1
Изобретение относится к механизыам для склеивания изделий из иеталлокераиики.
Известен автомат для изготовления изделий из полимерных материалов методом склеивания, включющий вращающийся диск с гнез дами, емкость с клеем, круговой копир. С круговым копиром взаимодействуют толкатели, снабженные гнездами для верхних частей склей ваемых изделий/Емкость с клеем представляет собой углубление в пластине, расположенной между диском и толкателями.
Однако известный автомат непригоден для качественного склеивания, например, металлокерамических изделий эпоксидными клеями с наполнителем из металлических порошков, так как более тяжелый наполнитель оседает в емкости на дно. Кроме того, эпоксидные клеи быстро схватываются, вследствие чего требуется частая замена емкости.
6 предлагаемом автомате в отличие от известных механизмы загрузки верхних и нижних склеиваемых элементов изделия, а таккб толкатели перед механизмом загрузки нижних склеиваемых элементов снабя ены нагревателями, а механизм нанесения клея выполнен в виде цан гового зажима с закрепленным в ней клеевым карандашом.
Это повышает качество склеенных изделий и их монолитность за счет равномерного распределения напогаителя в клеевом соединении,
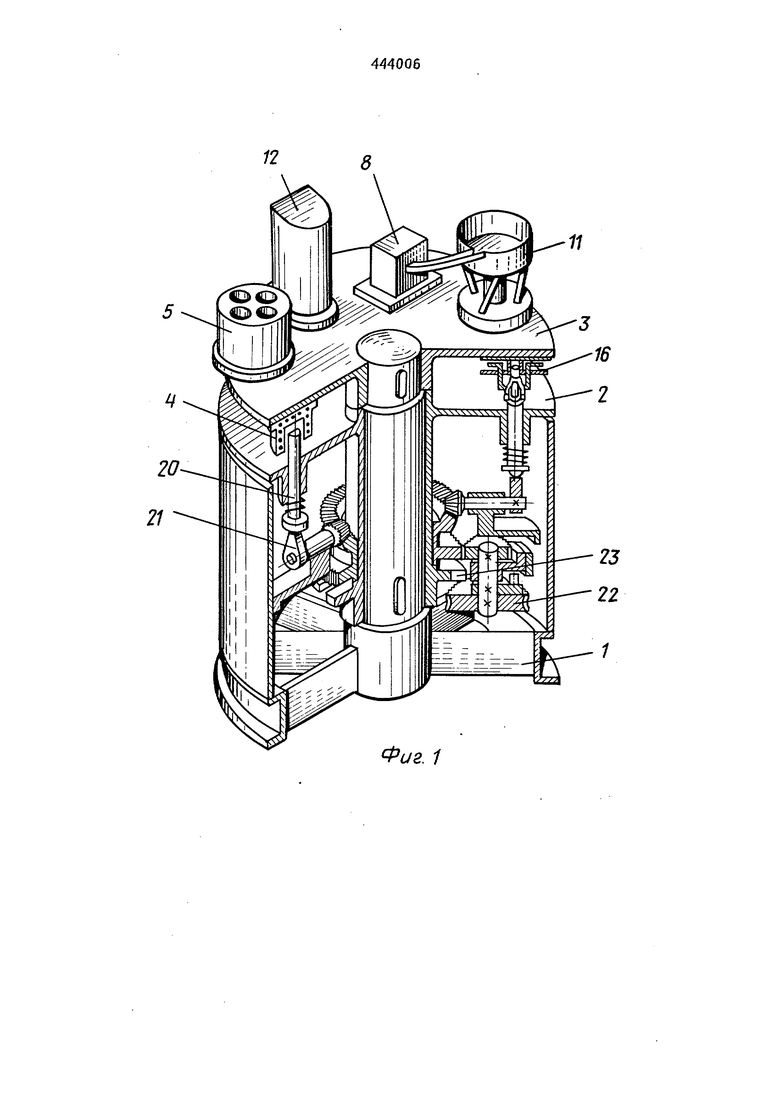
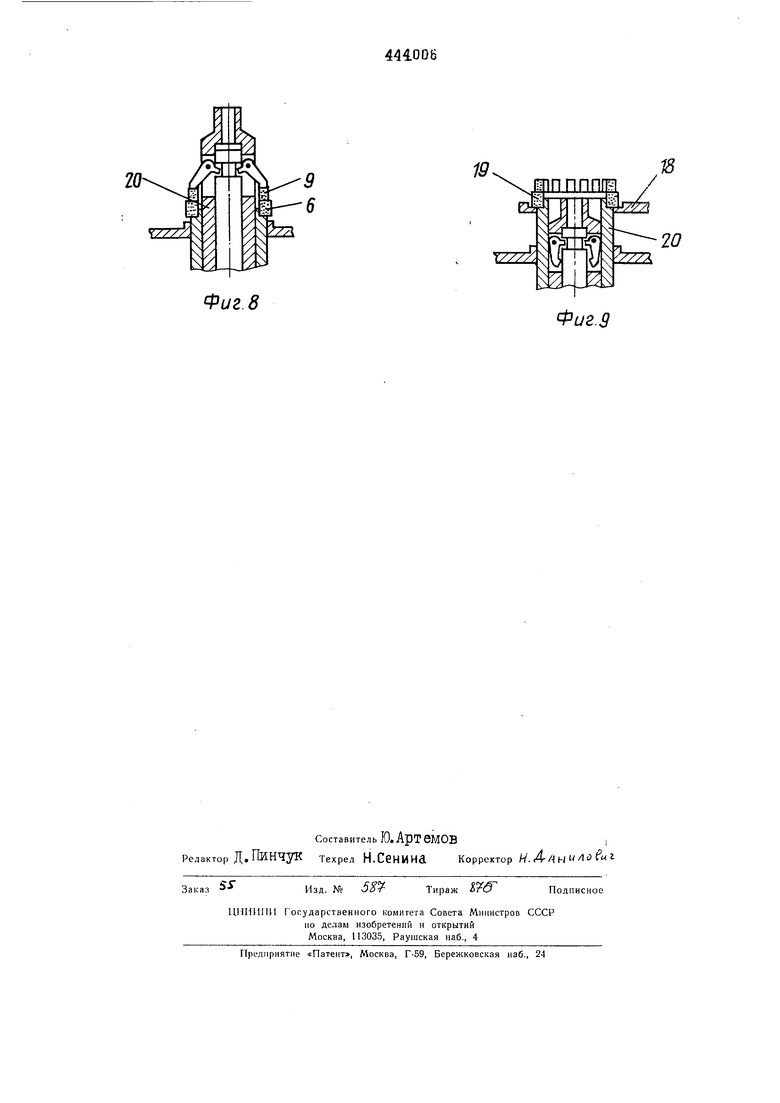
лд фиг,1 изображен автомат для склеивания, например, зубцов с кольцом магнитопровода, общий вид с частичным разрезом; на фиг,2 - нагрев толкателя} на фиг,3 - нагрев и загрузка кольца; на фиг, 4нанесение клея; на фиг.5- нагрев и загрузка зубцов: на фиг. б ориентировка, на фиг. 7 - контроль наличия зубцов; на фиг,8 - сушка; на фиг,9 - выгрузка готового изде
ЛИЯ.
Автомат для склеивания, например, зубцов с кольцом магнитопровода, представляет собой десятипозиционный автомат роторного типа,
