1
Изобретение относится к устройствам для обработки поршневых колец.
Известно устройство для пакетной калибровки замка поршневых колец, ориентируемых подпружиненной шпонкой, имеющей призматическую форму.
Известное устройство с плоской симметричной ориентацией замка колец относительно режущего инструмента правильно ориентирует замок кольца только в том случае, если обработка производится по одному кольцу, а в случае пакетной калибровки ориентирует замок только того поршневого кольца, которое имеет наибольший припуск на обработку. Замки остальных поршневых колец пакета неточно сориентированы и для них не обеспечен объем одинакового припуска с обеих ветвей замка.
В предлагаемом устройстве обеспечение в-озможности точной ориентации последовательно каждого кольца пакета относптельно режущего инструмента обеспечивается за счет того, что ориентирующая шпонка выполнена в виде сложенных большими основаниями трехгранных усеченных пирамид.
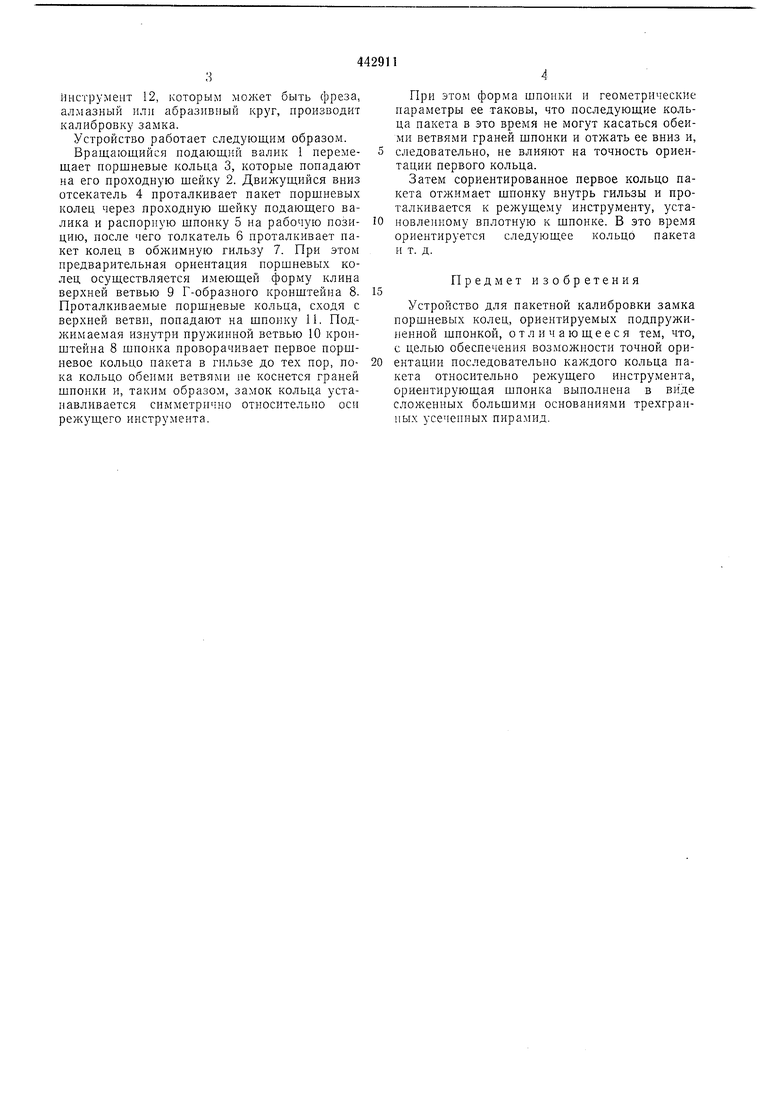
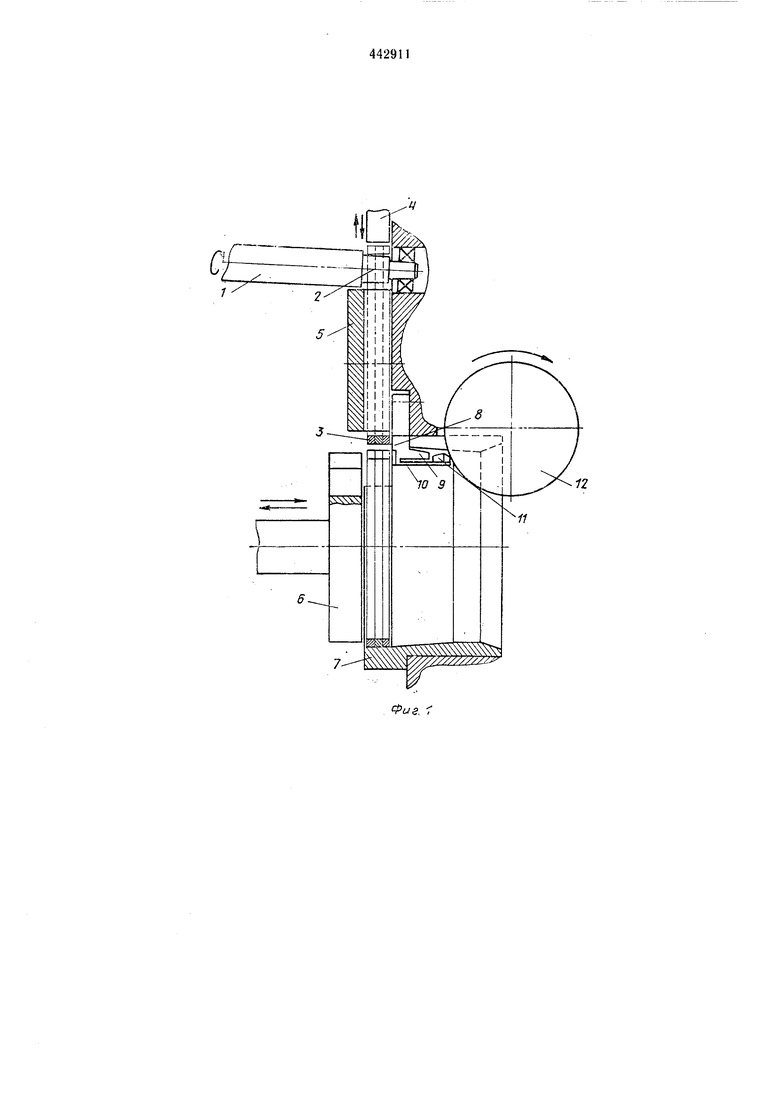
На фиг. 1 изображена схема устройства для калибровки замка поршневых колец; на фиг. 2, 3 - положение поршневых колец в процессе проталкивания их через обжимную
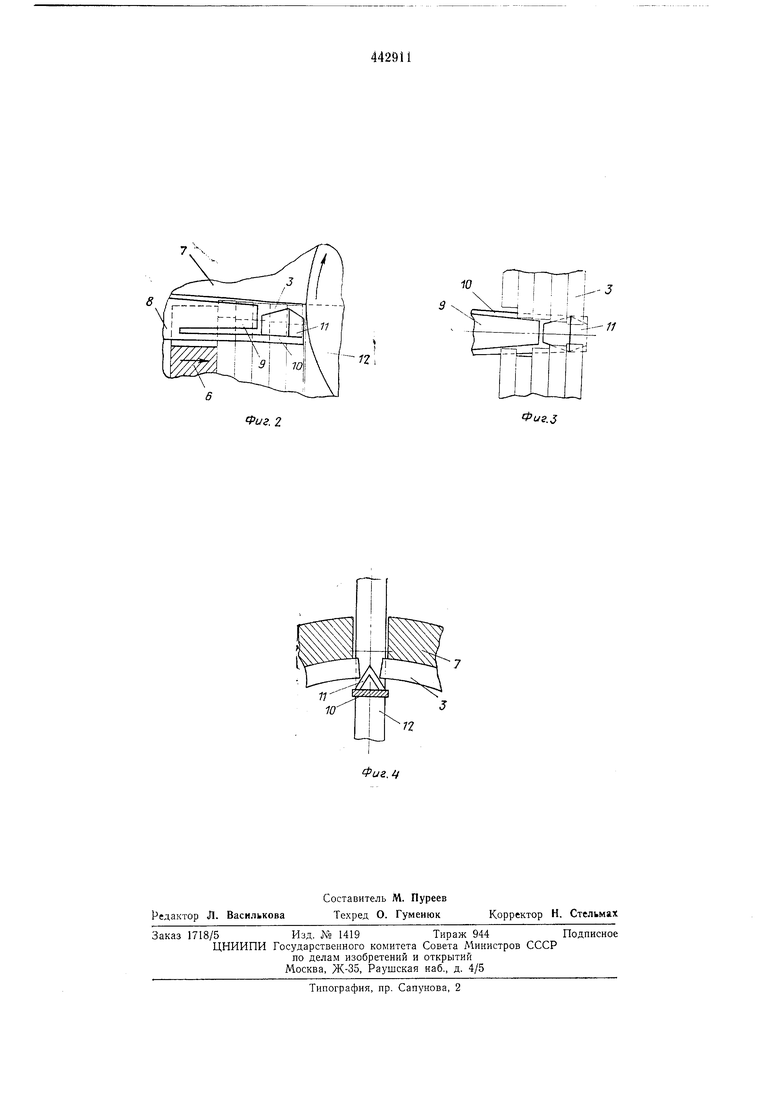
гильзу; на фиг. 4 - положение сориентированного кольца.
