1
Предлагаемое изобретение может быть использовано заводами резинотехнических изделий при изготовлении крупногабаритных армированных резиновых изделий.
Известны литьевые формы для изготовления резиновых изделий, состоящие из двух нолуформ и содержащие литниковые и контрольные каналы.
В таких формах литниковые и контрольные каналы выполнены в разных местах, что приводит к образовапию на поверхности изделия дополнительных неровностей после удаления с него облоя и резины, заполняющей контрольные и литниковые каналы.
Цель изобретения - улучщение качества поверхности изделий.
Это достигается тем, что контрольные каналы выполнены сообщающимися непосредственно с литниковым каналом.
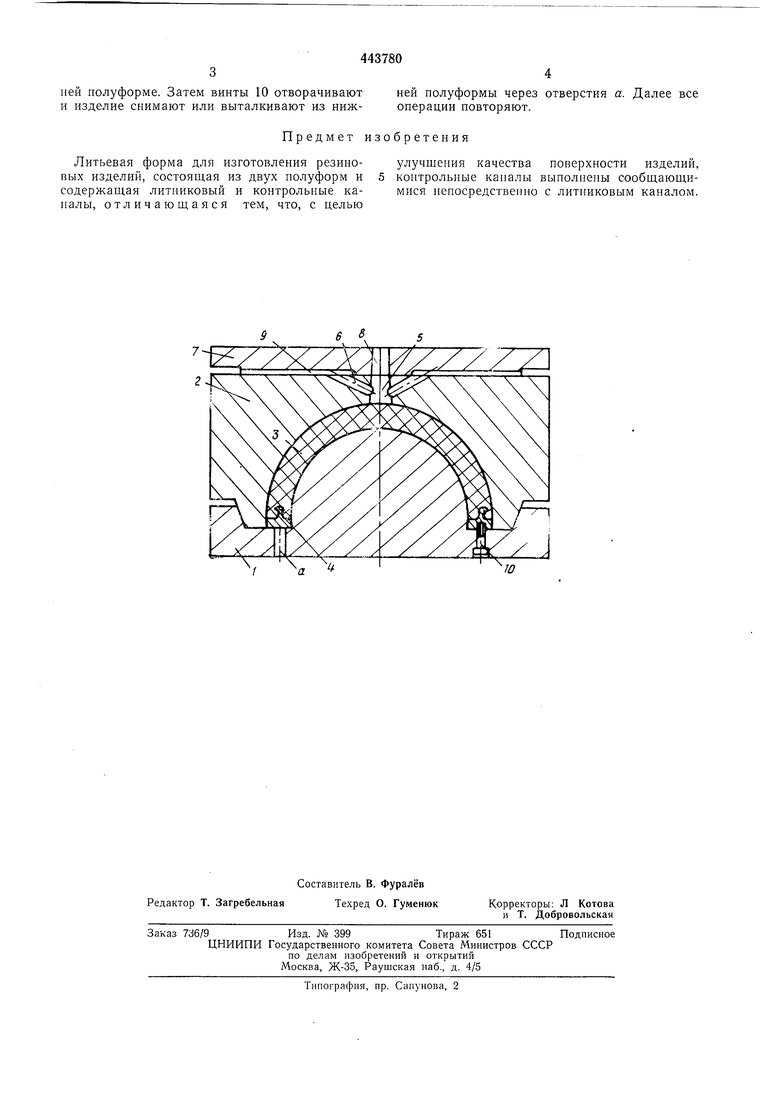
На чертеже изображена литьевая форма в разрезе.
Форма состоит из нижней I и верхней 2 полуформ, образующих полость для формования изделия 3, содержащего арматуру 4. На верхней илите выполнены литниковый канал 5 и сообщающиеся непосредственно с ним контрольные каналы 6. Литьевая плита 7, имеющая литьевой канал 8 и канавки 9 для выхода избытка смеси из контрольных каналов 6, паложепа на верхнюю полуформу 2. Винты 10
служат для извлечения изделия из верхней полуформы 2, отверстия а - для выталкивания пли съема изделий с нижней полуформы 1.
Работа на такой форме производится следующим образом.
Сначала собирается нижняя полуформа 1 с арматурой 4, затем на нижнюю полуформу ставится верхняя нолуформа 2. Литьевая плита 7 накладывается на верхнюю полуформу 2.
В таком виде форма ставится на стол литьевого пресса, где производится заполнение полости формы резиновой смесью под давлением через литьевые 8 и литниковые 5 каналы. После заполнения полости формы резиной давление в полости и литниковом канале 5 резко иовыщается, и избыточная резиновая смесь из контрольных каналов 6 и канавок 9 выдавливается за торец формы. Появление избыточной резины из канавок 9 свидетельствует о заполнении полости формы резипой. Fla этом процесс литья прекращается. Форма снимается со стола литьевого пресса. С формы снимается литьевая плита 7, а форма ставится на вулканизационный пресс.
По окончании процесса вулканизации форму снимают с пресса, вручную или механизированным способом снимают верхнюю полуформу. При этом изделие 3 остается на ниж
ней полуформе. Затем винты 10 отворачивают и изделие снимают или выталкивают из нижПредмет изобретения
Литьевая форма для изготовления резино-улучшения качества поверхности изделий,
пых изделий, состоящая из двух полуформ и5 контрольные каналы выполнены сообщающисодержаш,ая литниковый и контрольные ка-мися непосредственно с литниковым каналом, налы, отличающаяся тем, что, с целью
ней полуформы через отверстия а. Далее все операции повторяют.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОМЕСТНАЯ ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2021 |
|
RU2779342C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1998 |
|
RU2195398C2 |
| Устройство для изготовления кольцевых резиновых изделий | 1981 |
|
SU958123A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2012 |
|
RU2517508C1 |
| Устройство для литьевого прессования резиновых изделий | 1983 |
|
SU1077814A2 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВВСЕСОЮЗНАЯ:К!!Тй0^1аШ?ешг; ;.*'f-', ,'^*v-'v'-—'V'A ь. .4xi. я ' .,•• .• ^с-.Л | 1971 |
|
SU306024A1 |
| Литьевая пресс-форма | 1990 |
|
SU1812122A1 |
| Устройство для изготовления покрышек пневматических шин | 1985 |
|
SU1260242A2 |
| Устройство для литьевого прессования резиновых изделий | 1981 |
|
SU1004144A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1983 |
|
SU1123867A1 |
6 S
W
