, Изобретение относится к оОластй сварки, а именно к конструкции поточной линии, преимущественно для изготовления узлов типа крышек люков грузовых аелезнодорожных полувагонов.
Известна поточная линия, преимущественно для изготовления узлов типа крышек люков грузовых железнодорожных полувагонов, содержащая установленные по ходу технологического процесса рабочее оборудование, транспортное устройство в виде при водного шагового транспортера, состоящего из смонтированной в непод вижном корпусе щтанги с храповыми собачками и механизм подачи листоюго материала.
Повышение производительности предлагаемой поточной линии обеспечивается тем что она снабжена дополнительным приводным с храповыми собачками шаговым транспортером, установленным перпендикулярно основному шаговому транспортеру, причем храповые собачки дополни- , тельного шагового транспортера pacL
положены на концах штанги с воз- можностью поворота одна навстречу другой, при этом на корпусе дополнительного шагового транспортера установлены дополнительные поворотные одна навстречу другой храповые собачки, расстояние мевду которыми равно длине листового материала.
На фиг. I изображена поточная
0 линия, общий вид; на фиг.2 - вид по стрелке А на фиг.1; на фиг.З вид на фиг. 4 - сечение по Б-Б на г.1; на фиг. 5 - сечение во В-В на рт.4; на фаг.б 5вид по стрелке Г на фиг.1; на фиг. 7 - ввд сбоку фиг.6.
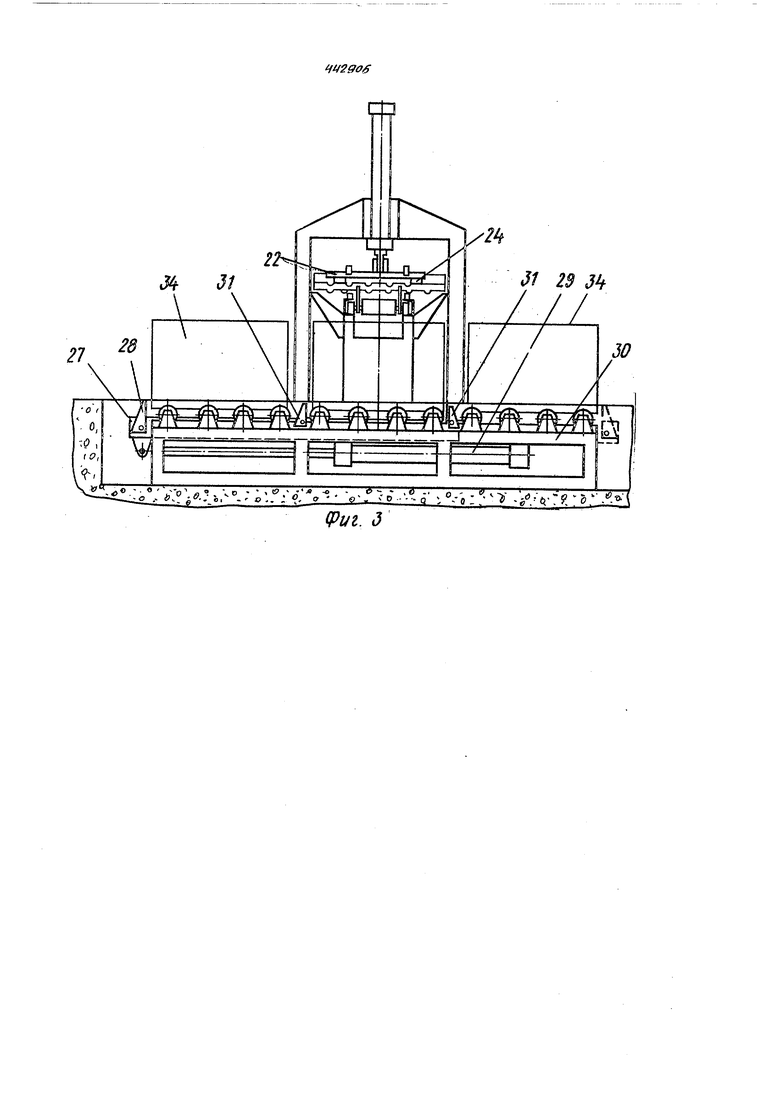
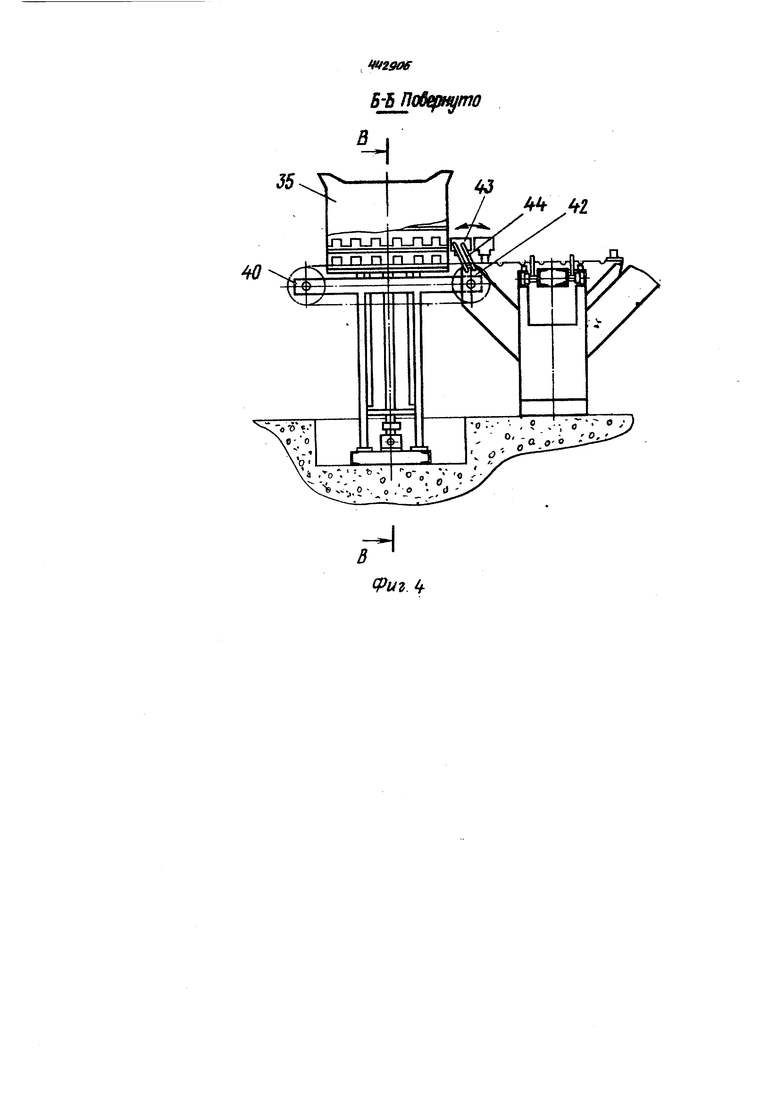
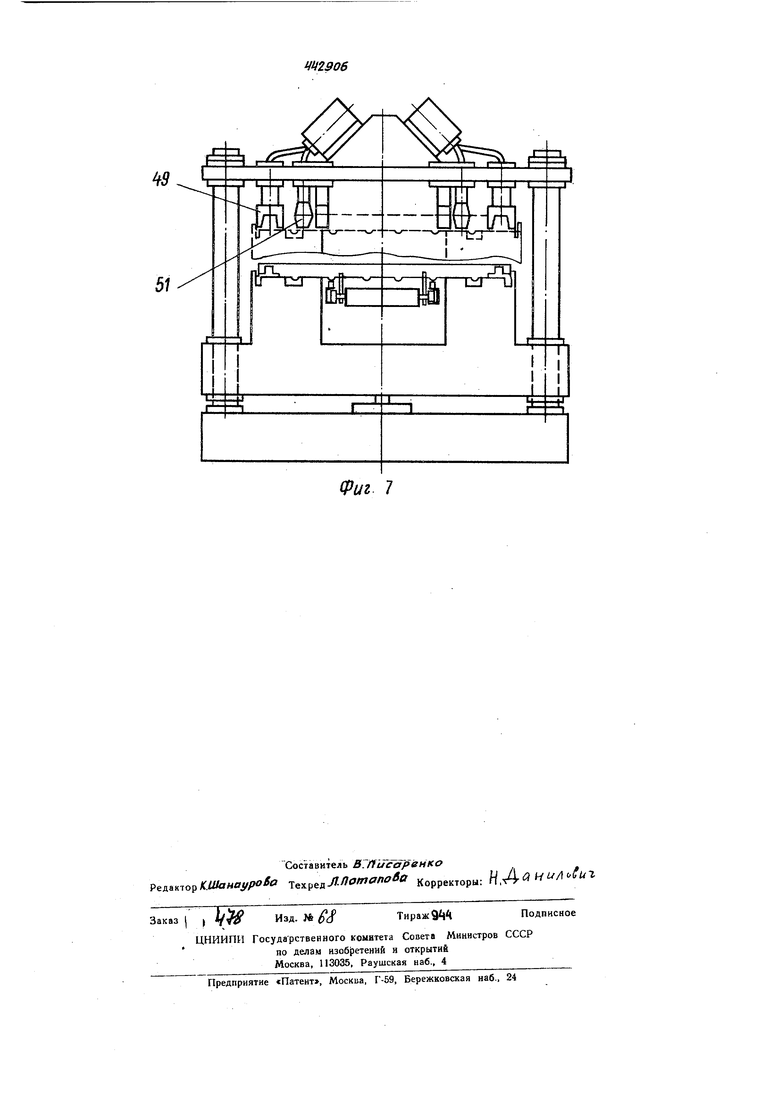
Поточная линия содержит транспортное устройство в виде приводных шаговых транспортеров 1,2,3,4, разделенных накопителями 5 на участки сборки 6, контактной точечной сварки 7, дуговой сварки 8, клепки 9. Поточная линия снабжена питателем 10 листа, питателем II комплектующих деталей, стеддом 12 -ориентирования и прихватки, конгактными,-точечными машинами-13,K.SB тователяади 14, манипуляторами 15, стендом 16 развертки, оборудованием 17 для клепки. Питатель 10 листа (фйг,2 и 3) сЪстоит из вертикального подъемника 18, включащего станину 19, подъемный цилиндр 20, на штоке 21 которого подвешена поворотная грузозахватная плита 22 с лыжами 23 и электромагнитами 24 и дополнительного шагового транспортера 