цательная обратная связь по скорости подачи, а управляемые входы ключей управл ения соединены с выходом логической схемы, входы которой соединены с выходами цифроаналогового преобразователя, датчика положения клети и схемы программного управления системы управления главным приводом стана, а другой выход логической схемы соединен с входом установ- |ки в нулевое положение формирователя импульсов датчика величины подачи при этом выход дифференцирующего звена подсоединен к входу регулятора скорости блока,
3,Устройство по ПП.1 и 2, о т- личающееся тем, что схема управления вьтолнена в виде параллельно соединенных усилительного и интегрирующих звеньев, содержащих по два входа, на которые подсоединен выход элемента измерения разности скоростей через два параллельно включенных в противоположных направлениях диода, а также непосредственно через входные сопротивления,
4,Устройство по пп,1 и 2„ о т- личающееся тем, что логическая схема выполнена в виде совокупности последовательно соединенных дифференцирующего звена, инвертора, двух диодов дифференцирующего звена, логического элемента совпадения И, формирователя импульсов и ключа управления, при этом к входу логического блока подсоединена другая цепь последовательно соединенных элементов: диода, ограничителя уровня сигнала, дифференцирующего звена, инвертора и триггера, другой вход логического элемента совпадения И соединен с выходом датчика положения клети, управляющий вход ключа управления соединен с выходом цифроаналогового преобразователя, выход триггера является выходом блока, а выход
1
Изобретение относится к системам автоматического управле - ния , а именно к системам авто
0930
ключа управления является другим выходом блока,
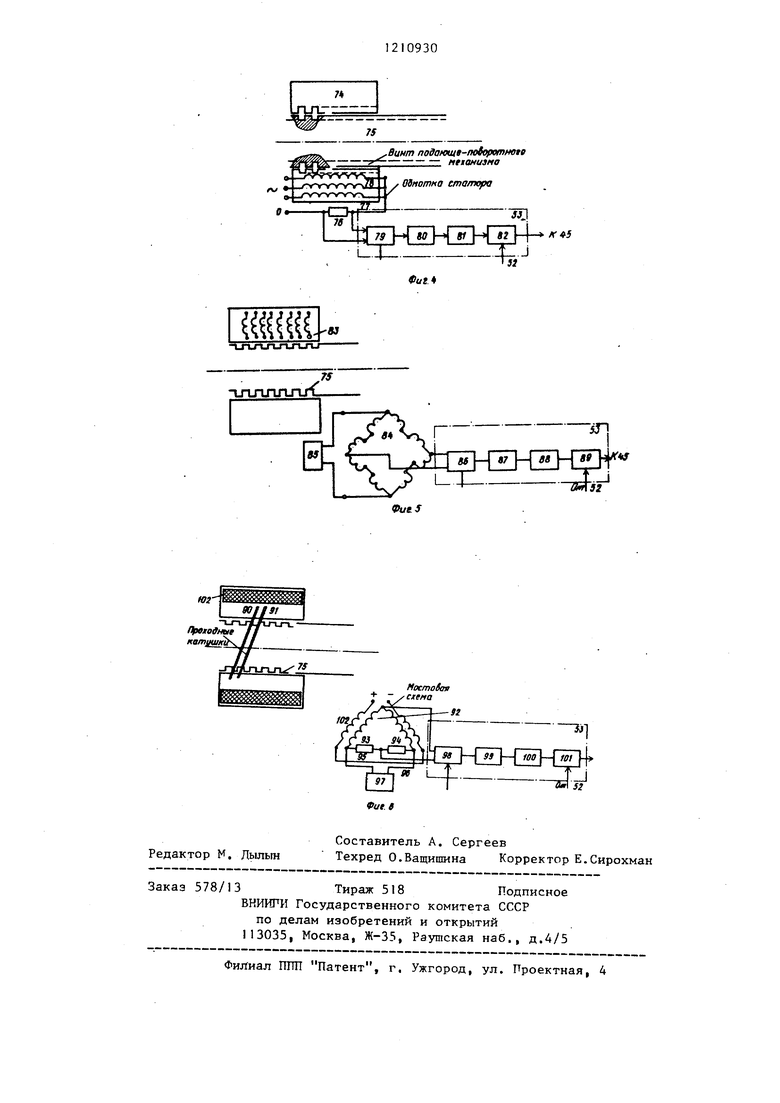
5,Устройство по пп, и 2, о т - личающееся тем, что датчик величины подачи выполнен в виде трехфазного индукционного редутоксина для контроля линейных перемещений, при этом в качестве ротора редутоксина применен винт подающе-поворот- ного механизма, а к резистору в нулевом проводе обмотки статора подсоединён вход фазочувствительного вьт- ряЬ1Ителя, последовательно соединенного с усилителем, умножителем частоты импульсов и счетчиком импульсов,
6,Устройство по пп,1 и 2, о т- ли чающееся тем, что датчик величины подачи выполнен в виде совокупности феррозондовых датчиков накладного типа, расположенных на одной линии параллельно оси винта подачи и соединенных в мостовую схему сравнения, к одной из диагоналей которой подсоединен источник питания - генератор напряжения звуковой частоты, а вькод мостовой схемы из другой диагонали подсоединен к входу фазочувствительного выпрямительного устройства, соединенного последовательно с усилителем, умножителем частоты импульсов и счетчиком импульсов.
