1
Изобретение относится к устройствам для смены тары под загрузку и может быть использовано в различных отраслях промышленности, в частности в поточных линиях, для изготовления заготовок радиодеталей типа трубок, стержней и пластин.
Известно устройство для смены подставок с изделиями, содержащее конвейер, барабан укладки изделий на подставки, механизм рабочего и ускоренного перемещения конвейера, схему управления, содержащую датчик, установленный на конвейере и электромагнит. Однако такие устройства при высоких темпах укладки (более 4 щтук в минуту) не обеспечивают надежной и стабильной работы, так как заготовки могут попадать мимо подставок.
Для обеспечения надежной и стабильной работы один из путевых датчиков схемы включения ускоренного перемещения установлен на конвейере и выходом связан со схемой «И через блок памяти, второй датчик установлен на исполнительном органе механизма укладки, а его выход связан со входом той же схемы «И, выход которой через усилитель связан с электромагнитом включения механизма ускоренного перемещения конвейера.
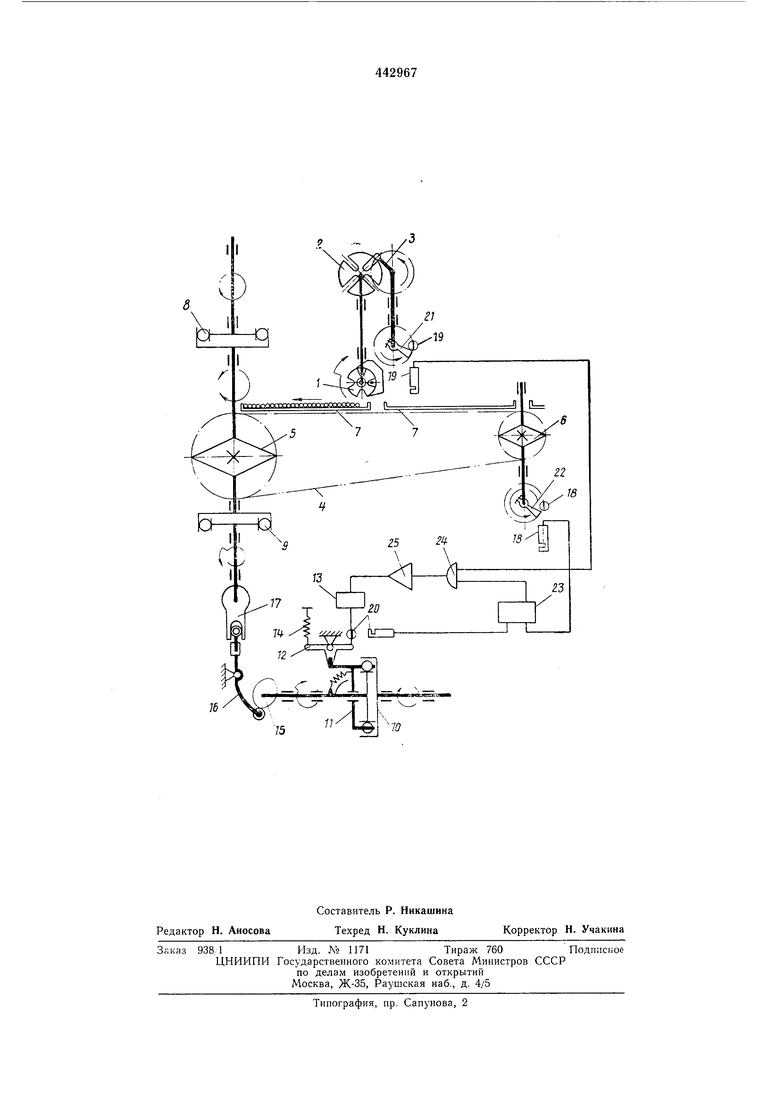
На чертеже показана принципиальная электромеханическая схема предлагаемого устройства. Оно состоит из механизма укладки, содержащего барабан 1 укладки, связанного с общим приводом посредством мальтийского механизма 2 и 3, конвейера 4 с приводным барабаном 5 и натяжным барабаном 6, привода конвейера и схемы управления.
