1
Изобретение отиосится к области сварки, а именно iK конструкцпи поточной линии для сборки и свар.ки металлОКонструкций, преимущественно рам шахтных вагонеток.
Известна поточная линия для сборки и сварки металлоконструкций, преимущественно рам шахтпых вагонеток, содержащая установленные вдоль потока кольцевые роликовые кантователи и шаговый транспортер с направляющими и штангой с собачками 1.
Недостатком известной поточной линии является то, что она малопроизводительна, так как мала точность остановки изделий HU рабочих ПОЗИЦИЯ1Х.
Целью изобретения является повыщение производительности за счет повышения точности остановки изделий на рабочих позициях.
Указанная цель достигается тем, что направляющие шагового транспортера расположены внутри каждого роликового кантователя и установлены вдоль его оси вращения, при этом штанга шагового транспортера выполнена соста.вйой с количеством частей, превышающим число роликовых .кантователей на два, лрИчем концевой участок каждой части штангн установлен в начальном участке другой части штанги с возможностью свободного поворота.
2
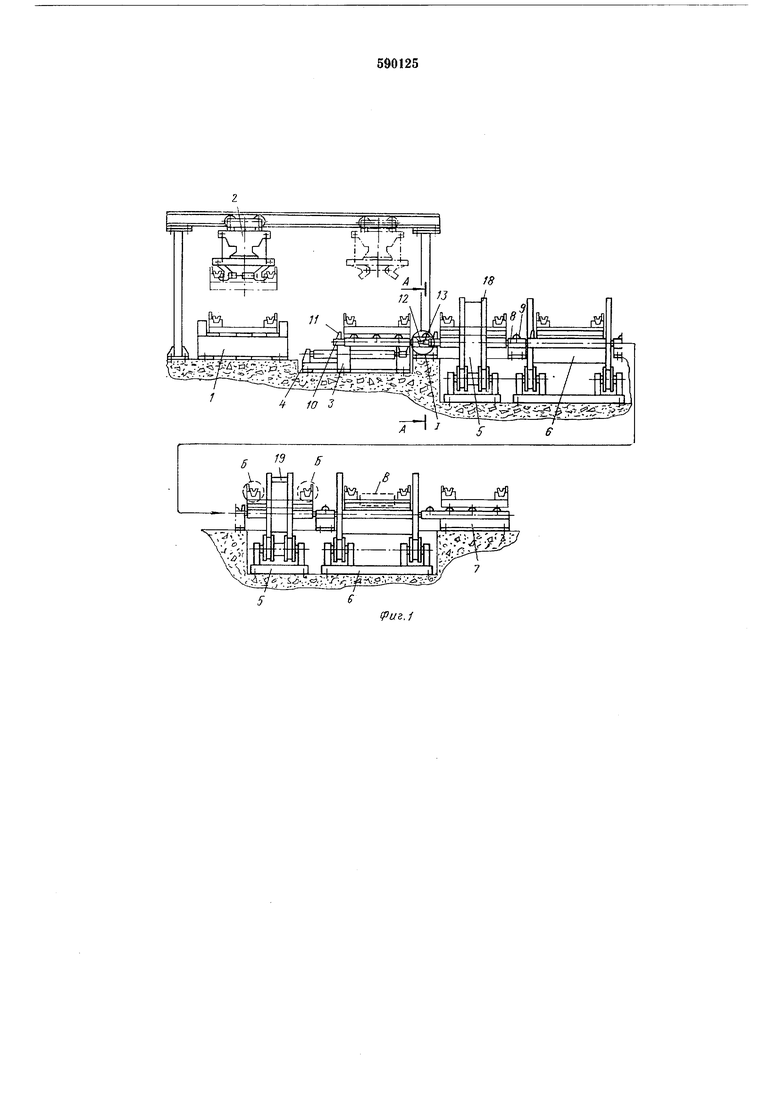
На фиг. 1 показана предлагаемая лоточная линия, вид сбоку; «а фиг. 2 - разрез по А-А на фиг. 1; «а фиг. 3 - узел I па фиг. 1. Поточная линия состоит из стенда 1 сборки рамы, укладчика 2, приемного стенда 3, шагового транспортера 4, роликовых кантователей 5 и 6, стенда 7 осмотра и съема.