25, предназначенного для подачи стоп, Дополнительный шаговый транспортер 25 выполнен в виде рольганга 2ь, внутри :юторого передвигается подвижная штанга 27 с храповыми собачками 28, установленными с возможностью поворота JB цротивоположные стороны. Передвижение подвижной штанги 27 осуществляется с помощью цилиндра 29, Неподвижный корпус 30 рольганга 26 также содержит собачки 31, Функциональной частью питателя 10 листов является также подвижная штанга 32 основного шагового транспортера I с храповыми собачками 33, которая может выдвигаться в промеадгток между подъемником 18 и стопой листов 34, На фиг, 4 и 5 представлен один из питателей II комплектушщх доталей, содержащий сменную П-образную кассету 35 с деталями 36, которая устанавливается в тележках 37, передвигающихся по направлявдим 38 от оощего привода 39, Кассета 35 охватывает подающий двухцепнсй тран спортер 40 с приводом 41, На конце подающего транспортера 40 смонтирован укладчик 42, состоящий из грузозахватной электромагнитной плиты 43, установленной на рычажном парад лелограыме 44, На г, 6 и 7 изображен стенд 12 ориентирования и прихватки, который установлен в зоне шагового транспортера I и представляет собой плиту 45, перемещаемую с помощью гидроцилиндра 46 по направлявдим 47, на верхнем торце которых установлена опорная шшта 48, На опорной шште 48 смонтированы ориентирущие упоры 49 и електрозаклепочники 50, каждый из которых состоит из электрода 51 и подащего механизма 52. Работа на поточной линии происходит в следущей последовательности,. ПйтательЮ /тста уклад зает лист на шаговый трарспортер I, который периодически передвигает его в расчетном ритме по рабочим местам, на которых питатели II комплектунадих деталей укладывают в проектное положение детали обвязки крышки люка, после чего набранная 1фышка люка подается в стенд 12 ориентирова1шя а :Прв.хБагкй гйе т.шш окинзателыш ориентируются, щ)ижимаются и прихьатываюгся.. Bcie обор гдоваше згчао- wc.8- c opKH pai6p.TaeT в щлтоматичес- Кбм рёжайе ГГО СЯГёалшй от шагового ;Транспортера I,Собранная крышка люка передается на шаговый транспортер 2 участка контактной точечной сварки,где выполняется сварка дета лей обвязки с листом,потом на учасц ке дуговой сварки 8 завариваются .