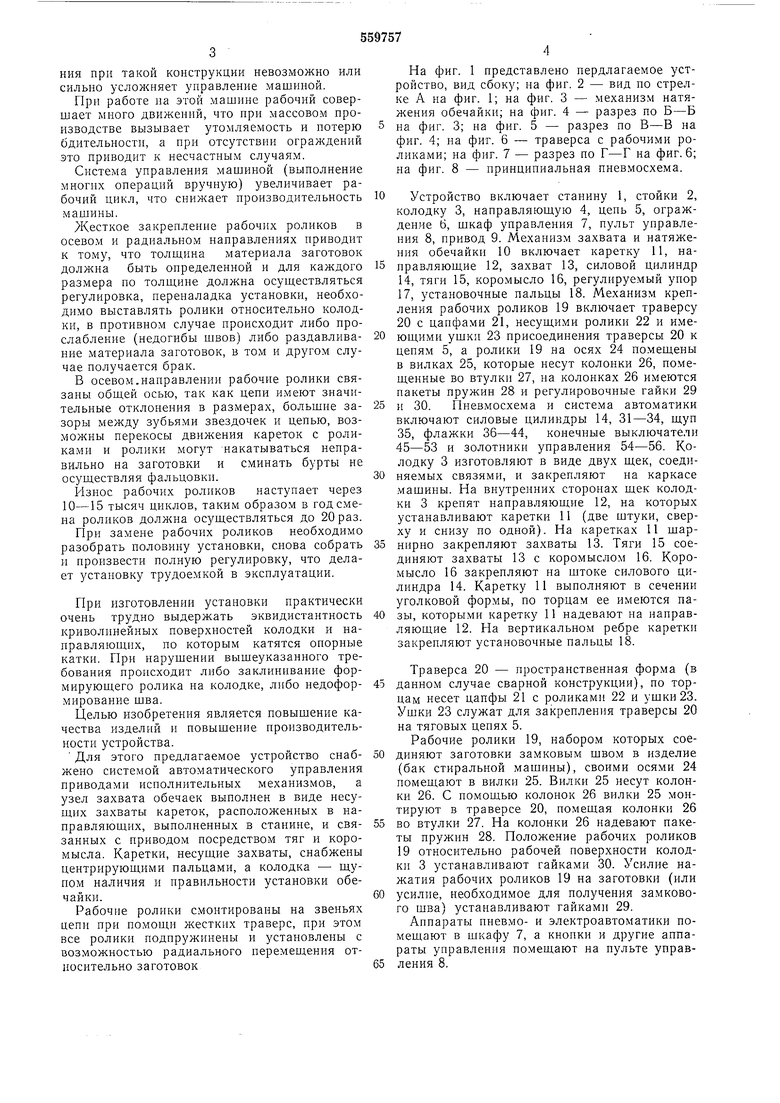
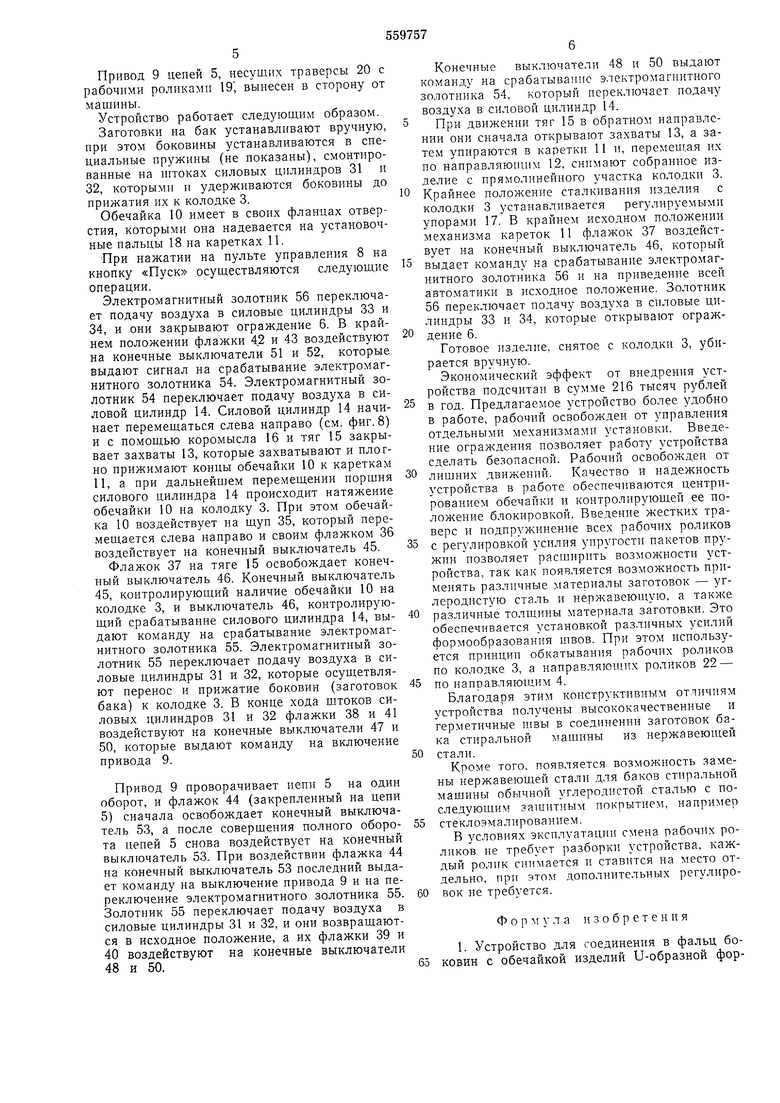
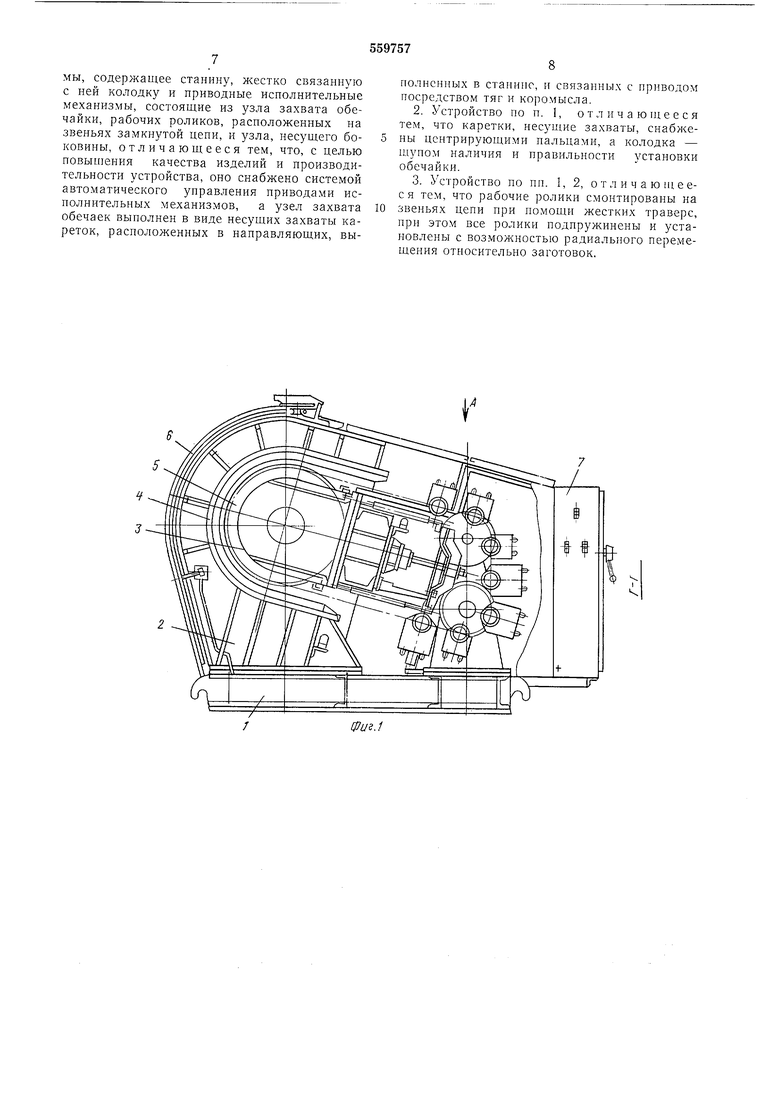
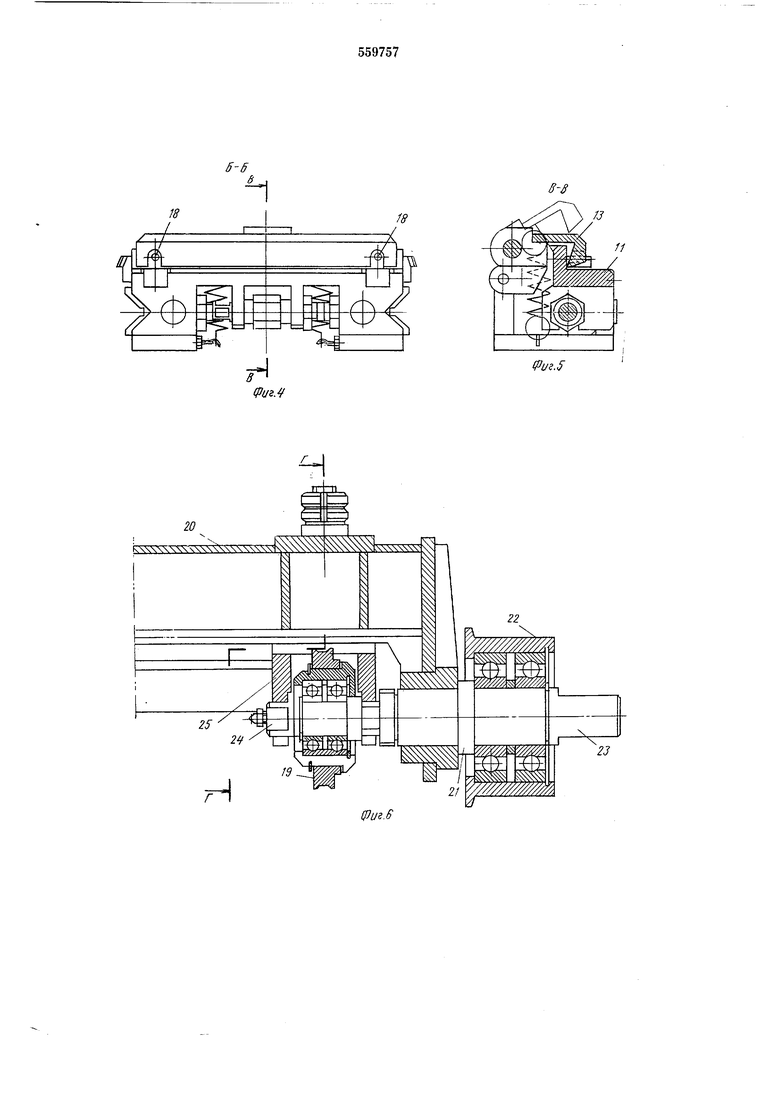
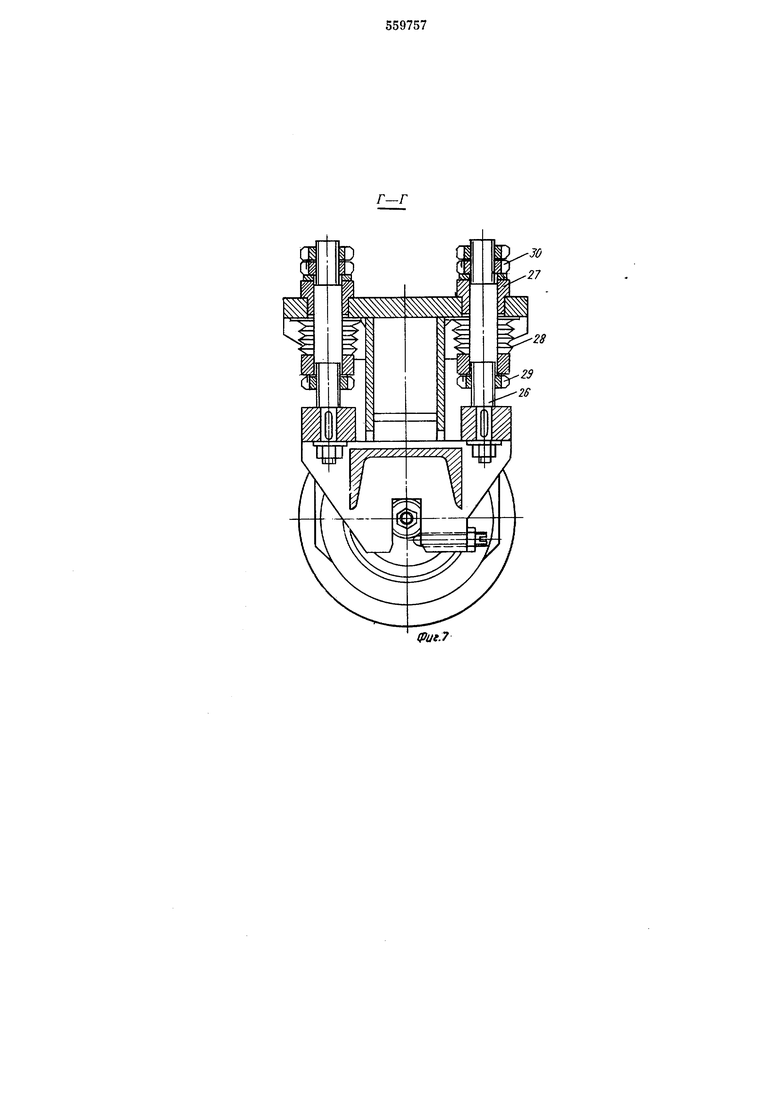
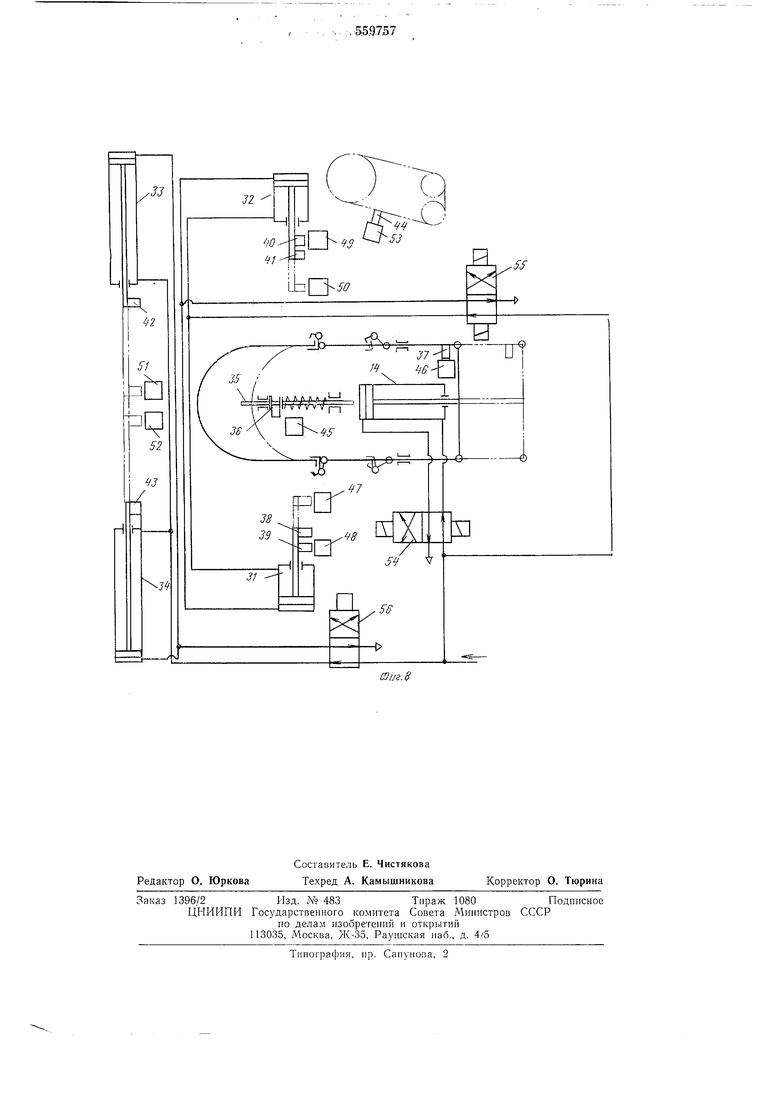
ния при такой конструкции невозможно или сильно усложняет управление машиной. При работе па этой машине рабочий совершает много движений, что нри массовом производстве вызывает утомляемость и потерю бдительности, а при отсутствии ограждений это приводит к несчастным случаям. Система управления машиной (выполнение многих операций вручную) увеличивает рабочий цикл, что снижает производительность машины. Жесткое закрепление рабочих роликов в осевом и радиальном направлениях приводит к тому, что толщина материала заготовок должна быть определенной и для каждого размера по толщине должна осуществляться регулировка, переналадка установки, необходимо выставлять ролики относительно колодки, в противном случае происходит либо прослабление (недогибы швов) либо раздавливание материала заготовок, в том и другом случае получается брак. В осевом.