1
Изобретение относится к обработке металлов давлением и может быть использовано при прессовании труб.
Цель изобретения - уменьшение разностенности переднего конца труб и увеличение выхода годного,
Способ включает подачу заготовки в контейнер, распрессовку ее, прошивку с получением цилиндрической полости с криволинейной осью, имеющей смещение со стороны матрицы в сторону нижней части распрессованной заготовки.
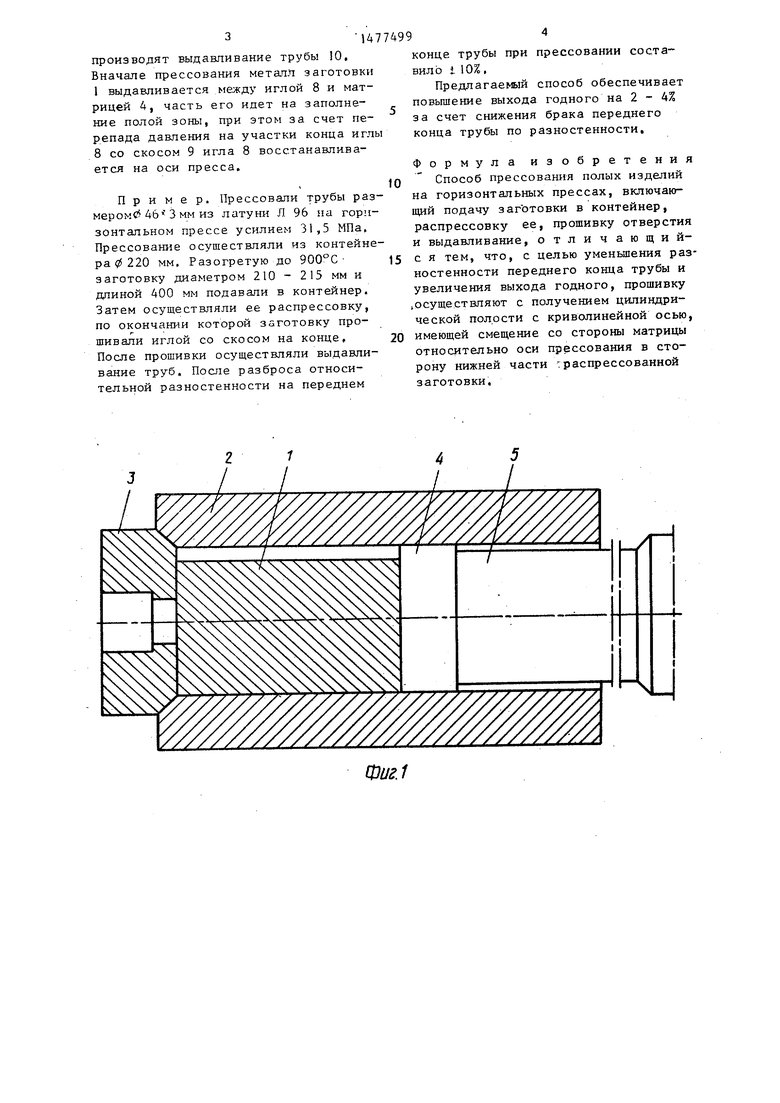
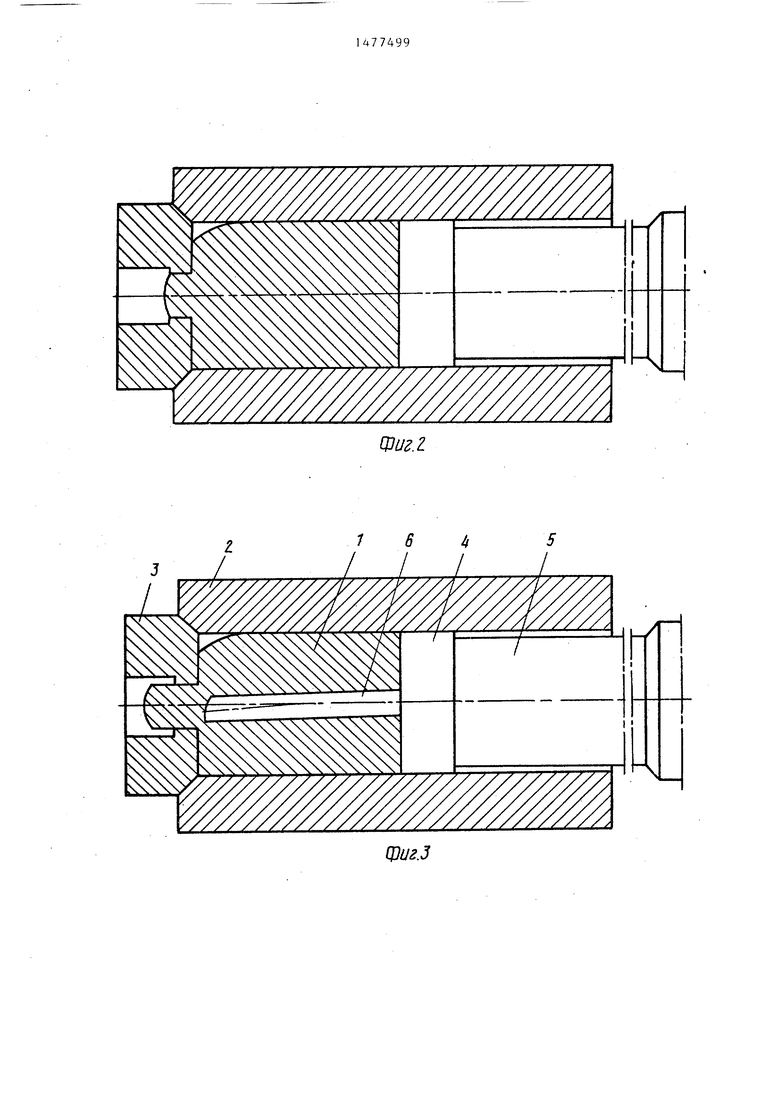
На фиг.1 приведена схема размещения заготовки в контейнере; на фиг. 2- схема распрессовки заготовки; на фиг.З - схема прошивки заготовки; на
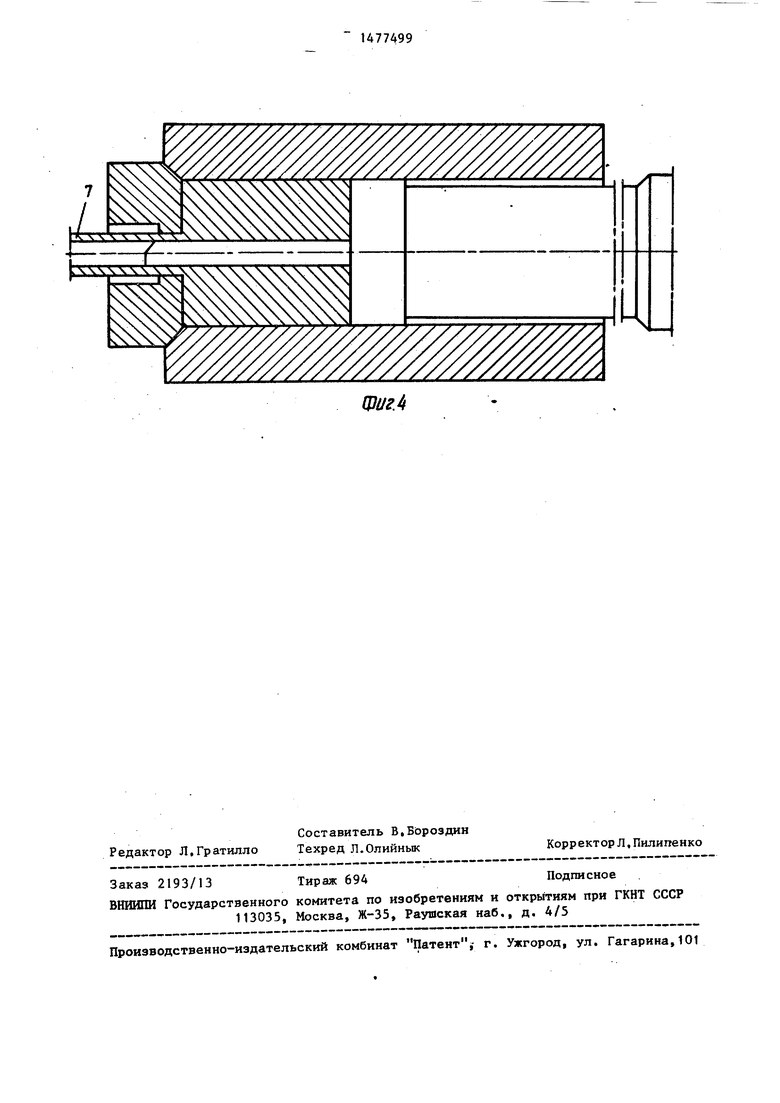
фиг,4 - схема прессования трубы.
