1
Изобретение относится к металлургии, в частности к устройствам вторичного охлаждения внутренней поверхности полой заготовки при непрерывной отливке.
Известно устройство вторичного охлаждения внутренней поверхности полой заготовки, содержащее трубчатый корпус с отверстиями на его боковой поверхности и механизм регулирования расхода охлаждающей жидкости.
Од1.лко при применении такого устройства значительное количество заготовок получается о неравномерной толщиной стенок, выходящей за пределы допуска.
Целью изобретения является уменьшение разнотолщинности стенки заготовки.
Поставленная цель достигается тем, что трубчатьш корпус предядгаемого устройства выполнен из продольных секций, изолированных друг от друга. Например,трубчатый корпус может быть выполнен из четырех секций.
конструктивное исполнение устройства вторичного охлаадения позволяет использовать напряжения, возникающие во внутренней корочке под воздействием охпаждащей жид- i кости для целенаправленной деформации этой корочки и поддержания ее по центру заготовки. Это достигается тем, что внутренняя стенка заготовки охлаждается по периметру с различной интенсивностью, в зависимости от того, в какую сторону отклонилась от оси заготовки внутренЕЯ корочка, имеющая вид трубы. Отклонение ее определяется с помощью замера общей толщины стенки заготовки, состоящей из толщины наружной и внутренней твердых корочек и толщины жидкой фазы, с помощью толщиномеров (не менее трех), расположенных по периметру заготов ки.
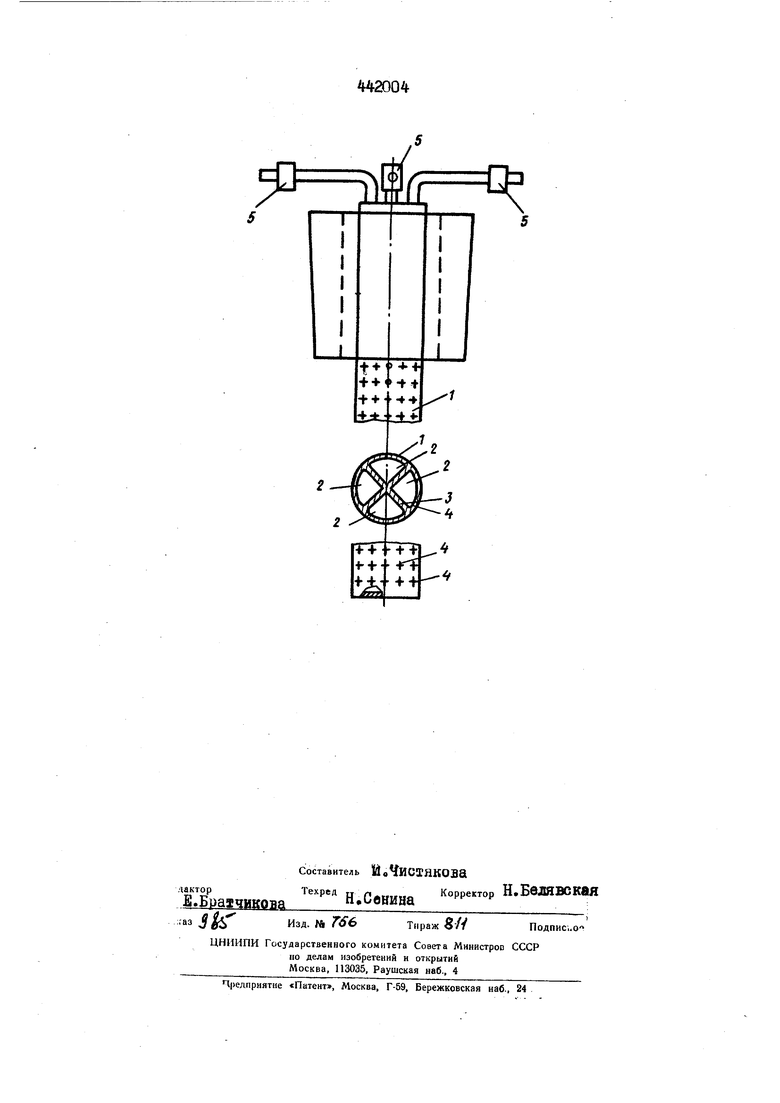
На чертеже изображено предложенное устройство вторичного охлаждения внутренней полой заготовки (тонкими линиями на чертеже показан дорн). Трубчатый iKopuyc I выполнен из продольных секций 2, изолированных друг от друга перегородками 3« Уотройотво включает OTBepcTJM 4 дш подвода охдаждаюцей жидкооти к внутренней стенке формирующейся заготовки и механизмы 5 регулирования, расхода охлшэдавдей жидко.сти. Трубчатый корпус может быть выполнен и из нескольких труб. Устройство работает следущим образом. По мере продвижения формирущейон заготовки через зону вторичного охлаждения непрерывно или периодически производят замер толщины стенок на участке с жидкой фазой (на одном или нескольких уровнях в зависимости от длины жидкой фазы заготовки). При одинаковой толщине заготовки в каждую секцию 2 подается одинаковое количество воды,т,е, внутреняя стенка заготовки охлаждается равномерно по всеглу периметру. При возникновении разнотолщинности с помощью толщиномеров определяют направление, в котором произошло отклонение внутренней корочки, при этом с помощью механизма 5 регулирования увеличивают расход охлаждающей жидкости в секцию 2, где расположен участок заготовки с меньшей толщиной стенки (участок, сместившийся от центра заготов ки), В то же время расход воды в противоположную секцш 2 не изменяют или