направлении рабочие ролики связаны общей осью, так как цепи имеют значительные отклонения в размерах, большие зазоры между зубьями звездочек и цепью, возможны перекосы движения кареток с роликами и ролики могут накатываться неправильно на заготовки и сминать бурты не осуществляя фальцовки. Износ рабочих роликов наступает через 10-15 тысяч циклов, таким образом в год смена роликов должна осуществляться до 20 раз. При замене рабочих роликов необходимо разобрать половину установки, снова собрать и нроизвести полную регулировку, что делает установку трудоемкой в эксплуатации. При изготовлении установки практически очень трудно выдержать эквидистантность криволинейных поверхностей колодки и направляющих, по которым катятся опорные катки. При нарушении вышеуказанного требования происходит либо заклинивание формирующего ролика на колодке, либо недоформирование шва. Целью изобретения является повышение качества изделий и повышение ироизводительности устройства. Для этого предлагаемое устройство снабжено системой автоматического управления приводами исполнительных механизмов, а узел захвата обечаек выполнен в виде несущих захваты кареток, расположенных в направляюших, выполненных в станине, и связанных с приводом посредством тяг и коромысла. Каретки, несущие захваты, снабжены центрирующими пальцами, а колодка - щупом наличия и правильности установки обечайки. Рабочие ролики смонтированы на звеньях цепи при помощи жестких траверс, при этом все ролики подпружинены и установлены с возможностью радиального перемепдения относительно заготовок На фиг. 1 представлено пердлагаемое устройство, вид сбоку; иа фиг. 2 - вид по стрелке А иа фиг. 1; на фиг. 3 - механизм натяжения обечайки; на фиг. 4 - разрез по Б-Б на фиг. 3; на фиг. 5 - разрез по В-В на фиг. 4; на фиг. 6 - траверса с рабочими роликами; на фиг. 7 - разрез по Г-Г на фиг. 6; на фиг. 8 - принципиальная пневмосхема. Устройство включает станину 1, стойки 2, колодку 3, направляющую 4, цепь 5, ограждение б, шкаф управления 7, пульт