Наклонно установленный валик 1 имеет проходную шейку 2, диаметр которой несколько больше замка поршневых колец 3 в свободном состоянии, а длина соответствует количеству колец в обрабатываемом пакете. Отсекатель 4 имеет возможность вертикального возвратно-поступательного перемещения. Распорпая шпонка 5, толщина которой равна диаметру проходной шейки 2, служит для предотвращения сдвига замков поршневых колец при подаче их на рабочую позицию. Толкатель 6, имеющий возможность горизонтального возвратно-поступательного перемещения, служит для подачп поршневых колец в обжимную гильзу 7. В гильзе установлен Г-образный кронштейн 8, одна полка которого прикреплена к торцу гильзы, а вторая размещена внутри нее и разделена горизонтальной прорезью на две ветви 9 п 10. Верхняя ветвь 9 имеет форму клина, угол которого соответствует углу входного конуса обжимной гильзы, и слул-сит для предварительной ориентации поршневого кольца. ветвь 10 выполнена в виде плоской пружины и несет на себе шпонку 11, имеющую форму двух сложенных большими основаниями трехгранных усеченных пирамид и служашую для окончательной
ориентации поршневого кольца. Режущий
Инструмент 12, которым может быть фреза, алмазный или абразивный круг, производит калибровку замка.
Устройство работает следующим образом.
Вращающийся подающий валик I перемещает порщневые кольца 3, которые попадают на его проходную щейку 2. Движущийся вниз отсекатель 4 проталкивает пакет порщневых колец через проходпую щейку подающего валика и распорную щпонку 5 на рабочую позицию, после чего толкатель 6 проталкивает пакет колец в обжимную гильзу 7. При этом предварительная ориентация порщневых колец осуществляется имеющей форму клина верхней ветвью 9 Г-образного кроищтейиа 8. Проталкиваемые порщневые кольца, сходя с верхией ветви, попадают на щпонку 11. Поджимаемая изнутри пружинной ветвью 10 кронщтейна 8 щпонка проворачивает первое порщиевое кольцо пакета в гильзе до тех пор, пока кольцо обеими ветвями не коснется граней шпонки и, таким образом, замок кольца устанавливается симметрично относительно оси режущего инструмента.
При этом форма шпонки н геометрические параметры ее таковы, что последующие кольца пакета в это время не могут касаться обеими ветвями граней щпонки и отжать ее вниз и, следовательно, не влияют на точность ориентации первого кольца.
Затем сориентированное первое кольцо пакета отжимает щпонку внутрь гильзы и проталкивается к режущему инструменту, установленному вплотную к щпонке. В это время ориентируется следующее кольцо пакета и т. д.