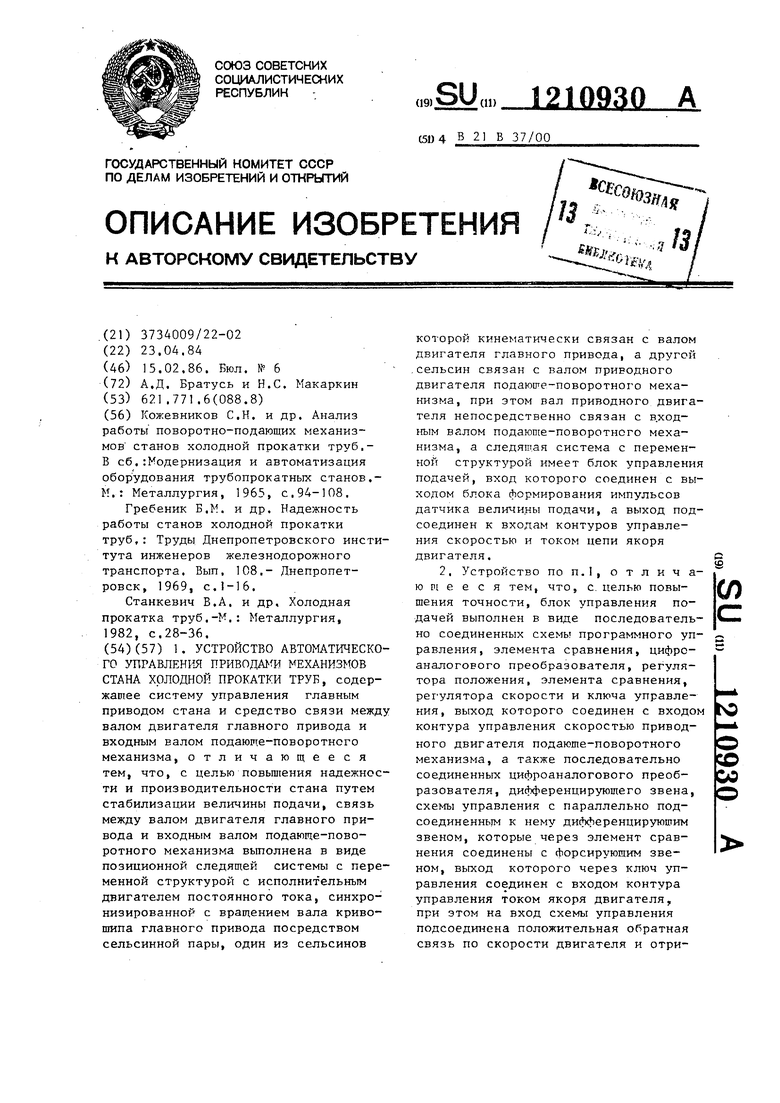
7« Устройство по пп,1 и 2, о т- личающееся тем, что датчик величины подачи выполнен в виде двух проходных катушек, соединенных с резисторами в мостовую схему, к резисторам подсоединен выход генератора напряжения звуковой частоты, при этом выход с общих точек соединения проходных катушек и резисторов подсоединен к входу фазочувствительного вьшрямительного устройства, соединенного с усилителем, умножителем частоты импульсов и счетчиком импульсов, при этом датчик снабжен катушкой подмагничивания постоянным током.