уменьшают. Увеличение расхода жидкости в секцию 2 вызывают понижение температуры части поверхности заготовки, находящейся против этой секции, что приводат к большей линейной усадке ее по сравнению с другими частями поверхности заготовки и смешению всей внутренней корочки заготовки (имеющей вид трубы) в ту сторону, с которой корочка больше охлаждается. Такая еравномерная подача схлаждащей идкости в различные секции 2 трубатого корпуса I продолжается до ех пор, пока в результате смещения нутренний корочка не займет требуе- г ого положения. Операция уменьшения ли увеличения расхода охлаждащей идкости в различные секции трубчаого корпуса повторяется при отклоении Бнутренн ей корочки в любую торону на величину более допусков а размеры. При этом увеличивают асход охлаждающей жидкости в ту екцию, где расположен участок заотовки с уменьшенной толщиной стен и. Учитывая то, что неравномерное охлаждение осуществляют на сравнительно большой длине (3-5 и,более диаметров полости заготовки), для достижения требуемого перемещения корочки достаточно небольшое относительное переохлаждение одних сторон корочки по отношению к другим. Такое переохлаждение не может вызвать опасных для качества заготовок внутренних напряжений. Таким образом, применение предлагаемого устройства позволяет получать полые заготовки при непрерывной отливке с разнотолщинностью стенок, находящейся в пределах допуска, ПРЕдаЧЕТ ИЗОБРЕТЕНИЯ Устройство для вторичного охлаад;ения В1 тренней поверхности полой заготовки при непрерывной отливке, содержащее трубчатый корпус с отверстиями на его боковой поверхности и механизм регулирования расхода охлаждающей жидкости, отличающееся тем, что, с целью уыенвшения разнотож(инности стенки заготовки, трубчатый корпус выполнен из продольных секций, изолированных одна- от другой 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования полой заготовки при непрерывной разливке | 1972 |
|
SU500878A1 |
| Гильза кристаллизатора для непрерывной разливки сталей | 2017 |
|
RU2678556C1 |
| КРИСТАЛЛИЗАТОР НЕПРЕРЫВНОЙ ОТЛИВКИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ И СООТВЕТСТВУЮЩИЙ СПОСОБ ОТЛИВКИ | 2020 |
|
RU2800555C1 |
| Кристаллизатор для непрерывной разлив-Ки МЕТАллОВ | 1973 |
|
SU835614A1 |
| КРИСТАЛЛИЗАТОР | 2007 |
|
RU2374032C2 |
| Способ вторичного охлаждения стальных прямоугольных слитков на многоручьевой установке непрерывного литья | 1988 |
|
SU1502175A1 |
| Установка непрерывной разливки металлов горизонтального типа | 1979 |
|
SU1109246A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ НЕПРЕРЫВНО ЛИТЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК | 1998 |
|
RU2148467C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ ЗАГОТОВОК | 1998 |
|
RU2143330C1 |
| Способ автоматического регулирования охлаждения слитка на установке непрерывной разливки металла | 1976 |
|
SU593813A1 |
.4
rf -
I-4