На стание I смонтированы нижний подвижный сгол 2 и верхний неподвижный стол 3, На верхнем СТОЛ0 3 размещены две электропечи 4, механизм 3 загрузки колец 6с нагревателями 7, механизм 8 загрузки зубцов 9 с нагревателем 10, вибробункер II для ориентировки зубцов, механизм 12 нанесения клея с цанговым зажимом 13 и клеевым карандашом 1, шаблон 15 механиз- . ма ориентировки, механизм контроля 16 с подвижными контактами 17 и механизм выгрузки 18 готового изделия 19. На нижнем столе 2 закреплены подпружиненные толкатели 20, которые взаимодействуют на каждой позиции с программным механизмом 21, Программный механизм выполнен в виде кулачков, имеющих соответствующий профиль на каждой позиции (на фиг. I условно изобра жен только один кулачок). Движение кулачков, низшего стола и других механизмов производится от электро двигателя через редуктор 22, систему шестерен и мальтийский механизм 23.
Автомат работает следующим рбразом.
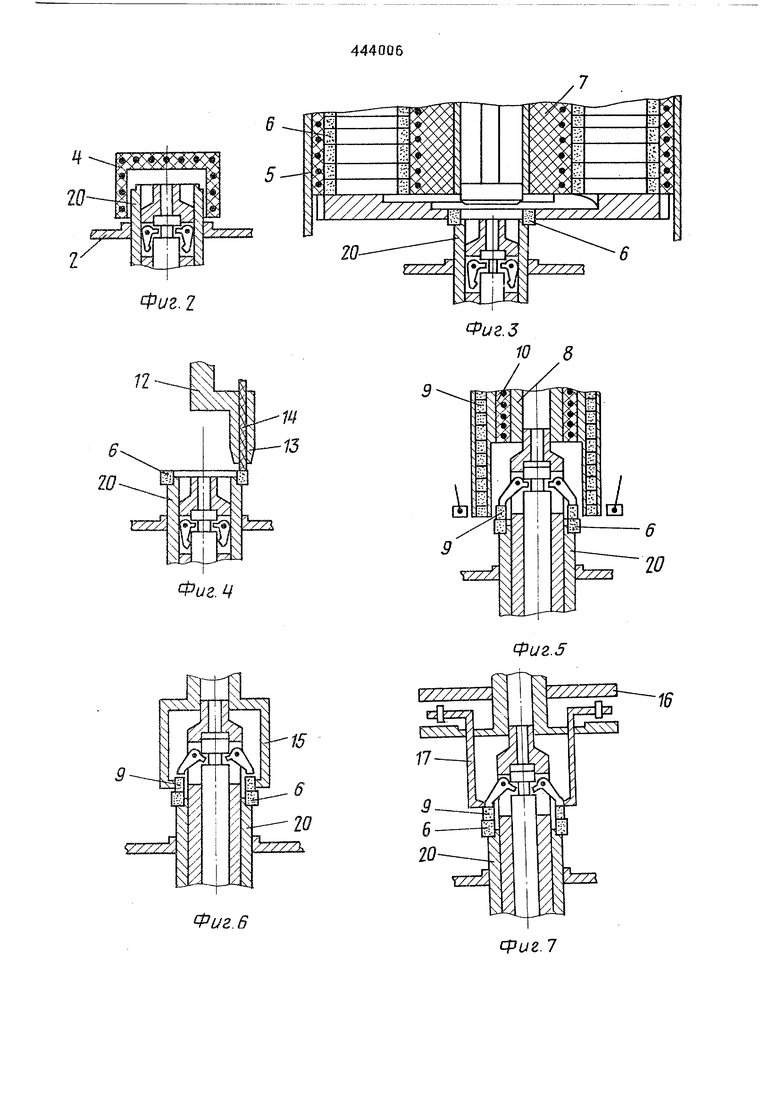
Подвижный нижний стол 2 перио дически поворачивается на I/IO обо
рота при помощи мальтийского меха низма 23 и таким образом переносит толкатели 20 с одной позиции на другую. На первых двух позициях /фиг.2/ верхние концы толкателей нагреваются в электропечах 4. На третьей позиции производится надевание кольца 6 на толкатель 20 при помощи механизма 5 загрузки кольца. Кольца 6 в магазины механизма загружаются вручную. Затем, постепенно опускаясь, кольца нагреваются в нагревателях 7 механизма и в нагретом состоянии подаются на толкатель 20. Нагрев толкателя производится для того, чтобы не было разницы в температуре кольца и толкателя и не происходило из-за этого растрескивания кольца. На четвертой позиции
/фиг.4/ горячее кольцо 6 на газываатся клеевым карандашом 14, размещенным во вращающемся цанговом зажиме 13 механизма 12. Сам карандаш выполнен из эпоксидных смол с наполнителем из ферритного порошка. Карандаш начинает таять только при соприкосновении с нагретой