управления 8, привод 9. Механизм захвата и натяжения обечайки 10 включает каретку 11, направляющие 12, захват 13, силовой цилиндр 14, тяги 15, коромысло 16, регулируемый упор 17, установочные пальцы 18. Механизм крепления рабочих роликов 19 включает траверсу 20 с цапфами 21, несущими ролики 22 и имеющими ушки 23 присоединения траверсы 20 к цепям 5, а ролики 19 на осях 24 помещены в вилках 25, которые несут колонки 26, помещенные во втулки 27, на колонках 26 имеются пакеты пружин 28 и регулировочные гайки 29 и 30. Пневмосхема и система автоматики включают силовые цилиндры 14, 31-34, щуп 35, флажки 36-44, конечные выключатели 45-53 и золотники управления 54-56. Колодку 3 изготовляют в виде двух щек, соединяемых связями, и закрепляют на каркасе машины. На внутренних сторонах щек колодки 3 крепят направляющие 12, на которых устанавливают каретки 11 (две штуки, сверху и снизу по одной). На каретках 11 шарнирно закрепляют захваты 13. Тяги 15 соединяют захваты 13 с коромыслом 16. Коромысло 16 закрепляют на штоке силового цилиндра 14. Каретку 11 выполняют в сечении уголковой формы, по торцам ее имеются пазы, которыми каретку 11 надевают на направляющие 12. На вертикальном ребре каретки закрепляют установочные пальцы 18. Траверса 20 - пространственная форма (в данном случае сварной конструкции), по торцам несет цапфы 21 с роликами 22 и ушки 23. Ушки 23 служат для закрепления траверсы 20 на тяговых цепях 5. Рабочие ролики 19, набором которых соединяют заготовки замковым швом в изделие (бак стиральной машины), своими осями 24 помещают в вилки 25. Вилки 25 несут колонки 26. С помощью колонок 26 вилки 25 монтируют в траверсе 20, помещая колонки 26 во втулки 27. На колонки 26 надевают пакеты пружин 28. Положение рабочих роликов 19 относительно рабочей поверхности колодкп 3 устанавливают гайками 30. Усилие нажатия рабочих роликов 19 на заготовки (или усилие, необходимое для получения замкового шва) устанавливают гайками 29. Аппараты пневмо- и электроавтоматики помещают в шкафу 7, а кнопки и другие аппааты управления помещают на пульте управления 8.