Механизм укладки предназначен для приема заготовок из питателя и непрерывной ритмичной укладки их на подставки 7. Транспортер 4 предназначен для рабочего и ускоренного перемещения подставок 7 при их смене
и приводится в движение с помощью обгонной муфты 8, связанной с общим приводом, или обгонной муфты 9, связанной с механизмом ускоренного перемещения подставок. Он состоит из муфты включения 10 с поводковой
вилкой 11, упора 12, приводимого в движение электромагнитом 13, пружиной 14, кулачка 15, рычага 16 и вилки 17. Схема управления имеет путевые (бесконтактные) датчики 18-20 с сигнализирующими флажками 21 и 22, блок
памяти 23, схему совпадения 24, усилитель 25 и электромагнит 13.
Устройство работает следующим образом. Транспортер 4, получая движение от муфты 8, имеет скорость обеспечивающую необходимую плотность укладки заготовок на подставки 7. После заполнения подставкп 7 (левой) ее необходимо быстро отвестн и подвести под барабап 1 укладки порожнюю подставку. Для этого в работу вступает схема управления механизмом ускоренного перемещения транспортера. Путевой датчик 19 установлен па барабане 1 укладки п подает сигнал о каждой уложенной заготовке. Сигнал с выхода датчика 19 поступает на вход схемы «И 24. Путевой датчик 18 установлен на транспортере 4 и сигнализирует о каждом полном обороте барабана 6 транспортера 4. Датчик 18 подает сигнал о каждой заполненной подставке, так как длина окружности барабана 6 равна расстоянию между одноименными бортами двух соседних подставок. Сигнал с выхода датчика 18 поступает па вход блока памяти 23, а с выхода блока на вход схемы «И 24.
Появившийся на выходе схемы 24 сигнал поступает на вход усилителя 25 и через него включает электромагнит 13. Электромагнит 13 снимает с упора 12 поводковую вилку 11, и муфта 10 включается, приводя во вращение вал с кулачком 15. От кулачка 15 через рычаг 16 и вилку 17 получает вращение муфта 9, .которая сообщает транспортеру 4 ускорепное движение, достаточное для быстрой смены подставки под барабапом 1 укладки.
Электромагнит 13 включает путевой датчик 20, сигнал с выхода которого стирает «память блока памяти. Электромагнит 13 отключают и упор 12 под воздействием пружины 14 посредством поводковой вилки И выключает муфту 10. Таким образом, кулачок 15
при смене подставок совершает один оборот. Далее цикл смены подставок повторяется.
Таким образом, ускоренное перемещение трапспортера включается только в том случае, если в схему «И поступают сигналы с
двух путевых датчиков.
Предмет изобретения
Устройство для смены нодставок с изделиями, содержащее конвейер, барабан укладки
изделий на подставки, механизм рабочего и ускоренного перемещения конвейера, схему управления, содержащую датчик, установленный на конвейере и исполнительный электромагнит, отличающееся те.м, что с пелью
обеспечения надежной и стабильной работы, в схему управления введены датчик, установленный на барабане укладки, схема «И, усилитель и блок памяти, причем датчик, установленный на барабане укладки соединен со
входом схемы «И, а датчик, установленный на конвейере, соединен со вторым входом этой схемы через блок памяти, второй вход которого соединен с датчиком, связанным с электромагнитом, выход схемы «И соединен со
входом усилителя, выход которого подан на электромагнит включения муфты механизма ускоренного неремещения конвейера.
76
75
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ДОЗИРОВКИ РЫБЫ В ТАРУ | 1966 |
|
SU183118A1 |
| Устройство для подачи и укладки штучных предметов | 1977 |
|
SU856899A2 |
| Устройство для нанесения покрытия на заготовки плоских конденсаторов | 1972 |
|
SU475675A1 |
| УСТРОЙСТВО для НАКЛЕИВАНИЯ ЭТИКЕТОК НА ТАРУ | 1973 |
|
SU383655A1 |
| Устройство для непрерывной намотки на катушки нитеобразных материалов | 1972 |
|
SU448903A1 |
| РОТОРНЫЙ АВТОМАТ ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1972 |
|
SU341683A1 |
| Автомат Петрова для сборки и сварки кожухов центробежных вентиляторов | 1983 |
|
SU1138284A1 |
| СТАНОК ДЛЯ УДАЛЕНИЯ ОБЛОЯ ФОРМОВЫХ РЕЗИНОВЫХИЗДЕЛИЙ | 1967 |
|
SU205269A1 |
| Поточная линия для изготовления железобетонных изделий | 1976 |
|
SU701806A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ НАПЛАВКИ ЛАП КУЛЬТИВАТОРА | 1972 |
|
SU354966A1 |