1
Изобретение относится к машинам для изготовления электрических плоских конденсаторов постоянной емкости.
Известен полуавтомат серебрения и глазуровки торцов заготовок плоских конденсаторов, содержащий привод, узел подачи заготовок и узел серебрения и глазуровки.
Однако в этом полуавтомате механизированы только операции нанесения покрытий (серебра и глазури) на торцы конденсаторов с помощью вращающегося резинового ролика. Подача заготовок на присоску, съем их, укладка на подставки и перенос подставок с заготовками на конвейер печи осуществляются вручную, что снижает производительность и ухудщает качество покрытия.
Цель изобретения - повысить качество покрытия и производительность труда.
Это достигается благодаря тому, что предложенное устройство снабжено размещенными между транспортирующим механизмом и механизмом сущки транспортером-накопителем с зажимными губками и групповой присоской и расположенным под ним и перекрещивающимся .с ним транспортером подачи подставок для размещения покрытых заготовок, выполненным в виде двух цепей с толкателями, взаимодействующими с рычагом перемещения транспортера, причем механизм ориентации выполнен в виде двух пар противоположно расположенных контактных ползунов, рабочие поверхности каждого из которых выполнены с противоположно направленными
скосами, а элемент подачи наносимого слоя механизма нанесения покрытия выполнен, например, в виде многослойной капроновой сетки, закрепленной между свободными концами плоской пружины, выполненной в виде полукольца.
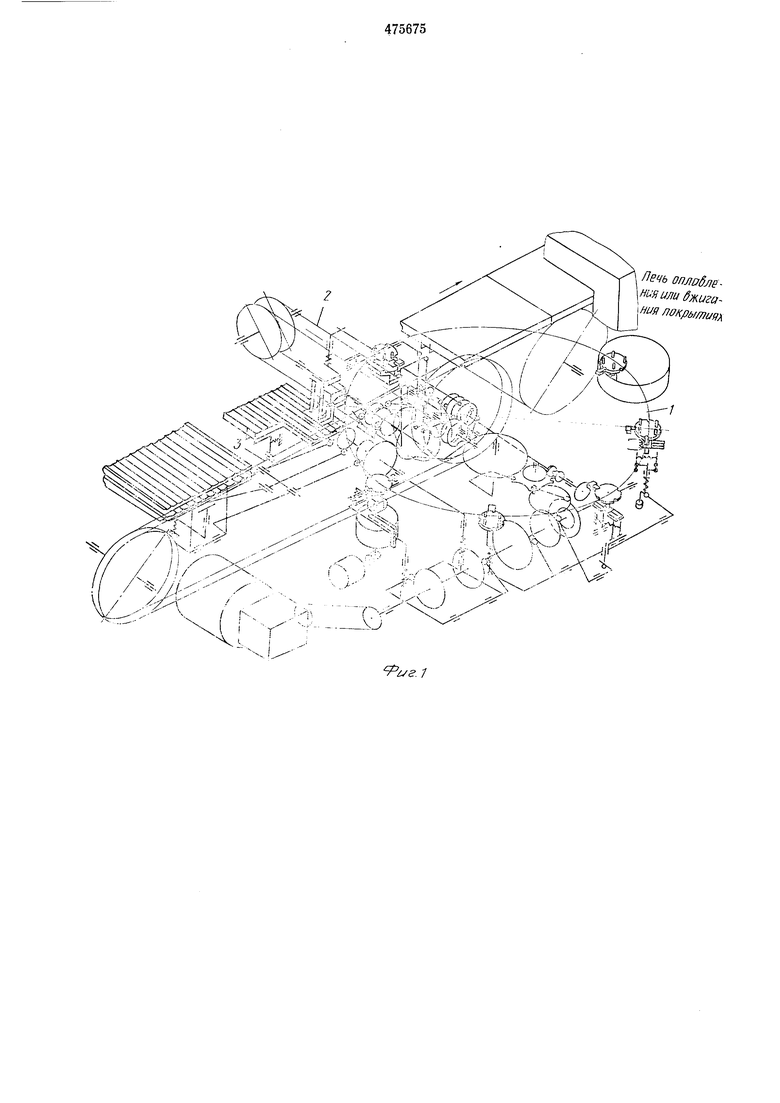
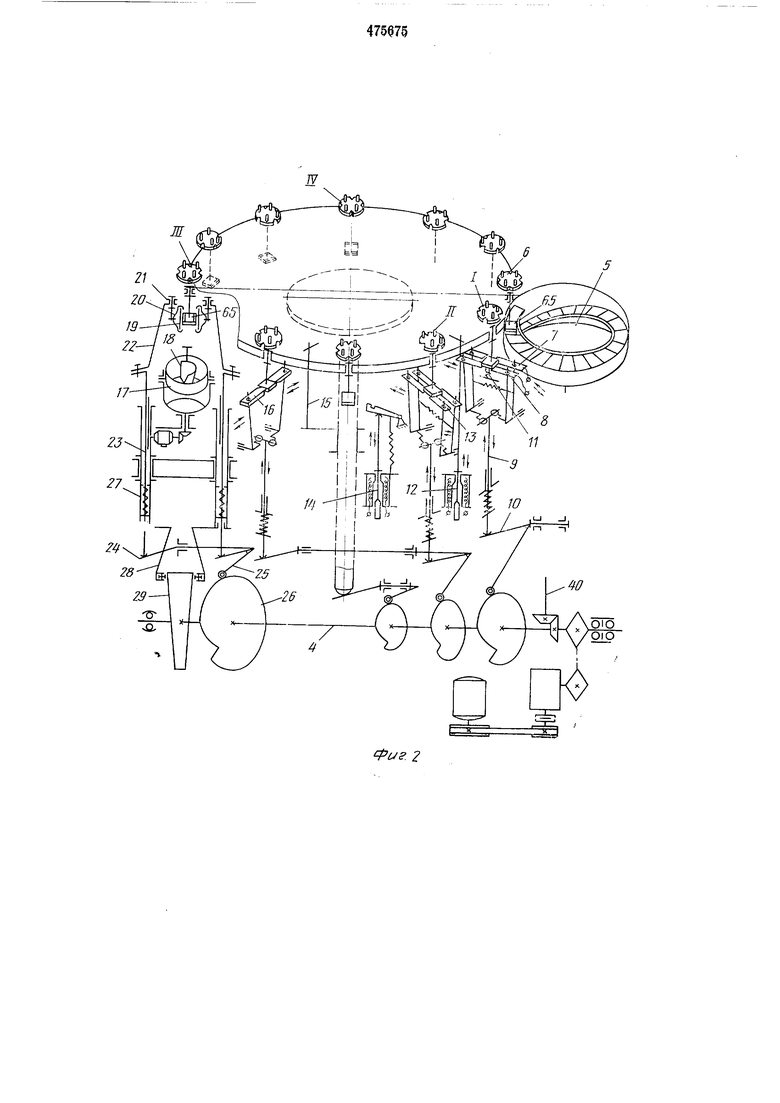
На фиг. 1 изображена кинематическая схема предложенного устройства; на фиг. 2 - схема транспортирующего механизма с механизмами ориентации и нанесения покрытия;
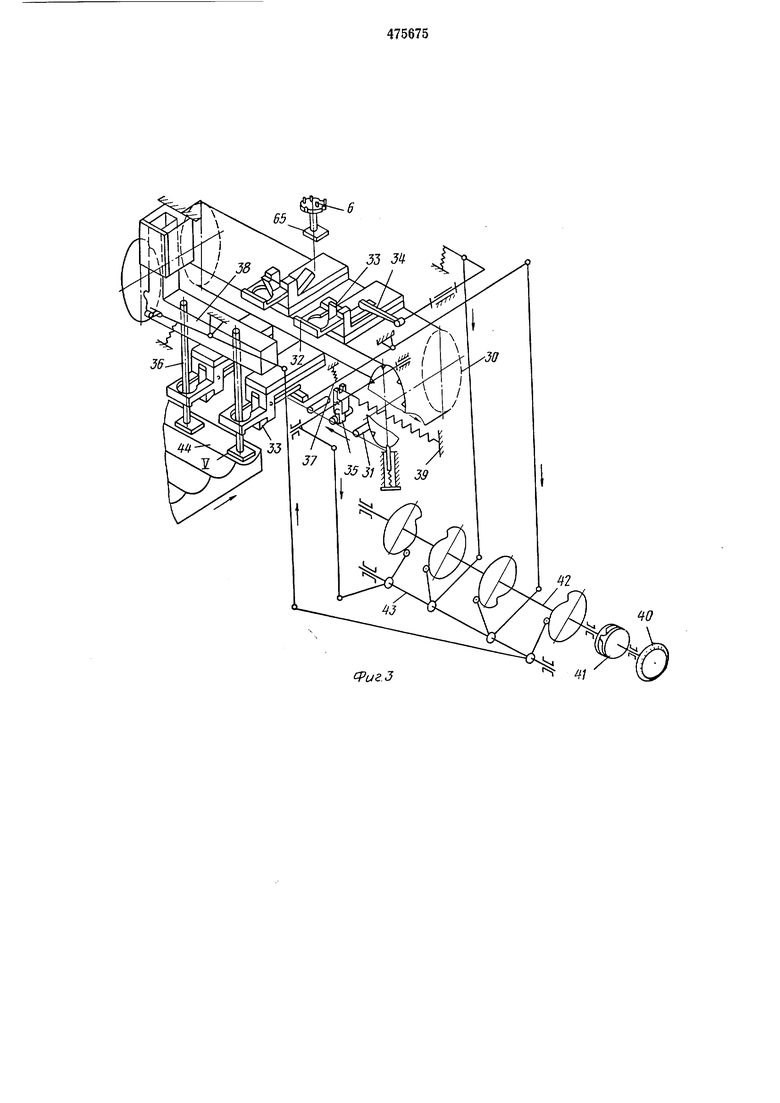
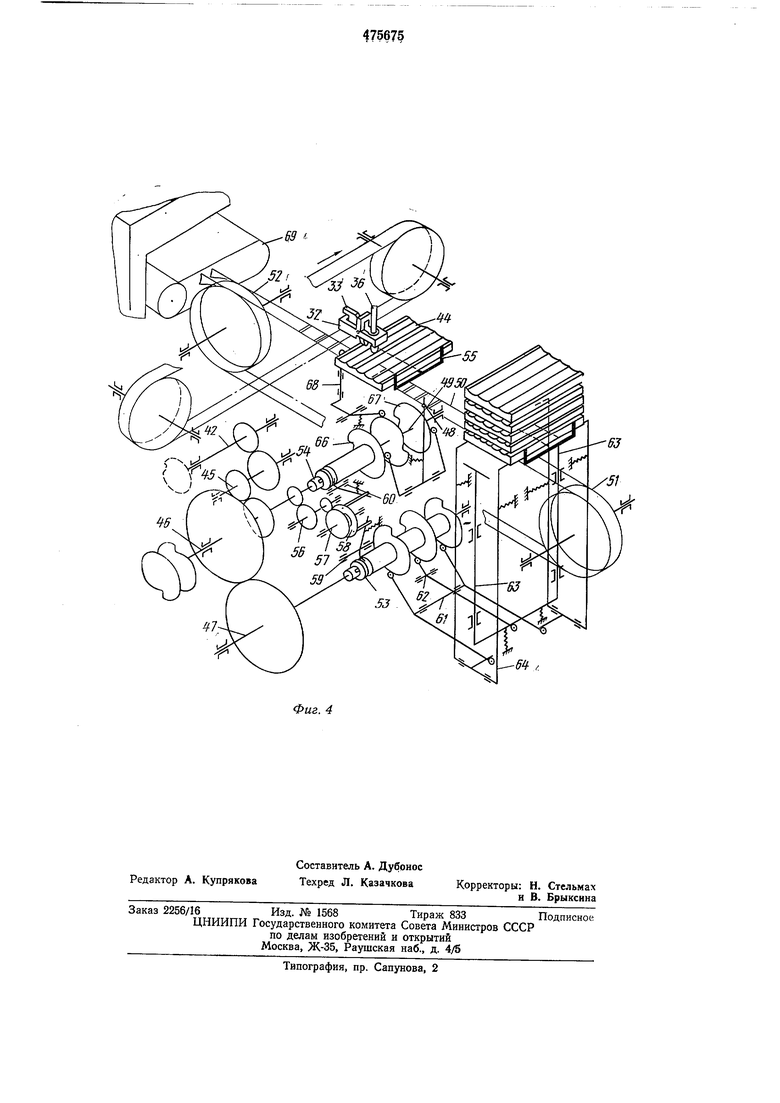
на фиг. 3 - схема транспортера-накопителя с зажимными губками и групповой присоской; на фиг. 4 - схема транспортера подачи подставок для размещения покрытых заготовок. Устройство состоит из транспортирующего
механизма 1, транспортера-накопителя 2, перекрещивающегося с ним транспортера 3 подачи подставок, и привода.