матического управления приводами механозмов стана холодной прокатки труб.
31
Цель изобретения - повышение надежности и производительности стана путем стабилизации величины подачи,
На фиг, 1. представлена структурная схема устройства автоматического управления приводами стана холодной про1Сатки труб; на фиг. 2 - структурная схема позиционной следящей системы с автоматическим управлением величиной подачи; на фиг, 3 -структурная схема логической схемы; на фиг,4 - схема датчика величины подачи в виде трехфазного индукционного редутоксина; на фиг, 5 - то же, в виде совокупности феррозондовых датчиков накладного типа; на фиг. 6 - то же, в виде двух проходных катушек
Устройство автоматического управления приводами механизмов стана холодной прокатки труб (фиг,1) состоит из системы 1 управления главным приводом стана и позиционной следящей системы 2 с автоматическим управлением величиной подачи, которая содержит блок 3 управления подачей, один вход которого соединен с выходом датчика 4 величины подачи, а другой - с выходом датчика 5 скорости враш;ения входного вала 6 подаю- ще-поворотного механизма 7,
Выход блока 3 управления подачей соединен с входом позиционной следящей системы управления, представленным элементом 8 сравнения, выход которого соединен с последовательно соединенными регулятором 9 скорости, элементом 10 сравнения, регулятором М тока и вентильным преобразователем 12, подсоединенным к цепи якоря 13 двигателя 14, Другой выход блока 3 управления подачей соединен с входом элемента 10 сравнения, другой вход которого соединен с выходом датчика 15 тока, соединенного с шунтом 16, включенным в цепь якоря 13.
С другим входом элемента 8 сравнения соединен выход регулятора 17 положения, вход которого соединен с выходом сельсина-приемника 18, соединенного с сельсином-датчиком 19, установленным на валу 20 двигателя 2 главного привода стана за кинематическим редуктором 22. Один из оставшихся двух входов блока 3 управлени подачей соединен с выходом датчика 23 положения клети 24, а другой вход блока 3 управления подачей соединен с выходом схемы 25 программного управления системы 1 автоматического
304
управления главным приводом стана. Выход схема 25 программного управления соединен также с входом элемента 26 сравнения, выход которого соединен с последовательно соединенными элементами: регулятором 27 скорости, элементов 28 сравнения, регулятором 29 тока, выход которого соединен с входом вентильного преобразователя
30, подсоединенным к цепи якоря 31 двигателя 21 главного привода, К оставшимся двум входам элемента 26 сравнения подсоединены выход датчика 32 скорости вращения двигателя