Привод 9 цепей 5, несущих траверсы 20 с рабочими роликами 19, вынесен в сторону от машины.
Устройство работает следующим образом.
Заготовки на бак устанавливают вручную, при этом боковины устанавливаются в специальные пружины (не показаны), смонтированные на штоках силовых цилиндров 31 и 32, которыми и удерживаются боковины до прижатия их к колодке 3.
Обечайка 10 имеет в своих фланцах отверстия, которыми она надевается на установочные нальцы 18 на каретках И.
При нажатии на пульте управления 8 на кнопку «Пуск осуществляются следующие операции.
Электромагнитный золотник 56 переключает подачу воздуха в силовые цилиндры 33 и 34, и они закрывают ограждение 6. В крайнем положении флажки 42 и 43 воздействуют на конечные выключатели 51 и 52, которые выдают сигнал на срабатывание электромагнитного золотника 54. Электромагнитный золотник 54 переключает подачу воздуха в силовой цилиндр 14. Силовой цилиндр 14 начинает перемещаться слева направо (см. фиг. 8) и с помощью коромысла 16 и тяг 15 закрывает захваты 13, которые захватывают и плогно прижимают концы обечайки 10 к кареткам И, а при дальнейшем перемещении поршня силового цилиндра 14 происходит натяжение обечайки 10 на колодку 3. При этом обечайка 10 воздействует на щуп 35, который перемещается слева направо и своим флажком 36 воздействует на конечный выключатель 45.
Флажок 37 на тяге 15 освобождает конечный выключатель 46. Конечный выключатель 45, контролирующий наличие обечайки 10 на колодке 3, и выключатель 46, контролирующий срабатывание силового цилиндра 14, выдают команду на срабатывание электромагнитного золотника 55. Электромагнитный золотник 55 переключает подачу воздуха в силовые цилиндры 31 и 32, которые осущетвляют перенос и прижатие боковин (заготовок бака) к колодке 3. В конце хода штоков силовых цилиндров 31 и 32 флажки 38 и 41 воздействуют на конечные выключатели 47 и 50, которые выдают команду на включение привода 9.
Привод 9 проворачивает и,епи 5 на один оборот, и флажок 44 (закрепленный на цепи 5) сначала освобождает конечный выключатель 53, а после соверщения полного оборота цепей 5 снова воздействует на конечный выключатель 53. При воздействии флажка 44 на конечный выключатель 53 последний выдает команду на выключение привода 9 и на переключение электромагнитного золотника 55. Золотник 55 переключает подачу воздуха в силовые цилиндры 31 и 32, и они возвращаются в исходное положение, а их флажки 39 и 40 воздействуют на конечные выключатели 48 и 50.
Конечные выключатели 48 и 50 выдают команду на срабатывание электромагнитного золотника 54, который переключает подачу воздуха в силовой цилиндр 14. При движении тяг 15 в обратном направлении они сначала открывают захваты 13, а затем упираются в капетки 11 и, перемещая их по направляющим 12, снимают собранное изделие с прямолинейного участка колодки 3.