Транспортирующий механизм 1 содержит распределительный вал 4 с системой кулачков и рычагов; вибропитатель 5; транспортирующий диск с присосками 6; механизм ориентации, состоящий из двух противоположно расположенных пар ползунов 7 и 8, рабочие поверхности каждого из которых выполнены
с противоположно направленными скосами,
толкателя 9, рычага 10 и центрального контакта 11; поворотный механизм 12; второй контрольный механизм 13 ориентации; механизм 14 сброса неориентированных заготовок, упор 15 поворота; механизм 16 установки заготовок симметрично оси присоски; механизм нанесения покрытия, состоящий из вращающейся ванночки 17, неподвижного механизма
18перемещивания покрытия, двух элементов
19подачи наносимого слоя, выполненных например, в виде многослойной капроновой сетки, закрепленной между свободными концами плоской пружины 20, выполненной в виде полукольца (этим обеспечивается высокое качество покрытия), которая соединена с осью 21, свободно установленной в подщиппике водила 22, двух приводов элементов подачи наносимого слоя, состоящих из щтока 23, рычагов 24 и 25, кулачка 26, втулки 27, рычага 28 и кулачка 29.
Транспортер-накопитель 2 заготовок содержит две пары звездочек 30, цепь 31 с зажимными губками, неподвижными 32 и подвижными подпружиненными 33, рычаг 34, собачку 35, присоски 36, рычаг 37, подвижный корпус групповой присоски 38, фиксатор 39 и привод, состоящий из пары конических шестерен 40, муфты 41, вала 42 с системой кулачков и оси 43 с системой рычагов.
Транспортер 3 подачи подставок 44 содержит привод транспортера, состоящий из валов 45-47 с системой щестерен и кулачков, рычага 48, осей 49, соединяющих две цепи 50, двух пар звездочек 51 и 52; две муфты 53 и 54 для включения механизмов подачи подставок и ускоренного перемещения транспортера; толкатели 55 подставок; валы 56 и 57 с системой щестерен и диском 58; рычаги 59 и 60; механизм пощтучной подачи подставок на транспортер, состоящий из осей 61 и 62 с системой рычагов, двух толкателей 63, четырех отсекателей 64.
Привод устройства состоит из электродвигателя, клиноременной передачи, муфты, редуктора, цепной передачи.
Работает устройство следующим образом.
Заготовка 65 плоского конденсатора из вибропитателя 5 захватывается присоской 6 и при повороте диска переносится последовательно в позиции I и II, где она ощупывается контактирующими ползунами 7, 8 и центральным контактом 11.