стыки деталей и на участке клепки9 УСтан9;влИБаются jcppjniiTe&iH и пeтлиJ завершая полкшй цикл изготовления крышек люков. Питатель 10 листа работает слецуоцим образом. После ухода подвижной штанги 32 из промежутка мекду подъемником 18 и стопой листов 34 шшта 22 опускается до контакта с верхним листом веерообразной стопы, одновременно устанавливаясь на его плоскости с помощью направляншщх лыж 23, после чего включаются электромагниты 24, лист притягивается, и плита 22 поднимается в исходное положение. Но истечении времени такта подвижная штанга 32 основного шагового транспортера возвращается в крайнее левое положение, электромагниты 24 включаются, и лист опускается на консоль подвижной штанги 32, Такая работа продолжается до тех пор, пока не будет взят последний лист из стопы, после чего подвижная штанга 27переходит из левого положения в правое и своими храповыми собачкаш 28передвигает по рольгангу 26 левую стопу листов до соприкосновения с правыми храповыми собачками 31, После выработки этой стопы подвижная штанга 27 переходит в левое положение и передвигает правую стопу листов 34 до соприкосновения с левыми храповыми собачками 31, Последовательность работы всего комплекса механизмов может быть легко обес печена с помощью датчиков конечных положений. После выработки последней стопы листов рольганг 26 загружается новой партией стоп. Вое питатели II комплектующих деталей работают по одному принципу с питателем, представленным на фиг, 4 и 5, и управляются автоматически по сигналу шагового транспортера I, При подаче листа на рабочее место
ПО сигналу ОТ шагового транспортсгра I укладчик деталей 42 захватывает деталь 36 и переставляет ее ва лист в проектное положение, после чего возвращается назад. Транспортер 40 передвигает детали на шаг вперед. Работа продолжается до тех пор, пока не снимается с конвейера последняя деталь ряда. Тогда кассета 35 с помощью гоивода 39 опускается на тележках 3 на величину шага полок кассеты и укладывает следукщий ряддеталеи на транспортер 40.
После вьфаботки деталей из кассе ты 35 ее следует снять и заменить другой заполненной.
Стенд ориентирования и прихватки (фиг. 6 и 7) работает следущим образом. 7 k
