1
Изобретение касается обработки металлов давлением и может быть осуществлено при прокатке продольных периодических профилей с односторонним периодом.
Известны станы для прокатки односторонних периодических профилей, содержащие один калиброванный и по меньщей мере два гладких валка различного диаметра, винтовое нажимное устройство, вводную и выводную арматуру.
Для сохранения постоянства калибра и исключения опережения при прокатке гладкие валки расположены под острым углом, составленным плоскостями, проходящими через их продольные оси и ось калиброванного валка, и жестко связаны между собой общим нажимным устройством, ось винта которого совмещена с биссектрисой этого угла.
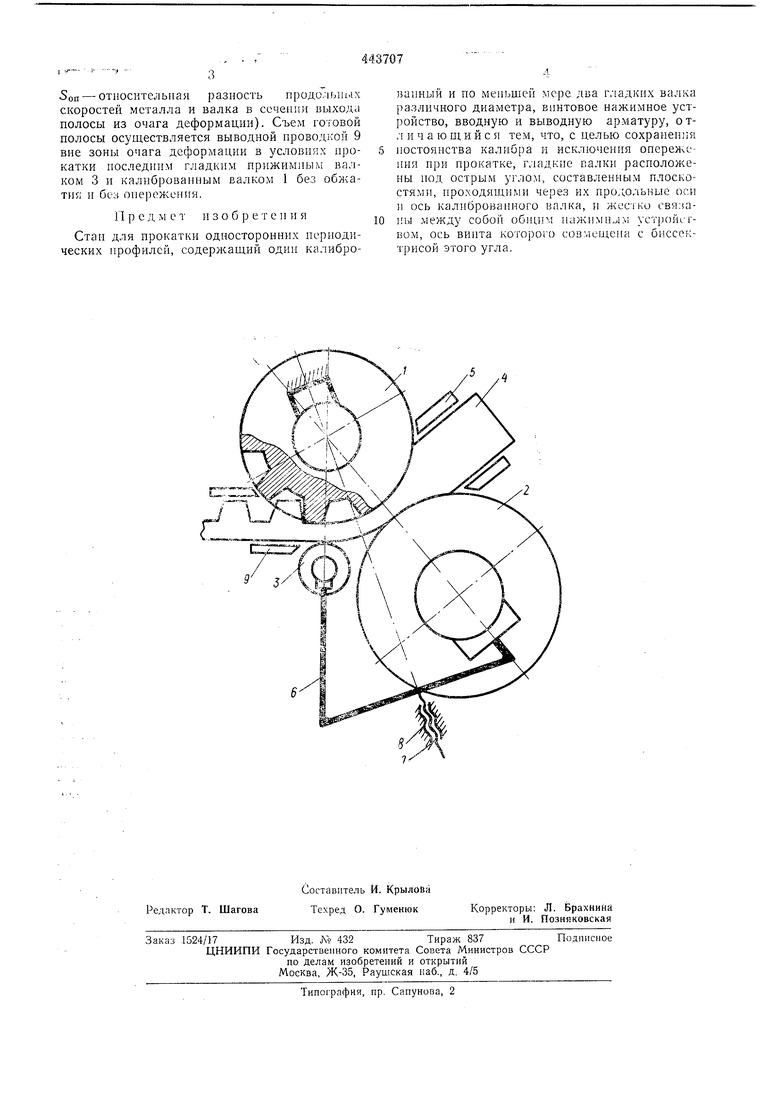
На чертеже изображен предлагаемый стан.
Калиброванный валок 1 и два гладких валка 2 и 3 расположены таким образом, что образуют калибр с постоянной высотой (т. е. зазор между валками 1 и 2 равен зазору между валками 1 и 3). Заготовка 4 с помощью вводной проводки 5 задается между калиброванным обжимным валком 1 и гладким обжимным валком 2, которые сообщают ей полное потребное обжатие. Полное потребное обжатие полосы в валках 1 и 2 устанавливается настройкой валка 2 с помощью общего для гладких валков 2 и 3 нажимного винтового устройства б, имеющего общий нажимной B1U1T 7 с гайкой 8, причем ось винта делпт угол между осевыми плоскостями валков пополам. При настройке валков за счет одинакового совместного движения гладких валков 2 и 3 в направлении оси общего нажимного винта все время сохраняется постоянство высоты калибра (т. е. зазор между валками 1 и 2 все время остается равным зазору
между валками 1 и 3).
Итак, при установке любого заданного обжатия в валках 1 и 2 постоянство высоты калибра, образованного валками 1, 2 и 3, автоматически сохраняется. Диаметр валка 2 для
Д1адежного обеспечения окова заготовкой 4 калиброванного валка 1 может быть, например, Оольше диаметра валка 1. Получившее полное потребное обжатие заготовка 4 оковывает калиброванный валок 1, двигаясь с ним
совместно и с одинаковой скоростью и прижимаясь к нему гладким валком 3. Гладкий валок 3 совместно с калиброванным валком 1 образуют на участке окова как бы тормозящую часть очага деформации. Тормозящая
часть очага деформации устраняет возможность развития опережения при обл.атии заготовки в валках 1 и 2. Кроме этого, гладкий валок 3 совместно с калиброванным валком 1 образуют двухвалковый очаг деформации с
кинематическими параметрами Д/1 0, а следовательно 5оп 0 (Д/г - величина обжатия,
Son - относительная разность продольных скоростей металла и валка в сечении выхода полосы из очага деформации). Съем готовой полосы осуществляется выводной нровод1юн 9 вне зоны очага деформации в условиях нрокатки носледн 1М гладким прижимным валком 3 и калиброванным валком 1 без обжатик и без опережения.
И р е д м е т и з о б р е т е и и я
Стаи для прокатки односторонних периодических профилей, еодерлсащий одии калиброванный и по меньшей мере два гладких валка различного диаметра, винтовое нажимное устройство, вводную и выводную арматуру, о тл и ч а ю 1д и и с я тем, что, с целью сохранения
постоянства калибра и исключения опережения при прокатке, гладкие палки расположены под острым углом, составленным плоскостями, проходящими через их продольные оси и ось калиброванного валка, и жестко между собой обнипл нажимн ки ycTiioArrвом, ось винта которого совмещена с биссектрисой этого угла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки периодических про-филЕй C ОдНОСТОРОННиМ пЕРиОдОМ | 1978 |
|
SU821012A1 |
| Прокатная клеть | 1988 |
|
SU1616731A1 |
| Способ прокатки односторонних периодических профилей | 1979 |
|
SU880593A1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2179900C1 |
| Способ прокатки трапециевидных профилей | 1987 |
|
SU1509141A1 |
| Способ непрерывной прокатки двутавровых профилей | 1979 |
|
SU953765A1 |
| Универсальная прокатная клеть для прокатки несимметричных фасонных профилей | 1981 |
|
SU969348A1 |
| Способ прокатки периодическихпРОфилЕй | 1978 |
|
SU841752A1 |
| Способ прокатки клиновидных профилей | 1979 |
|
SU995921A1 |
| ТРЕХВАЛКОВЫЙ СТАН ВИНТОВОЙ ПРОКАТКИ И ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2009737C1 |