Шаговый транспортер 4 содержит направляющие 8 и ролики 9, каретки 10, снабжсиные собачками 11 и связанные штангами 12 при помощи вращающихся соединений 13. Вращающееся соединение включает в себя цапфу 14 штанги 12, установленную в кронштейне 15 каретки 10 с зазором а, допускающим ее перекос, и втулку 16, связанную с кронштейном 15 посредством резинового элемента 17.
Роликовые кантователи 5 и 6 состоят из колец 18, связанных между собой балками 19,
транспортных роликов 20, верхних подпружиненных роликов 21, направляющих 22 для щагового транспортера 4, холостой 23 и приводной 24 роликоопор, установленных на раме 25.
Расположение колец ЬВ роликовых кантователей 5 и 6 разное, в зависимости от располол ения швов, выполняемых на каждой позиции. Оно выбирается с таким расчетом, чтобы обеспечить максимальную доступность ц
удобство выполнения швов.
Работает предлагаемая поточная линия
следующим образом.
На стенде I сборки рамы сборщики производят укладку, ориентиро-вание, лрИ|ЖИ:М и п.рилватку деталей рамы. Собранная рама при помощи укладчика 2 передается на приемный стенд 3.
Со стенда 3 рама собачками 11 шагового транспортера 4 передается в роликовый кантователь 5 .по роликам 0 и совмеще1нны:м ic «ими транспортным роликам 20. Подпружиненные ролики 21 прижимают раму к транспортным роликам 20.
При перемещении шагового транспортера 4 направляющие 22 роликовых кантователей 5 и 6 совмещены с аналогичными направляющими 8.
Когда шаговый транспортер 4 сделает шаг, рамы, прижатые верхними подпружиненными роликами ,21 к иижним транспортным роликам 20 ,каптователей 5 и 6, останавливаются, а шаговый транспортер 4 возвращается в исходное положение.
Роликовый кантователь 5 кантует раму, удерживаемую роликами 20 и 21, в положение удобное для сварки. При этом каретка 10 шагового транспортера 4, находящаяся в кантователе 5, благодаря наличию вращающихся соединений 13 между «ей и штангой -12, овободно поворачивается вместе с кантователем 5 относительно остальных кареток, находящихся в состоянии покоя или поворачивающихся вместе с кантователем б в обратном направлении.
Благодаря тому что кольца 18 кантователя 5 расположены близко друг к другу, на этой
позиции удобно выполнять швы, находящиеся в зонах Б изделия.
Одноврем.ен1но в роликовых кантоват:елях б, кольца 1:8 которых разнесены за пределы изделия, выполняются швы, находящиеся в зоне В.
На последней позиции поточной линии - стенде 7 произ1водится осмотр и съем изделия.
Формула изобретения
Поточная линия для сборки и сварки металлоконструкций, преимущественно рам
шахтных вагонеток, содержащая установленные вдоль (Потока кольцевые роликовые кантователи и щаговый транспортер с направляющими и штангой с собачками, отличающаяся тем, что, 1C целью повышения производительности за счет повышения точности остановки изделий на рабочих позициях, направляющие шагового транспортера расположены внутри каждого роликового кантователя и установлены вдоль его оси вращения,
при этом штанга шагового транспортера выполнена составной с количеством частей, пр-евышаЮЩим число роликовых кантователей на два, причем концевой участок каждой части штанги установлен в начальном участке
другой части штанги с возможностью свободного поворота.
Источники информации, принятые во внимание при экспертизе
il. Авторское свидетельство СССР № 521103, В i23K 37/04, 15.07.76.
19
.a-.M - //- gK gv::p :g
J jl Li)
s
I....U. Jl
MSS

| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки металлоконструкций | 1977 |
|
SU685467A1 |
| Поточная линия | 1976 |
|
SU612773A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1979 |
|
SU1022797A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| Поточная линия для изготовления сварных конструкций | 1978 |
|
SU770715A1 |
| Поточная линия для сборки под сварку кузовов шахтных вагонеток | 1976 |
|
SU575199A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1975 |
|
SU919842A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU893492A1 |
| Механизированная поточная линия для сборки и сварки | 1985 |
|
SU1263485A1 |