главного привода, установленного за кинематическим редуктором 33; выход задатчика 34 постоянной составляющей скорости главного привода.
Оставшийся вход элемен та 28 сравнения соединен с выходом датчика 35 тока, соединенным с шунтом, включенным в цепь якоря 31 двига теля 21 главного привода стана, С другой стороны, вход схемы 25 программного управления соединен с выходом сельсина 36 с заторможенным ротором, соединенным с сельсином 37, установленным на валу двигателя 21 главного привода стана,
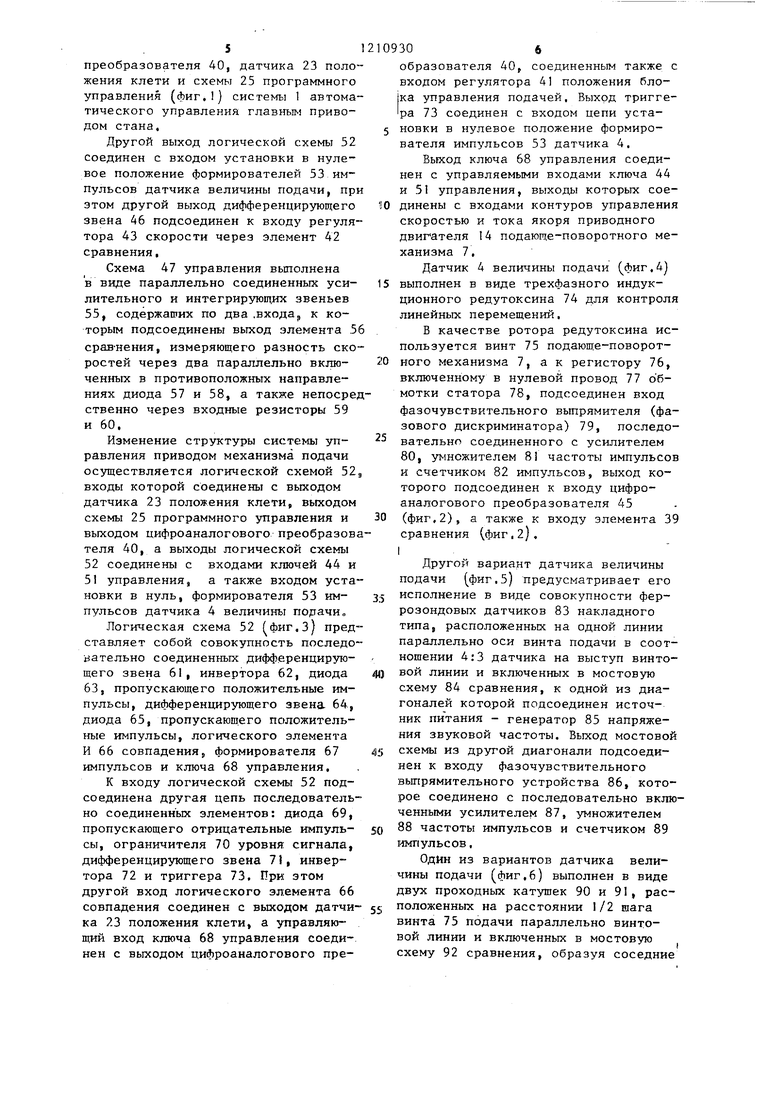
Блок 3 .управления подачей (фиг.2) выполнен в виде совокупности последовательно соединенных схемы 38 программного управления элемента 39 сравнения, цифро-аналогового преобразователя 40, регулятора 41, элемента 42 сравнения, регулятора 43 скорости и ключа 44 управления, выход которого соединен с входом контура управления скоростью приводного двигателя 14 подаюше-поворотного механизма 7, а также другой совокупности последовательно соединенных цифроаналогового преобразователя 45, дифференцирующего звена 46, схемы 47 управления с парралельно соединенным с ним дифАеренцируюшим звеном 48, которые через элемент 49 сравнения соединены с форсируютим звеном 50, выход которого через ключ 51 управления соединен с входом контура управления током якоря двигателя, при этом к входу схемы 47 управления подсоединена положительная обратная связь по скорости двигателя и отрицательная обратная связь по скорости подачи; управляемые входы ключей управления соединены с выходом логической схемы 52, входы которой соединены с выходами цифроаналогового
5
преобразователя 40, датчика 23 положения клети и схемы 25 программного управления (фиг,1) системы 1 автоматического управления главным приводом стана.
Другой выход логической схемы 52 соединен с входом установки в нулевое положение формирователей 53 импульсов датчика величины подачи, при этом другой выход дифференцирующего звена 46 подсоединен к входу регулятора 43 скорости через элемент 42 сравнения,
Схема 47 управления вьшолнена в виде параллельно соединенных усилительного и интегрирующих звеньев 55, содержащих по два .входа,, к которым подсоединены выход элемента 56 срав-нения, измеряющего разность скоростей через два параллельно включенных в противоположных направлениях диода 57 и 58, а также непосред ственно через входные резисторы 59 и 60,
Изменение структуры системы управления приводом механизма подачи осуществляется логической схемой 52 входы которой соединены с выходом датчика 23 положения клети, выходом схемы 25 программного управления и выходом цифроаналогового преобразователя 40, а выходы логической схемы 52 соединены с входами ктпочей 44 и 51 управления, а также входом установки в нуль, формирователя 53 импульсов датчика 4 величины подачи.
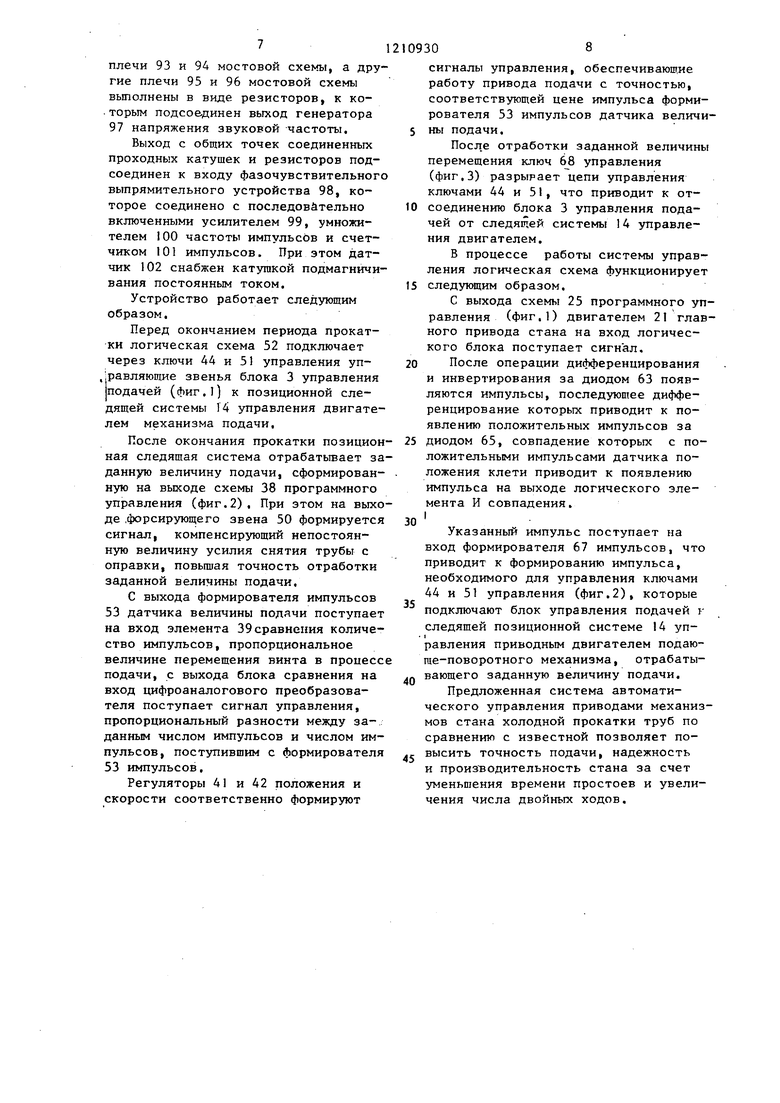
Логическая схема 52 фиг.З) представляет собой совокупность последовательно соединенных дифференцирующего звена 61, инвертора 62, диода 63, пропускающего положительные импульсы, дифференцирующего звена 64, диода 65, пропускающего положительные импульсы, логического элемента И 66 совпадения 5 формирователя 67 импульсов и ключа 68 управления,
К входу логической схемы 52 подсоединена другая цепь последовательно соединенн ых элементов: диода 69, пропускающего отрицательные импульсы, ограничителя 70 уровня сигнала, дифференцирующего звена 7, инвертора 72 и триггера 73. При этом другой вход логического элемента 66 совпадения соединен с вькодом датчика 23 положения клети, а управляющий вход ключа 68 управления соединен с выходом цифроаналогового пре25
109306
образователя 40, соединенным также с входом регулятора 41 положения блока управления подачей. Выход триггера 73 соединен с входом цепи уста- 5 новки в нулевое положение формирователя импульсов 53 датчика 4.
Выход ключа 68 управления соединен с управляемыми входами ключа 44 и 51 управления, выходы которых сое- 10 динены с входами контуров управления скоростью и тока якоря приводного двигателя 14 подающе-поворотного механизма 7,
Датчик 4 величины подачи (фиг.4} 15 выполнен в виде трехфазного индукционного редутоксина 74 для контроля линейных перемещений.
В качестве ротора редутоксина используется винт 75 подающе-поворот- 20 ного механизма 7, а к регистору 76, включенному в нулевой провод 77 о б- мотки статора 78, подсоединен вход фазочувствительного вьтрямителя (фазового дискриминатора) 79, последовательно соединенного с усилителем 80, умножителем 8 частоты импульсов и счетчиком 82 импульсов, выход которого подсоединен к входу цифро- аналогового преобразователя 45
30 (фиг.2), а также к входу элемента 39 сравнения (фиг,2). I
Другой вариант датчика величины подачи (фиг.5) предусматривает его
3.5 исполнение в виде совокупности фер- роэондовых датчиков 83 накладного типа, расположенных на одной линии параллельно оси винта подачи в соотношении 4:3 датчика на выступ винто4) вой линии и включенных в мостовую схему 84 сравнения, к одной из диагоналей которой подсоединен источник питания - генератор 85 напряжения звуковой частоты. Выход мостовой
5 схемы из другой диагонали подсоединен к входу фазочувствительного выпрямительного устройства 86, которое соединено с последовательно включенными усилителем 87, умножителем
0 88 частоты импульсов и счетчиком 89 импульсов.
Один из вариантов датчика величины подачи (фиг,6) выполнен в виде двух проходных катушек 90 и 91, рас5 положенных на расстоянии 1/2 шага винта 75 подачи параллельно винтовой линии и включенных в мостовую схему 92 сравнения, образуя соседние
плечи 93 и 94 мостовой cxeNfbi, а другие плечи 95 и 96 мостовой схемы вьтолнены в виде резисторов, к которым подсоединен выход генератора 97 напряжения звуковой частоты.
Выход с общих точек соединенных проходных катушек и резисторов подсоединен к входу фазочувствительного выпрямительного устройства 98, которое соединено с последовательно включенными усилителем 99, умножителем 100 частоты импульсов и счетчиком 101 импульсов. При этом датчик 102 снабжен катугакой подмагничи- вания постоянным током.
Устройство работает следующим образом.
Перед окончанием периода прокатки логическая схема 52 подключает через ключи 44 и 51 управления управляющие звенья блока 3 управления подачей (фиг,1 к позиционной следящей системы 14 управления двигателем механизма подачи.
После окончания прокатки позиционная следящая система отрабатывает заданную величину подачи, сформирован- ную на выходе схемы 38 программного управления (фиг,2), При этом на выходе .форсирующего звена 50 формируется сигнал, компенсирующий непостоянную величину усилия снятия трубы с оправки, повышая точность отработки заданной величины подачи,
С выхода формирователя импульсов 53 датчика величины подачи поступает на вход элемента 39 сравнения количество импульсов, пропорциональное величине перемещения винта в процесс подачи, с выхода блока сравнения на вход цифроаналогового преобразователя поступает сигнал управления, пропорциональный разности между заданным числом импульсов и числом импульсов, поступившим с формирователя 53 импульсов,
Регуляторы 41 и 42 положения и скорости соответственно формируют
сигналы управления, обеспечивающие работу привода подачи с точностью, соответствующей цене импульса формирователя 53 импульсов датчика величины подачи,
Посл.е отработки заданной величины перемещения ключ 68 управления (фиг,3) разрырает цепи управления ключами 44 и 51, что приводит к отсоединению блока 3 управления подачей от следящей системы 14 управления двигателем,
В процессе работы системы управления логическая схема функционирует
следукяцим образом,
С выхода схемы 25 программного управления (фиг,1) двигателем 21 главного привода стана на вход логического блока поступает сигн ал,
После операции дифференцирования и инвертирования за диодом 63 появляются импульсы, последующее дифференцирование которых приводит к появлению положительных импульсов за
диодом 65, совпадение которых с положительными импульсами датчика положения клети приводит к появлению импульса на выходе логического элемента И совпадения.
Указанный импульс поступает на вход формирователя 67 импульсов, что приводит к формированию импульса, необходимого для управления ключами 44 и 51 управления (фиг,2), которые подключают блок управления подачей г следящей позиционной системе 14 управления приводным двигателем подаю- е-поворотного механизма, отрабатывающего заданную величину подачи.