После подачи набранной крышки в стенд по сигналу от шагового транспортера I подвижная шшта 45 вместе с крышкой поднимаются с поыщью гидроцилиндра 4б и при заходе деталей в упоры со скошенными 1фомками заставляет их сориентироваться по этим кромкам и при дальнейшем подъеме прижимает детали. После этого включаются электрозаклепочники 50 и фиксируют электрозаклепками положение деталей. Срабатывание электрозаклепочников 50 служит сигналом для возврата плиты 45 вместе с изделием в исходное положение. ПРБЩМЕТ ИЗОБРЕТБНШ
Поточная линия, щ)еимущественно для изготовления .узлов типа крышек люков грузовых железнодорожных полувагонов, содержащая установленные по ходу технологического процесса рабочее оборудование, транспортное устройство в виде приводного шагового транспортера, содержащего смонтированную в неподвижном корпусе штангу с храповыми собачками, а также механизм подачи листового материала, отличаюшаяся тем, что, с целью повышения цроизводительности, поточная линия снабжена дополнительным приводным шаговым транспортером, выполненным аналогич но основному и установленным перпендикулярно ему, причем храповые собачки дополнительного шагового транспортера расположены на концах штанги с возможностью поворота одна навстречу другой, при этом на корпусе дополнительного шагового .транспортера установлены дополнительнне поворотные одна навстречу другой храповые собачки, расстояние wajsy которыми равно длине подавае1шх листов.
442 906
2J
Фи&.г
2t
J/ ZB Jif
/ //
ВБ Побеу то
М
н
fpuz.
J
9иг. 5
ВидГ
50 : 2
-m
9 I
(Риг 7

| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки листовых конструкций | 1977 |
|
SU707740A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная линия для изготовления сварных конструкций | 1978 |
|
SU770715A1 |
| Поточная линия для сборки и сварки листов с планками | 1983 |
|
SU1224129A1 |
| Поточная линия | 1972 |
|
SU442908A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1977 |
|
SU685467A1 |
| Поточная линия для сварки изделий в виде тел вращения | 1975 |
|
SU649531A1 |
| Автоматизированная поточная линия | 1983 |
|
SU1162568A1 |
| Поточная линия для изготовления изделий | 1979 |
|
SU837691A1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |