1
Изобретение относится к изготовлению резиновых технических изделий и предназначено для изготовления кольцевых резиновых изделий, в том числе и с арматурой.
Известно устройство для изготов,ления кольцевых резиновых изделий, содержащее пресс, связанные с прессом верхнюю и нижнюю плиты, смонтированную на последней литьевую мно-|Q гогнездную форму и литниковый узел с литьевыми камерами по количеству гнезд литьевой формы и плунжерами, закрепленными на верхней плите 1.
В указанном устройстве литьевая J5 форма выполнена в виде плиты, в которой высверлены формующие гнезда, в силу чего для изготовления изделий нескольких типоразмеров необходимо иметь большое количество таких ли- 20 тьеаых форм, что обуславливает значительную металлоемкость устройства. , Наиболее близким к предлагаемому является устройство для изготовления
кольцевых резиновых изделий, содержащее пресс, связанные с прессом вертикально подвижную верхнюю и этажно с -ней расположенную нижнюю плиты, съемные литьевые формы, верхние полуформы которых смонтированы на верхней плите, и литьевой узел- 2.
В известном устройстве литьевой узел выполнен в виде самостоятельных литьевых цилиндров для каждой формы, что обуславливает его сложную конструкцию, а нижние полуформы смонтированы на нижней плите, которая в момент выгрузки изделий находится в зоне плит, пресса, что затрудняет выгрузку готовых изделий.
Цель изобретения - упрощение конструкции литьевого узла и облегчение выгрузки готовых изделий.
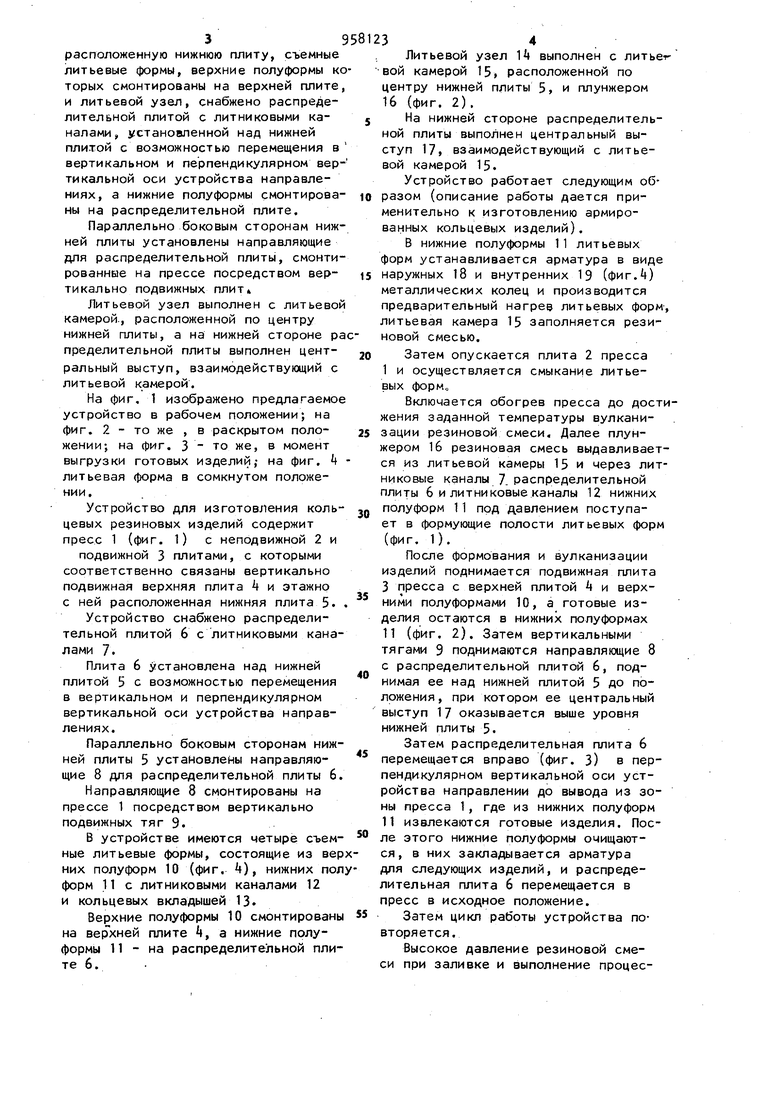
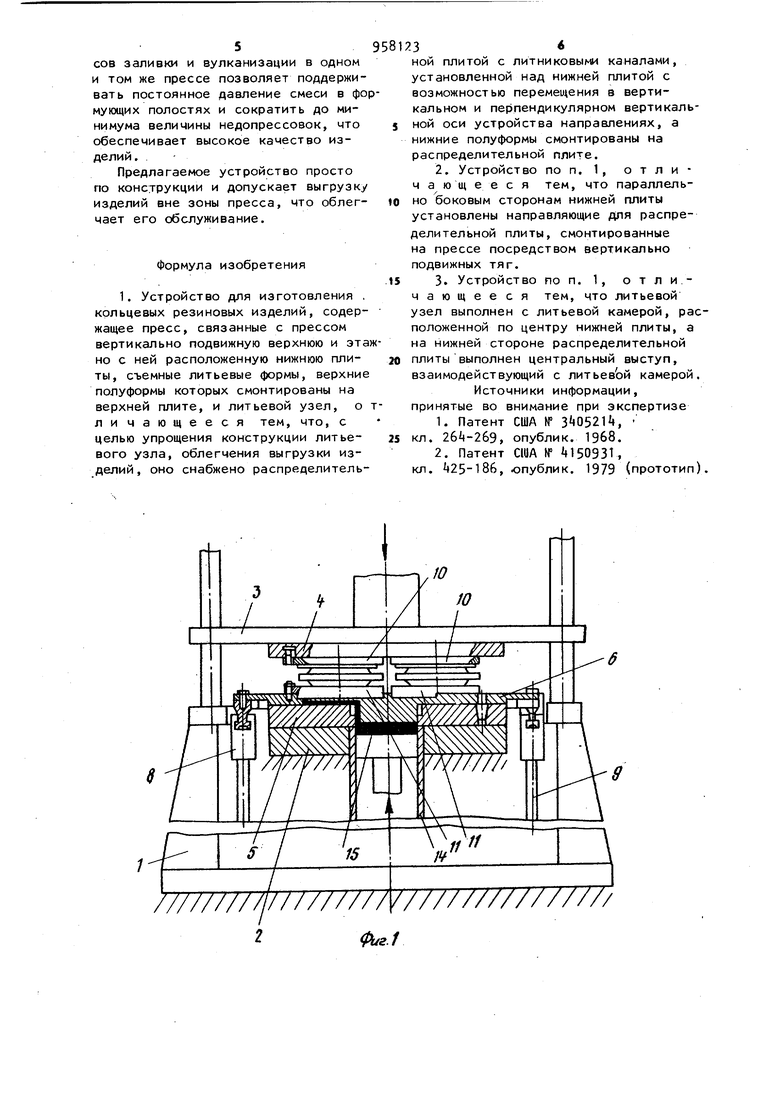
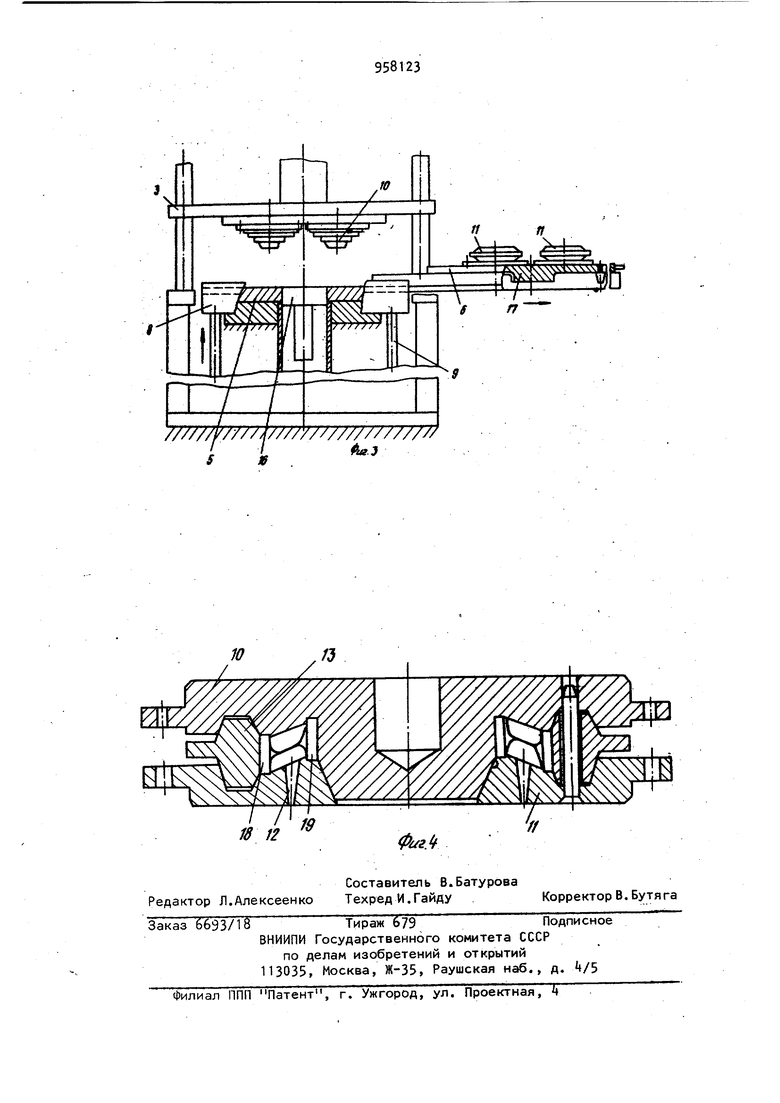
Для достижения поставленной цели устройство для изготовления кольцевых резиновых изделий, содержащее пресс, связанные с прессом вертикально подвижную верхнюю и этажно с ней расположенную нижнюю плиту, съемные литьевые формы, верхние полуформы ко торых смонтированы на верхней плите и литьевой узел, снабжено распределительной плитой с литниковыми каналами, установленной над нижней ПЛИ.ТОЙ с возможностью перемещения в вертикальном и перпендикулярном вертикальной оси устройства направлениях, а нижние полуформы смонтированы на распределительной плите. Параллельно боковым сторонам нижней плиты установлены направляющие для распределительной плиты, смонтированные на прессе посредством вертикально подвижных плит Литьевой узел выполнен с литьевой камерой., расположенной по центру нижней плиты, а на нижней стороне ра пределительной плиты выполнен центральный выступ, взаимодействующий с литьевой камерой. На фиг, 1 изображено предлагаемое устройство в рабочем положении; на фиг, 2 - то же , в раскрытом положении, на фиг, 3 - то же, в момент выгрузки готовых изделий,- на фиг, t литьевая форма в сомкнутом положении. Устройство для изготовления кольцевых резиновых изделий содержит пресс 1 (фиг, 1) с неподвижной 2 и подвижной 3 плитами, с которыми соответственно связаны вертикально подвижная верхняя плита k и этажно с ней расположенная нижняя плита 5. Устройство снабжено распределительной плитой 6 с литниковыми каналами 7. Плита 6 установлена над нижней плитой 5 с возможностью перемещения в вертикальном и перпендикулярном вертикальной оси устройства направлениях. Параллельно боковым сторонам нижней плиты 5 установлены направляющие 8 для распределительной плиты 6, Направляющие 8 смонтированы на прессе 1 посредством вертикально подвижных тяг 9. В устройстве имеются четыре съемные литьевые формы, состоящие из вер них полуформ 10 (фиг, k), нижних пол форм 11 с литниковыми каналами 12 и кольцевых вкладышей 13. Верхние полуформы 10 смонтированы на верхней плите k, а нижние полуформы П - на распределительной плите 6, Литьевой узел 1 выполнен с литье вой камерой 15, расположенной по центру нижней плиты 3, и плунжером 16 (фиг. 2). На нижней стороне распределительной плиты выполнен центральный выступ 17, взаимодействующий с литьевой камерой 15. Устройство работает следующим образом (описание работы дается применительно к изготовлению армированных кольцевых изделий), В нижние полуформы 11 литьевых форм устанавливается арматура в виде наружных 18 и внутренних 19 (фиг,) металлических колец и производится предварительный нагрее литьевых форм, литьевая камера 15 заполняется резиновой смесью. Затем опускается плита 2 пресса Iи осуществляется смыкание литьевых форМо Включается обогрев пресса до достижения заданной температуры вулканизации резиновой смеси. Далее плунжером 16 резиновая смесь выдавливается из литьевой камеры 15 и через литниковые каналы 7. распределительной плиты 6 и литниковые каналы 12 нижних полуформ 11 под давлением поступает в формующие полости литьевых форм (фиг, 1). После формования и вулканизации изделий поднимается подвижная плита 3 пресса с верхней плитой Ц и верхними полуформами 10, а готовые изделия остаются в нижних полуформах II(фиг, 2). Затем вертикальными тягами 9 поднимаются направляющие 8 с распределительной плитой 6, поднимая ее над нижней плитой 5 до положения, при котором ее центральный выступ 17 оказывается выше уровня нижней плиты 5. Затем распределительная плита 6 перемещается вправо (фиг, З) в перпендикулярном вертикальной оси устройства направлении до вывода из зоны пресса 1, где из нижних полуформ 11 извлекаются готовые изделия. После этого нижние полуформы очищаются, в них закладывается арматура для следующих изделий, и распределительная плита 6 перемещается в пресс в исходное положение. Затем цикл работы устройства повторяется. Высокое давление резиновой смеси при заливке и выполнение процес5сов заливки и вулканизации в одном и том же прессе позволяет поддерживать постоянное давление смеси в фо мующих полостях и сократить до минимума величины недопрессовок, что обеспечивает высокое качество изделий , Предлагаемое устройство просто по конструкции и допускает выгрузку изделий вне зоны пресса, что облегчает его обслуживание. Формула изобретения 1. Устройство для изготовления , кольцевых резиновых изделий, содержащее пресс, связанные с прессом