Заготовку 1 подают в контейнер 2, причем ввиду того, что диаметр заготовки 1 меньше диаметра контейнера 2, между ними образуется зазор 3. Заготовку 1 распрессовывают в контейнере 2 между матрицей 4 и пресс- шайбой 5 шплинтоном 6, По окончании распрессовки в верхней части контейнера 2 вблизи матрицы 3 остается незаполненная полость 7, Затем осуществляют прошивку заготовки 1 иглой 8 со скосом 9 на торце, причем иглу 8 устанавливают скосом вверх, за счет чего ее уводит относительно оси пресса вниз, Далее через пресс-шайбу 5 передают усилие на заготовку 1 и
4 1 3
Ј СО
со
производят выдавливание трубы 10, Вначале прессования металл заготовки 1 выдавливается между иглой 8 и матрицей 4, часть его идет на заполнение полой зоны, при этом за счет перепада давления на участки конца иглы 8 со скосом 9 игла 8 восстанавливается на оси пресса.
10
Пример. Прессовали трубы размером мм из латуни Л 96 на горизонтальном прессе усилием 31,5 МПа, Прессование осуществляли из контейнера ф 220 мм. Разогретую до 900°С15 заготовку диаметром 210 - 215 мм и длиной 400 мм подавали в контейнер. Затем осуществляли ее распрессовку, по окончании которой заготовку прошивали иглой со скосом на конце,20 После прошивки осуществляли выдавливание труб. После разброса относительной разностенности на переднем
4994
конце трубы при прессовании составило 1 10%,
Предлагаемый способ обеспечивает повышение выхода годного на 2 - 4% за счет снижения брака переднего конца трубы по разностенности.
Формула изобретения
Способ прессования полых изделий на горизонтальных прессах, включающий подачу заготовки в контейнер, распрессовку ее, прошивку отверстия и выдавливание, отличающий- с я тем, что, с целью уменьшения разностенности переднего конца трубы и увеличения выхода годного, прошивку .осуществляют с получением цилиндрической полости с криволинейной осью, имеющей смещение со стороны матрицы относительно оси прессования в сторону нижней части распрессованной заготовки.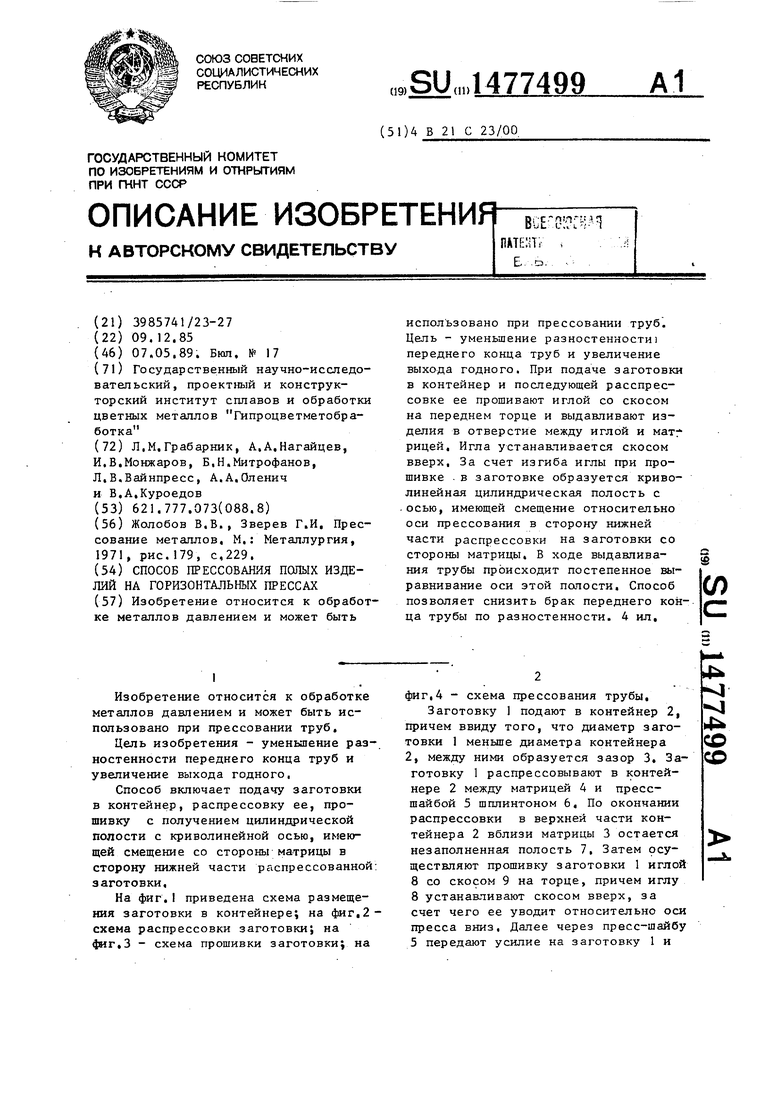
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЯМОГО ПРЕССОВАНИЯ ТРУБОПРОФИЛЬНОГО ИЗДЕЛИЯ | 2002 |
|
RU2238161C2 |
| СПОСОБ ПРЕССОВОЙ ПРОШИВКИ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119396C1 |
| Способ экструдирования труб | 1976 |
|
SU619237A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА И ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2343031C1 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ | 1996 |
|
RU2097158C1 |
| Контейнер устройства для прессования труб и полых профилей | 1986 |
|
SU1375371A1 |
| Устройство для прессования прецизионных труб и способ прессования прецизионных труб с его использованием | 2015 |
|
RU2608110C1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ | 1992 |
|
RU2041752C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ | 2010 |
|
RU2443485C2 |
| Инструмент для прошивки заготовки под прессование | 2015 |
|
RU2611634C2 |
Изобретение относится к обработке металлов давлением и может быть импользовано при прессовании труб. Цель -уменьшение разностепенности переднего конца труб и увеличения входа годного. При подаче заготовки в контейнер и последующей распрессовке ее прошивают иглой со скосом на переднем торце и выдавливают изделия в отверстие между иглой и матрицей. Игла устанавливается скосом вверх. За счет изгиба иглы при прошивке в заготовке образуется криволинейная цилиндрическая полость с осью, имеющей смещение относительно оси прессования в сторону нижней части распрессовки на заготовки со стороны матрицы. В ходе выдавливания трубы происходит постепенное выравнивание оси этой полости. Способ позволяет снизить брак переднего конца трубы по разностепенности. 4 ил.
л-
Фиг.1
Фиг. г
фиг.З
Щи г Л
| Жолобов В.В., Зверев Г.И | |||
| Прессование металлов, М.: Металлургия, 1971, рис.179, с,229. |
