(54)
ПОТОЧНАЯ ЛШШЯ
- ; 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия | 1972 |
|
SU442906A1 |
| Поточная линия для изготовления изделий | 1979 |
|
SU837691A1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| Поточная линия для обработки металлоконструкций | 1984 |
|
SU1191245A1 |
| Автоматизированная поточная линия | 1983 |
|
SU1162568A1 |
| Поточная линия для сборки под сварку кузовов шахтных вагонеток | 1976 |
|
SU575199A1 |
| Поточная линия для сборки и сварки листовых конструкций | 1977 |
|
SU707740A1 |
| Поточная линия для изготовления сварных изделий | 1976 |
|
SU654373A1 |
| ЛИНИЯ МОНТАЖА БУКСОВЫХ УЗЛОВ НА КОЛЕСНЫЕ ПАРЫ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА | 1991 |
|
RU2078704C1 |
| Поточная линия для сборки и сварки металлоконструкций | 1976 |
|
SU590125A1 |
Изобретение относится к области сварки,а именно к конструкции поточной линии, преимущественно для изготоБления узлов типа крышек жоков грузовых железнодорошых полуваго- , НРБ,
Швестна поточная лишая, преимущественно для изготовления узлов ти па крышек люков грузовых железнодорожных полувагонов, содержащая установленные по ходу технологического процесса рабочее оборудование, транспортное устройство в ввде шагового транспортера и накопители.
Недостатком известной поточной линии является то, что она малопроизводительна, а тайке не обеспечивает независимую работу участков поточной линии.
Повышение производительности и независимая работа участков поточной линии обеспечиваются за счет то го, что транспортное устройство выполнено в ввде отдельных последова1тельно расположенных ыеаду рабочим