вертикально подвижную верхнюю и эта но с ней расположенную нижнюю плиты, съемные литьевые формы, верхние полуформы которых смонтированы на верхней плите, и литьевой узел, о ли чающееся тем, что, с целью упрощения конструкции литьевого узла, облегчения выгрузки изделий, оно снабжено распределитель.3 ной плитой с литниковыми каналами, установленной над нижней плитой с возможностью перемещения в вертикальном и перпендикулярном вертикальной оси устройства направлениях, а нижние полуформы смонтированы на распределительной плите. 2.Устройство по п. 1, отличающееся тем, что параллельно боковым сторонам нижней плиты установлены направляющие для распределительной плиты, смонтированные на прессе посредством вертикально подвижных тяг. 3.Устройство по п. 1, о т л и.чающееся тем, что литьевой узел выполнен с литьевой камерой, расположенной по центру нижней плиты, а на нижней стороне распределительной плиты выполнен центральный выступ, взаимодействующий с литьевЬй камерой. Источники информации, принятые во внимание при экспертизе 1.Патент США № З«0521, кл. 26 4-269, опублик. 1968. 2.Патент ША № 415093Т, кл. 25-186, юпублик. 1979 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для литьевого прессования резиновых изделий | 1981 |
|
SU1004144A1 |
| Устройство для литьевого прессования резиновых изделий | 1983 |
|
SU1077814A2 |
| Устройство для литьевого прессования резиновых изделий | 1983 |
|
SU1167027A1 |
| Устройство для изготовления покрышек пневматических шин | 1985 |
|
SU1260242A2 |
| Устройство для литьевого прессования резиновых технических изделий | 1989 |
|
SU1657393A1 |
| Устройство для изготовления покрышек пневматических шин | 1987 |
|
SU1442423A2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1998 |
|
RU2195398C2 |
| МНОГОМЕСТНАЯ ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2021 |
|
RU2779342C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1996 |
|
RU2113998C1 |
| Литьевая пресс-форма | 1990 |
|
SU1812122A1 |
фиг 2
