Известная оправка косовалкового стана включает носик, увеличивающуюся в поперечном сечении вдоль оси от носика к хвостовику рабочую часть и хвостовик.
Недостатком известной оправки, имеющей в поперечном сечении рабочей части форму круга, является невозможность получения без перенастройки стана изделий с различной толщиной стенки.
С целью возможности использования оправки для получения гильзы с разной толщиной стенки при повороте оправки в очаге деформации поперечное сечение рабочей части предложенной оправки выполнено некруглым в виде двух кососимметричных половин, каждая из которых имеет центральный сектор с дугой, образованной возврастающим радиусом, и два боковых сектора сопряжения, из которых у одного дуга образована возрастающим радиусом, а у другого - убывающим.
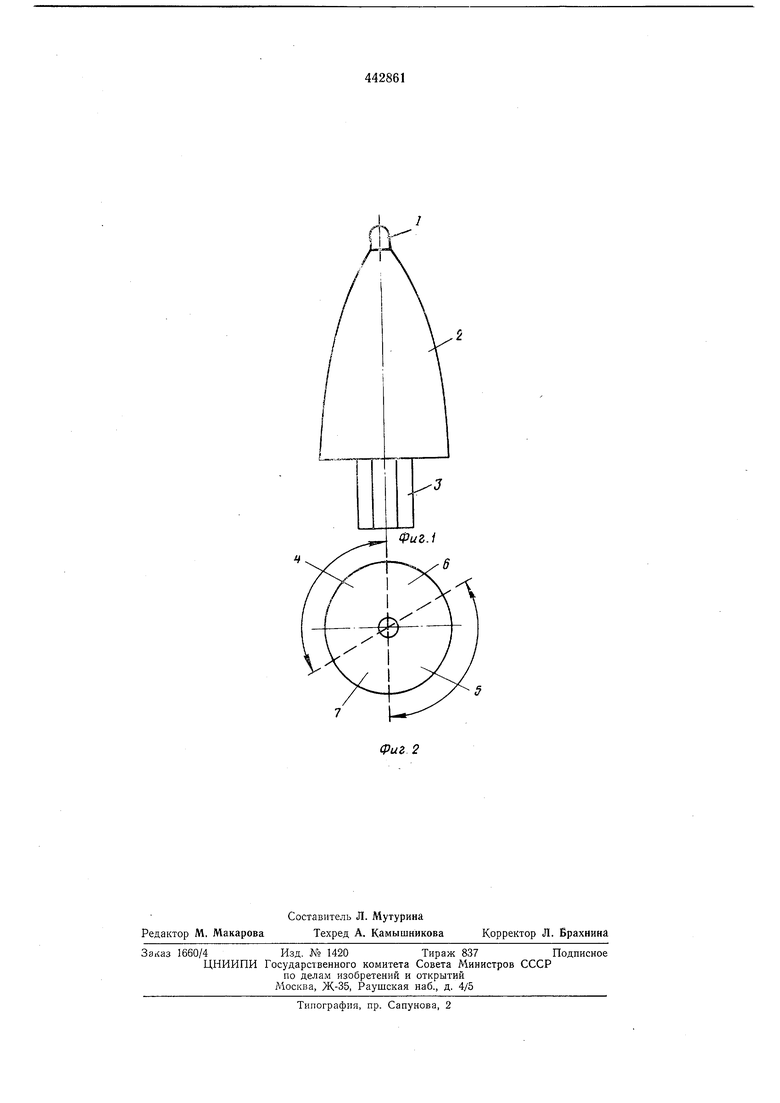
На фиг. 1 показана предложенная оправка; на фиг. 2 - поперечное сечение рабочей части оправки.
Оправка состоит из носика 1, рабочей части 2 и хвостовика 3. Поперечное сечение рабочей части состоит из двух кососимметричных половин. Каждая из половин имеет центральный сектор 4, 5 с дугой, образованной возрастающим радиусом, и два сектора 6, 7 сопряжения, прилегающих к центральному сектору, причем у сектора 6 сопряжения дуга
образована убывающим радиусом, а у сектора 7 - возрастающим. Для стопорения от проворачивания на стерл не хвостовик оправки выполнен в виде многогранника.
При различных угловых положениях предложенной оправки благодаря переменному радиусу центральных секторов изменяется величина зазора между валками и боковой поверхностью оправки. Это позволяет получать изделия с различной толщиной стенки путем поворота оправки в очаге деформации без перенастройки стана.
Для увеличения срока службы оправка может быть выполнена водоохлаждаемой.
15
Предмет изобретения
Оправка косовалкового стана, включающая носик, увеличивающуюся в поперечном сечеНИИ вдоль оси от носика к хвостовику рабочую часть и хвостовик, отличающаяся тем, что, с целью возможности использования оправки для получения гильзы с разной толщиной стенки при повороте ее в очаге деформации, поперечное сечение рабочей части выполнено некруглым в виде двух кососимметричных половин, каждая из которых имеет центральный сектор с дугой, образованной возрастающим радиусом, и два боковых сектора сопряжения, из которых у одного дуга образована возрастающим радиусом, а у друIoro - убывающим.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
| Оправка прошивного стана | 1975 |
|
SU522868A1 |
| Способ производства горячекатанных труб на установке с автоматстаном | 1974 |
|
SU505455A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2012 |
|
RU2496590C1 |
| ВОДООХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА, СПОСОБ ИЗГОТОВЛЕНИЯ ЭТОЙ ОПРАВКИ И ШТАМПОВАЯ ОСНАСТКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2023 |
|
RU2816967C1 |
| Линейка прошивного стана | 1983 |
|
SU1144738A1 |
| ОХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО СТАНА И СПОСОБ ЕЕ ОХЛАЖДЕНИЯ | 2011 |
|
RU2457052C1 |
| Водоохлаждаемая оправка прошивного стана | 2017 |
|
RU2649598C1 |
| Технологический инструмент косо-ВАлКОВОгО CTAHA | 1979 |
|
SU831236A1 |
| Валок прошивного стана | 1990 |
|
SU1766547A1 |