борудованием конвейерных участков О индивидуальными приводами, при этом концевая часть каждого конвейерного участка выполнена в виде ско бы, охватывающей выступ,выполненный на начальной части кавдого после осующего конвейерного участка, а кажгдый накопитель расположен на расстоянии, равном половине длины изделия от линии стыка двух смежных конвейерных участков.
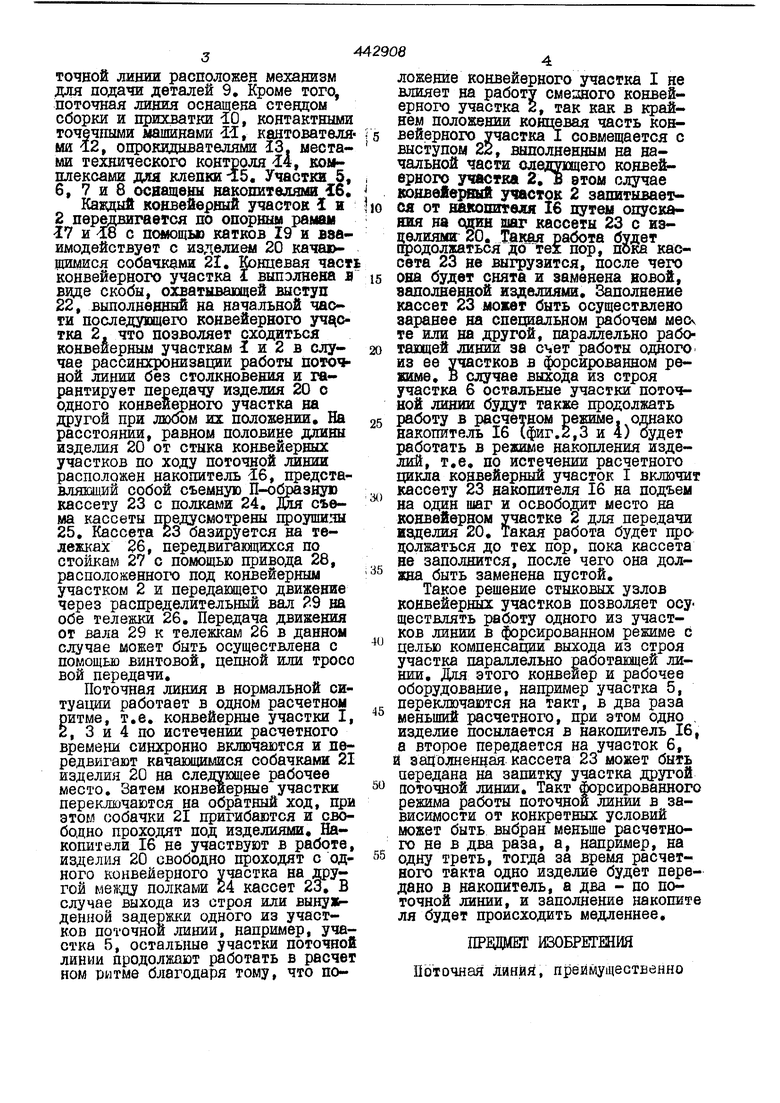
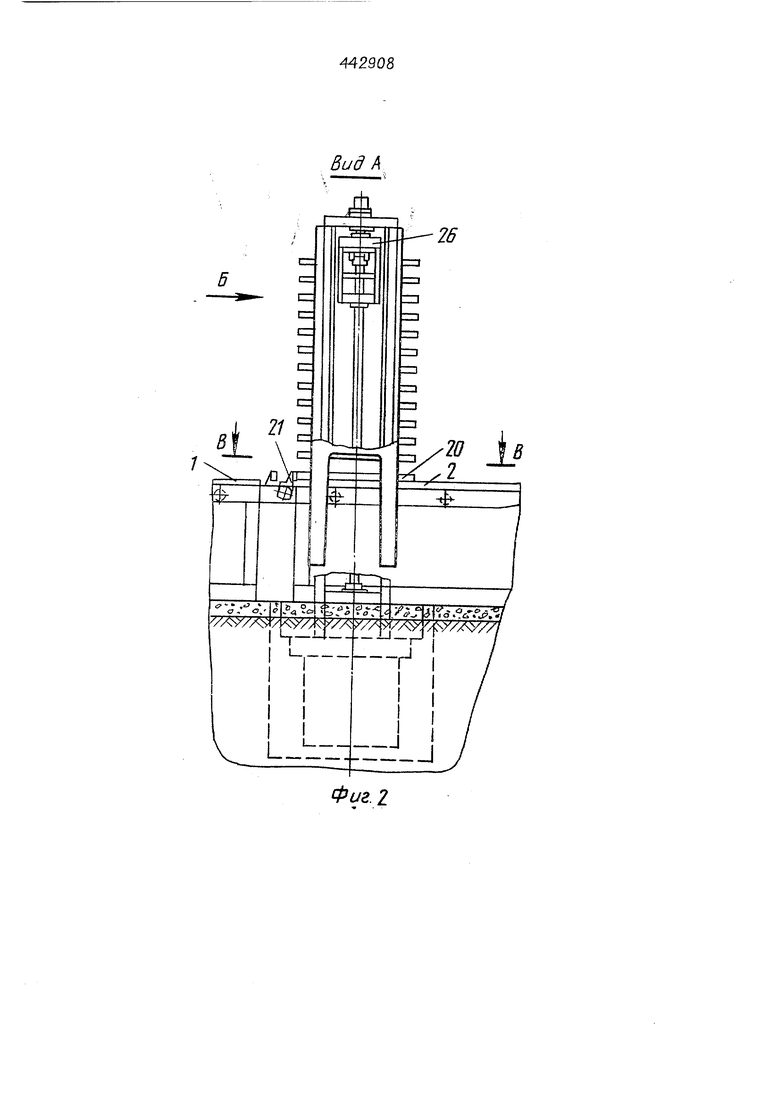
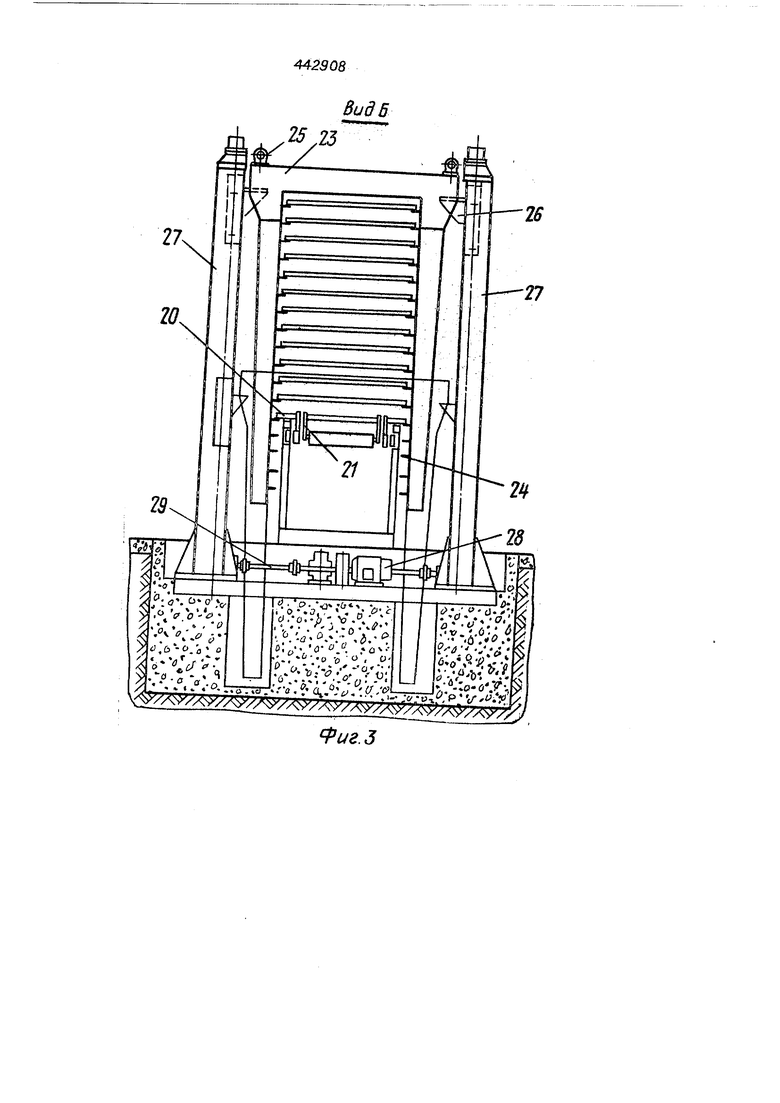
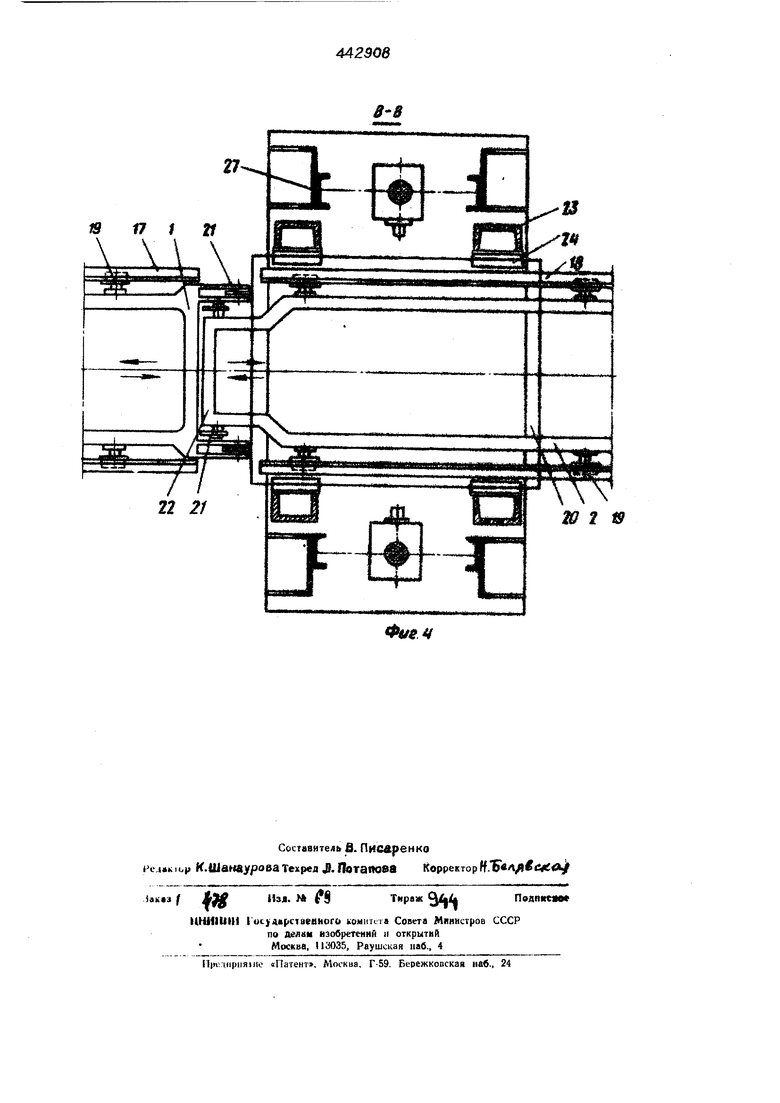
На фйг,1 изображена поточная линия, ввд сверху; на фиг.2 - вид Ео стрелке А на фигД (стык конвейерных участков); на фиг.З - вид по стрелке Б на фиг.2; на фиг.4 - сечение по В-В на фиг.2.
Предлагаемая поточная линия состоит из шаговых с индивидуальными приводами конвейерных участков 1,2,3 и 4, на основе которых организованы участки сборки 5, точечной контактной сварки 6, дуговой сварки 7 и клепки В. В начале поТОЧНОЙ лишш расположен механизм для подачи деталей 9, Кроме того, поточная линия оснащена стендом сборки и щшхватки -10, контактными точечными машинами -И, кантователями 12, опрокидывателями 13. местами технического контроля 14, комплексами для клепки -15, Участки 5, 6, 7 и 8 оснащены накопителями 16«
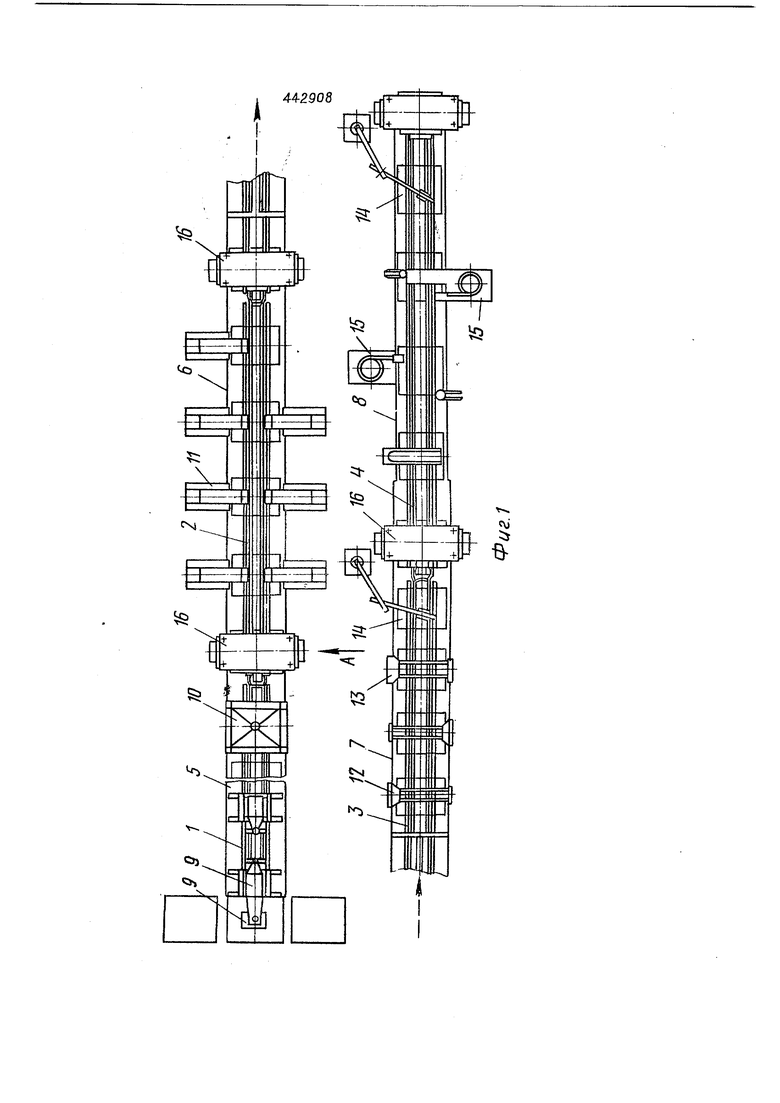
Каждый конвейерный участок 1 и 2 пер§двигается по опорным раман 17 и d8 с помощью катков 19 и взаимодействует с изделием 20 кача1 щщжся собачками 21. Концевая часть конвейерного участка 1 выполнена s виде скобы, охватывающей выступ 22, выполненный на начальной части последующего конвейерного учдстка 2. что позволяет сходиться конвейерным участкам 1 и 2 в случае рассинхронизации работы поточной линии без столкновения и гарантирует передачу изделия 20 с одного конвейерного участка на другой при любом их положении. На расстоянии, равном половине длины изделия 20 от стыка конвейерных участков по ходу поточной линии расположен накопитель 16, представляющий собой съемную П-образную кассету 23 с полками 24, Для съема кассеты предусмотрены цроушияы 25, Кассета 23 базируется на телекках 26, передвигащихся по стойкам 27 с помощью привода 28, расположенного под конвейерным участком 2 и передающего движение через распределительный вал .9 на обе тележки 26, Передача движения от вала 29 к тележкам 26 в данном случае может быть осуществлена с помощью винтовой, цепной или тросе вой передачи.