поверхностью кольца. На пятой позиции /фиг.5/ на смазанное клеем кольцо 6 устанавливаются механизмом 8 нагретые в нагревателе 10 зубцы 9, которые вручную загружаются в вибробункер II, откуда в определено ориентированном состоянии поступают в механизм 8 загрузки. На шестой позиции /фиг.6/ производится ориентирование зубцов, их точная установка на кольце при помощи шаблона 15 и окончательный зажим клеевого соединения. На седьмой позиции ./фиг.7/ проверяется наличие полного комплекта зубцов на кольце при помощи подвижных электрических контактов 17 механизма контроля 16. На восьмой и девятой позициях /фиг.8/ производится сушка клеевого соединения в зажатом при помощи элементов толкателя 20 состоянии. На десятой позиции /фиг.9/ готовое изделие 19 выдается механи мом выгрузки 18 на отводящий лоток после чего отправляется в печь на полимеризацию клея.
ПРЕД1ЖТ ИЗОБРЕТЕНИЯ
Автомат для склеивания изделий из металлокерамики, содержащий поворотный от привода с программным механизмом нижний стол с толкателями, неподвижный верхний стол с механизмами загрузки нижних и верхних склеиваемых элементов, их ориентировки и контроля, нанесения клея, отличающийся тем, что, с целью повышения качест ва изделия, механизмы загрузки склеиваемых элементов, а также толкатели перед -механизмом загрузки нижних склеиваемых элементов снабжены нагревателями, а механизм нанесения клея выполнен в виде цангового зажима с закрепленным в нем клеевым карандашом. Фиг. 1
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторный автомат для лужения цилиндрических деталей | 1978 |
|
SU774841A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Устройство для влажно-тепловой обработки швейных изделий | 1987 |
|
SU1590498A1 |
| Линия сращивания древесины по сечению | 1990 |
|
SU1784456A1 |
| Установка для пропитки и сушки обмоток электрических машин | 1989 |
|
SU1705971A2 |
| Установка для склеивания изделий из полимерных материалов | 1977 |
|
SU680895A1 |
| Автомат для ударной конденсаторной сварки | 1988 |
|
SU1549705A1 |
| УСТРОЙСТВО для ЗАВЕРТЫВАНИЯ В БУМАГУ ИЗДЕЛИИ ПРЯМОУГОЛЬНОЙ ФОРМЫ | 1972 |
|
SU330073A1 |
| Автомат для обработки пуговиц | 1983 |
|
SU1123869A1 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РАНТОВОЙ ОБУВИ | 1970 |
|
SU264937A1 |
Фиг. Ц
Фиг. 6
Фиг. 8
Фиг.З