Крайнее положение сталкивания изделия с колодки 3 устанавливается регулируемыми упорами 17. В крайнем исходном положении механизма кареток 11 флажок 37 воздействует на конечный выключатель 46, который
выдает команду на срабатывание электромагнитного золотника 56 и на приведение всей автоматики в исходное положение. Золотник 56 переключает подачу воздуха в силовые цилиндры 33 н 34, которые открывают ограл дение 6.
Готовое изделие, снятое с колодки 3, убирается вручную.
Экономический эффект от внедрения устройства подсчитан в сумме 216 тысяч рублей
в год. Предлагаемое устройство более удобно в работе, рабочий освобожден от управления отдельными механизмами установки. Введение ограждения позволяет работу устройства сделать безопасной. Рабочий освобожден от
лищних движений. Качество и надежность устройства в работе обеспечиваются центрированием обечайки н контролирующей ее положение блокировкой. Введение жестких траверс и подпружпнение всех рабочих роликов
с регулировкой усилия упругости пакетов пружин позволяет расшнрнть возможности устройства, так как появляется возможность применять различные материалы заготовок - углеродистую сталь и нержавеюн1ую, а также
различные толщины материала заготовки. Это обеспечивается установкой различных усилий формообразования швов. При этом используется принцип обкатывания рабочих роликов по колодке 3, а направляюшлх роликов 22 -
по направляющим 4.
Благодаря этим конструктивным отличиям устройства получены высококачественные и герметичные швы в соединении заготовок бака стиральной лташины из нержавеющей
стали.
Кроме того, появляется возможность замены нержавеющей стали для баков стиральной мащины обычной углеродистой сталью с последующим защитным покрытием, например
стеклоэмалировапием.
В условиях эксплуатации смена рабочих роликов не требует разборки устройства, каждый ролик снимается и ставится на место отдельно, при этом дополнительных регулировок не требуется.
Формула изобретения
1. Устройство для соединения в фальц боковин с обечайкой изделий U-образной фор7
мы, содержащее станину, жестко связанную с ней колодку и прнводные нсполнительные механизмы, состоящие из узла захвата обечайки, рабочих роликов, расположенных на звеньях замкнутой цепи, и узла, несущего боковины, отличающееся тем, что, с целью повышения качества изделий и производительности устройства, оно снабжено системой автоматического управления приводами исполнительных механизмов, а узел захвата обечаек выполнен в виде несущих захваты кареток, расположенных в направляющих, выполненных в станпно, и связанных с приводом посредством тяг и коромысла.
2.Устройство по п. I, отличающееся тем, что каретки, несущие захваты, снабжены центрирующими пальцами, а колодка - щупом наличия и правильности установки обечайки.
3.Устройство по пп. 1, 2, отличаюп1ееся тем, что рабочие ролики смонтированы на звеньях цепи при помощи жестких траверс, при этом все ролики подпружинены и уетановлены с возможностью радиального перемещения относительно заготовок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи пустых и отвода наполненных коробок | 1983 |
|
SU1221065A1 |
| ФРЕЗЕРНЮ-ОТРЕЗНОЙ СТАНОК ДЛЯ ИЗМЕРЕНИЯ И ДЕЛЕНИЯ ЗАГОТОВКИ БЕЗ ОСТАТКА | 1973 |
|
SU382480A1 |
| Полуавтоматическая линия для сборки обуви | 1975 |
|
SU526347A1 |
| Установка для обработки отверстий в крупногабаритных деталях | 1989 |
|
SU1708540A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ МОЙКИ ИЗДЕЛИЙ | 1992 |
|
RU2008988C1 |
| Устройство для правки цилиндри-чЕСКиХ издЕлий | 1978 |
|
SU795618A1 |
| СТЕНД ДЛЯ ИСПЫТАНИЯ ТЕЛЕЖЕК ПАССАЖИРСКИХ ВАГОНОВ | 1953 |
|
SU99689A1 |
| Устройство для настилания и раскраивания длинномерных материалов | 1983 |
|
SU1183384A2 |
| Механизированный многоярусный стеллаж | 1982 |
|
SU1024392A1 |
| Стенд для ремонта рам тележек грузовых вагонов | 1985 |
|
SU1328230A1 |
gudA
1Уиг.2 f f
18
/Т7
8
/J
/8
№
Фиг.
30
(рие.7