При отсутствии контакта в этих зонах поворотный механизм 12 проворачивает присоску с заготовкой на 90°, а механизм 14 сброса неориентированных заготовок сбрасывает заготовку в тару. Ориентированные и установленные с помощью механизма 16 по центру присоски заготовки поступают в позицию III нанесения покрытия, где из ванночки 17 жидкая глазурь или другое покрытие с помощью двух элементов 19 наносится па торцы заготовки. Перемешивание жидкого покрытия осуществляется вращением ванночки 17 относительно неподвижного механизма 18.
В позиции IV присоска укладывает заготовку в зажимные губки 32 и 33 транспортеранакопителя, а рычаг 34 зажимает ее. С помощью собачки 35 заготовки в транспортере-накопителе перемещаются в нижнюю зону, откуда присоски 36 мягко укладывают их в радиусный паз подставки 44.
Пощтучная подача подставок из штабеля на транспортере подачи подставок производится с помощью двух толкателей 63 и двух пар отсекателей 64, включение которых производит муфта 53.
Толкатели 55, соединенные с цепями 50, через рычаг 48 перемещают установленную на
транспортере подставку в позицию V укладки. После укладки па подставку последнего ряда заготовок муфта 54 включает кулачок 66, который получает вращение от системы щестерен, расположенных на валах 42, 45, 46,
56 и 57, и транспортер получает ускоренное движение на количество щагов, необходимое для подачи следующей подставки в позицию V. Включение муфт 53 и 54 производится от упоров на диске 58 через систему рычагов.
Перемещение транспортера на один щаг производится от кулачка 67, который получает вращение от системы шестерен, расположенных на валах 42, 45 и 46, через рычаг 48, взаимодействующий с осями 49, соединяющими
две цепи 50. После перемещения транспортера на щаг фиксатор 68 фиксирует его.
С транспортера подставки упорами 55 переталкиваются па транспортер 69 печи, в которой происходит оплавление или вжигание покрытия.
Предхмет изобретения
Устройство для напесения покрытия на заготовки плоских конденсаторов, содержащее
механизмы загрузки и ориентации, транспортирующий механизм, механизм нанесения покрытия с элементом подачи наносимого слоя, механизм сушки и приводной механизм, о тличающееся тем, что, с целью повыщения качества покрытия и производительности работы устройства, оно снабжено размещенными между транспортирующим механизмом и механизмом сушки трапспортером-накопителем с зажимными губками и групповой присоской и расположенным под ним и перекрещивающимся с ним транспортером подачи подставок для paзzvieщeния покрытых заготовок, выполненным в виде двух цепей с толкателями, взаимодействующими с рычагом перемещения транспортера, причем механизм ориентации выполнен в виде двух пар противоположно расположенных контактных ползунов, рабочие поверхности каждого из которых выполнены с противоположно направленными скосами, а элемент подачи наносимого слоя механизма нанесения покрытия выполпен, например, в виде многослойной капроновой сетки, закрепленной между свободными концами плоской пружины, выполненной в виде полукольца.
S4b оплобле. я или бжига я покрытиям
i/S.1
Фиг. 2
сриг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения и термообра-бОТКи пОКРыТия HA зАгОТОВКАХ КОНдЕНСАТОРОВ | 1979 |
|
SU847387A1 |
| Устройство для нанесения металлосодержащей пасты на торцы плоских заготовок,преимущественно керамических конденсаторов | 1981 |
|
SU991524A1 |
| Устройство для смены подставок с изделиями | 1972 |
|
SU442967A1 |
| Устройство для нанесения покрытия на заготовки конденсаторов | 1987 |
|
SU1499411A1 |
| Устройство для нанесения покрытий на заготовки конденсаторов | 1985 |
|
SU1247958A1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Устройство для установки на печатные платы радиоэлементов, преимущественно поверхностного монтажа | 1988 |
|
SU1777256A1 |
| Автомат для серебрения непроволочных электрических сопротивлений | 1958 |
|
SU122222A1 |
| ЛИНИЯ ДЛЯ ВЫРАБОТКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ НА ЛИСТАХ | 1971 |
|
SU424550A1 |
| Устройство для нанесения покрытия на заготовки конденсаторов | 1987 |
|
SU1499412A1 |