Предложенная система автоматического управления приводами механизмов стана холодной прокатки труб по сравнению с известной позволяет повысить точность подачи, надежность и производительность стана эа счет уменьщения времени простоев и увеличения числа двойных ходов.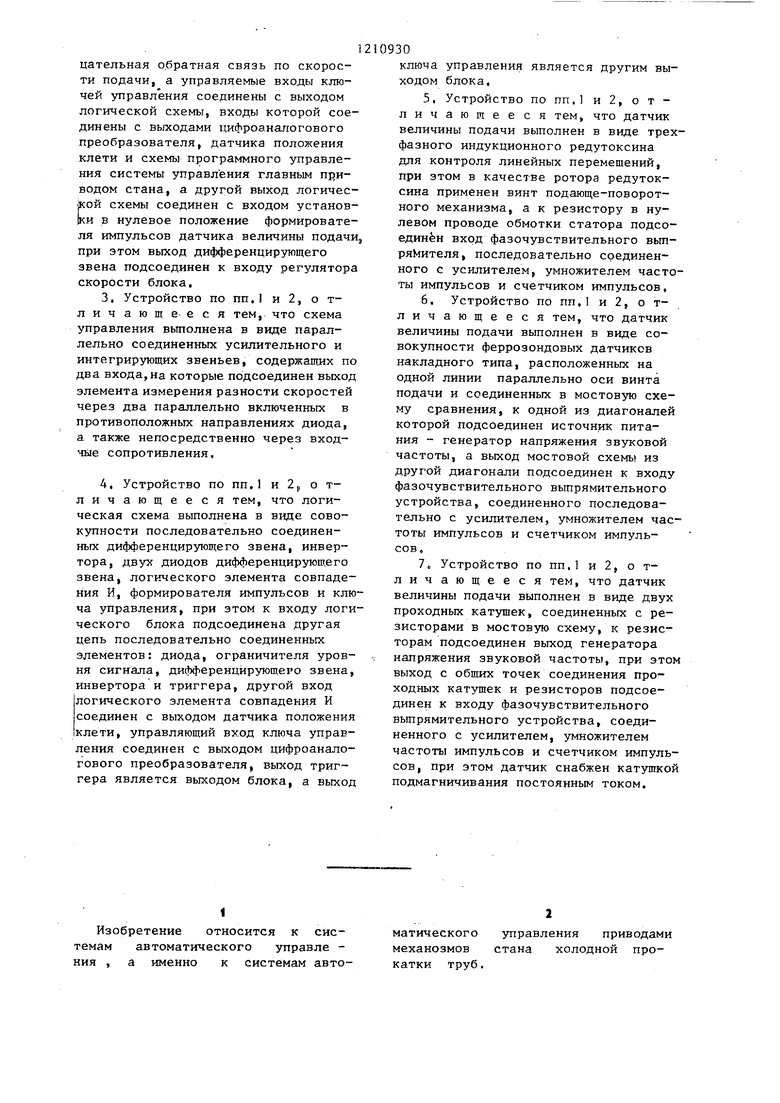

| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического управления двигателем главного привода стана холодной прокатки труб | 1984 |
|
SU1205953A1 |
| Система управления положением транспортного механизма | 1985 |
|
SU1386955A1 |
| Система автоматического управления | 1985 |
|
SU1409964A1 |
| Следящая система автоматического направления электрода по стыку свариваемых деталей | 1981 |
|
SU998042A1 |
| ЭЛЕКТРИЧЕСКИЙ СЛЕДЯЩИЙ ПРИВОД | 2008 |
|
RU2392730C1 |
| Следящий привод для компенсации ки-НЕМАТичЕСКиХ пОгРЕшНОСТЕй МЕХАНизМОВ | 1979 |
|
SU817959A1 |
| Устройство для автоматической настройки дугогасящего плунжерного реактора | 1986 |
|
SU1390704A1 |
| Устройство регулирования температуры подката для широкополосного стана горячей прокатки | 1987 |
|
SU1444003A1 |
| ЭЛЕКТРИЧЕСКИЙ ПРИВОД ПРОКАТНОГО СТАНА | 2013 |
|
RU2539631C1 |
| Устройство для управления главным приводом клети непрерывного прокатного стана | 1978 |
|
SU738707A1 |
Dm 25
636S
,Винт поЗатцв-тЛорвтнвм - мпанизно
TJTJTJTJan-n-T
-иитллл/С
5Л
ПрвхоОны яа/я цдпЬч
-Й1
Редактор М. Дылын
9ut в
Составитель А. Сергеев
Техред О.Ващишина Корректор Е.Сирохман
Заказ 578/13Тираж 518Подписное
ВКИИГИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Филиал ГШП Патент, г. Ужгород, ул. Проектная, 4
| Кожевников С.Н | |||
| и др | |||
| Анализ работы поворотно-подающих механизмов станов холодной прокатки труб.- В сб.:Модернизация и автоматизация оборудования трубопрокатных станов.- М.: Металлургия, 1965, с.94-108 | |||
| Гребеник Б.М | |||
| и др | |||
| Надежность работы станов холодной прокатки труб,: Труды Днепропетровского института инженеров железнодорожного транспорта | |||
| Вып | |||
| Приспособление для останова мюля Dobson аnd Barlow при отработке съема | 1919 |
|
SU108A1 |
| Станкевич В.А | |||
| и др | |||
| Холодная прокатка труб.-М.: Металлургия, 1982, с.28-36. | |||