Поточная линия в нормальной ситуац1аи работает в одном расчетном ритме, т,е, конвейерные участки I, 2, 3 и 4 по истечении расчетного времени синхронно включаются и передвигают качаюшмися собачками 21 изделия 20 на следукхцее рабочее место. Затем конвейерные участки переютчаются на обратный ход, при этом собачки 21 пригибаются и свободно проходят под изделиями. Накопители 16 не участвуют в работе, изделия 20 свободно проходят с одного конвейерного участка на другой меаду полкаш 24 кассет 23, В случае выхода из строя или вынузвденной за.цеБЖки одного из участков поточной линии, например, участка 5, осталыше участки поточной линии продолжают работать в расчет ном ритме благодаря тому, что положение конвейерного участка I не влияет на работу смеаного конвейерного участка 2, так как в крайнем полоа нии концевая часть конвейерного участка I совмещается с выступом 22, выполненным на начальной части следующего конвейерного участка 2, в этом случае конвеяервый участок 2 запитывается от накопителя 16 путем опускакия на (здин шаг кассеты 23 с изделиями 20, Тащя работа будет породолжаться до тех пор, пока кассета 23 не сгрузится, после чего она будет снята и заменена новой, заполненной изделиями. Заполнение кассет 23 может быть осуществлено заранее на специальном рабочем месч те шш на другой, параллельно работающей линии за счет работы одного из ее участков в форсированном режиме, В случае выхода из строя участка 6 остальные участки поточной линии будут также продолжать работу в расчетном режиме, однако накопитель 16 (фиг,2,3 и 4) будет работать в режиме накопления изделий, т,е, по истечении расчетного цикла конвейерный участок I включит кассету 23 накопителя 16 на подъем на один шаг и освободит место на конвейерном участке 2 для передачи изделия 20, такая работа будет цро должаться до тех пор, пока кассета не заполнится, после чего она должна быть заменена пустой.
Такое решение стыковых узлов конвейерных участков позволяет осуществлять работу одного из участков линии в форсированном режиме с целью компенсации выхода из строя участка параллельно работащей линии. Для этого конвейер и рабочее оборудование, например участка 5, переключаются на такт, в два раза меньший расчетного, при этом одно , изделие посылается в накопитель 16, а второе передается на участок 6, и зацоднещая кассета 23 может быть передана на ват.тку участка другой поточной линии. Такт Форсированного режима работы поточной лишш в зависимости от конкретных условий может быть выбран меньше расчетного не в два раза, а, например, на одну треть, тогда за время расчетного такта одно изделие будет передано в накопитель, а два - по поточной линии, и заполнение накопите ля будет происходить медленнее,
ПРЩСЕГГ ИЗОБРЕТЕНИЯ Поточная линия, преимущественно
ДЛЯ изготовления узлов типа крышек люков..JR SQBHX железнодррршы х пол вагонов, содержащая установленные по ходу технологического процесса рабочее оборудование, транспортное устройство в виде шагового транспортера и накопители, отличающаяся тем, что, с целью повышения производительности, а также обеслечения„яез ависимой работы
j4acTKOB поточной линии, транспортное устройство выполнено в виде
отдельных последовательно располикенных меящу рабочим 6борудоЕ811ием конвейерных участков с инщиЕИДу альными приводалш, при этом концевая часть каадого конвейерного участка выполнена в виде скобы, схватывающей выступ, выполненный на начальной части кавдого последующего конвейерного участка, а каадай накопитель расположен на расстоянии, равном половине длины изделия от линии стыка двух смежных конвейерных участков.
442908
&
Вид f
/c
,,
C3
/л 7/7 // / /:/-$
L--ri;|id-J
Фиг. 2
7
2
3 3
ZD
r-j
7ff 1г
2
X
3t.
|....п.c:J«-Ю lj W 1
ФубМ IS