Предмет изобретения
Устройство для пакетной калибровки замка порщневых колец, ориентируемых подпружиненной щпонкой, отличающееся тем, что, с целью обеспечения возможности точной ориентации последовательно каждого кольца пакета относительно режущего инструмента, ориентирующая шпонка выполнена в внде слол ;енных большими основаниями трехгранных усеченных пирамид.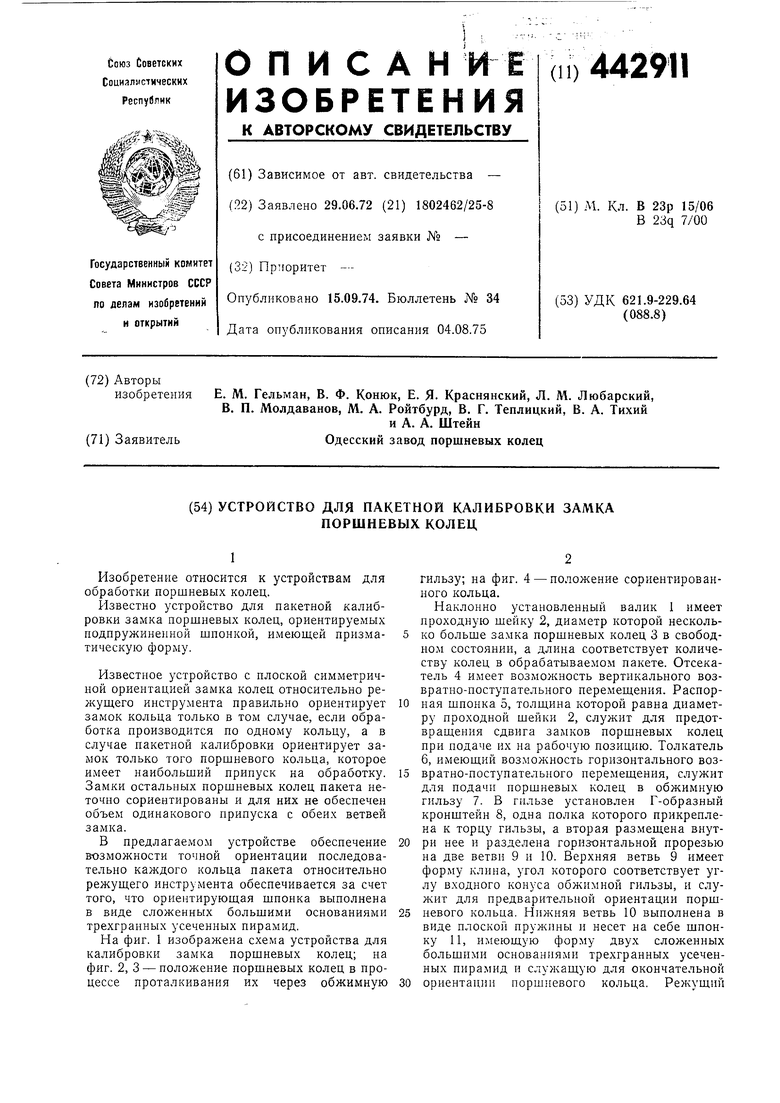
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ОРИЕНТАЦИИ ПОРШНЕВЫХ КОЛЕЦ | 1970 |
|
SU261877A1 |
| УСТРОЙСТВО для КАЛИБРОВКИ ЗАМКОВОЙ ЩЕЛИ ПОРШНЕВЫХ КОЛЕЦ | 1972 |
|
SU350626A1 |
| АВТОМАТ ДЛЯ КАЛИБРОВКИ ЗАМКА ЧУГУННЫХ ПОРШНЕВЬ!Х КОЛЕЦ | 1967 |
|
SU202721A1 |
| Автомат для калибровки замка чугунных поршневых колец | 1972 |
|
SU436721A1 |
| АВТОМАТ ДЛЯ КАЛИБРОВКИ ЗАМКА ЧУГУННЫХ ПОРШНЕВЫХ КОЛЕЦ | 1972 |
|
SU326036A1 |
| СПОСОБ РАСТОЧКИ ПОРШНЕВЫХ КОЛЕЦ | 1968 |
|
SU231288A1 |
| Способ обработки уплотнительных колец и устройство для его осуществления | 1990 |
|
SU1773586A1 |
| УСТРОЙСТВО ДЛЯ РАСТОЧКИ ПОРШНЕВЫХ КОЛЕЦ | 1969 |
|
SU237523A1 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ ЗАМКА ПОРШНЕВЫХ КОЛЕЦ | 1966 |
|
SU224293A1 |
| Способ обработки поршневых колец | 1981 |
|
SU1006151A1 |
П
