1
Известна автоматическая линия для изготовления электродов химических источников тока, содержащая прокатны стан, пресс со штампом, съемник, подвижную каретку, установленную над поверхностями пуансона штампа и съемника, и механизм для подачи ленты. На этой линии порошкообразная активная масса наносится на токоотводяшую ленту и ведется вырубка электродов с помош.ью штампа. Вырубленный электрод необходимо удалить из зоны штампа и очистить пуансон от пыли и отходов. В том случае, если пуансон не будет совершенно чистым, то следуюш.ий вырубленный электрод идет в брак, так как на нем остаются отпечатки неудаленпых частичек. Для очистки пуансона применяются дополнительные приспособления.
Цель изобретения - увеличение производительности и упрощение конструкции линии.
Для этого каретка выполнена с полостью в нижней части для продувки воздухом.
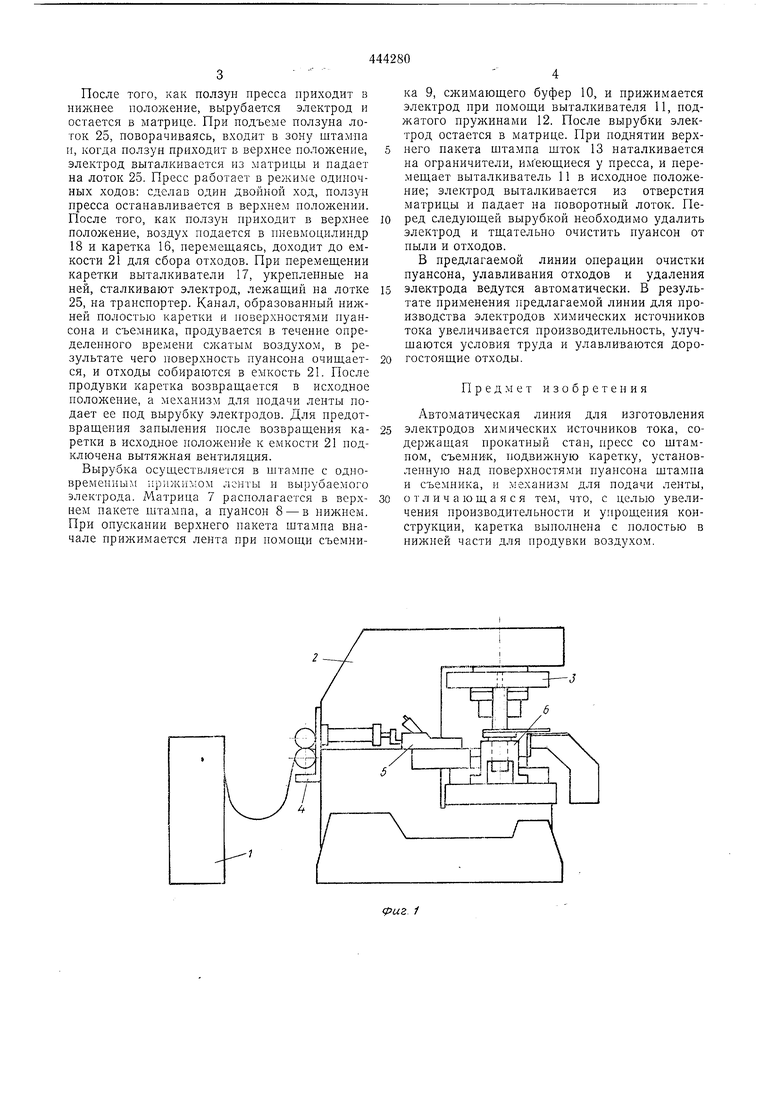
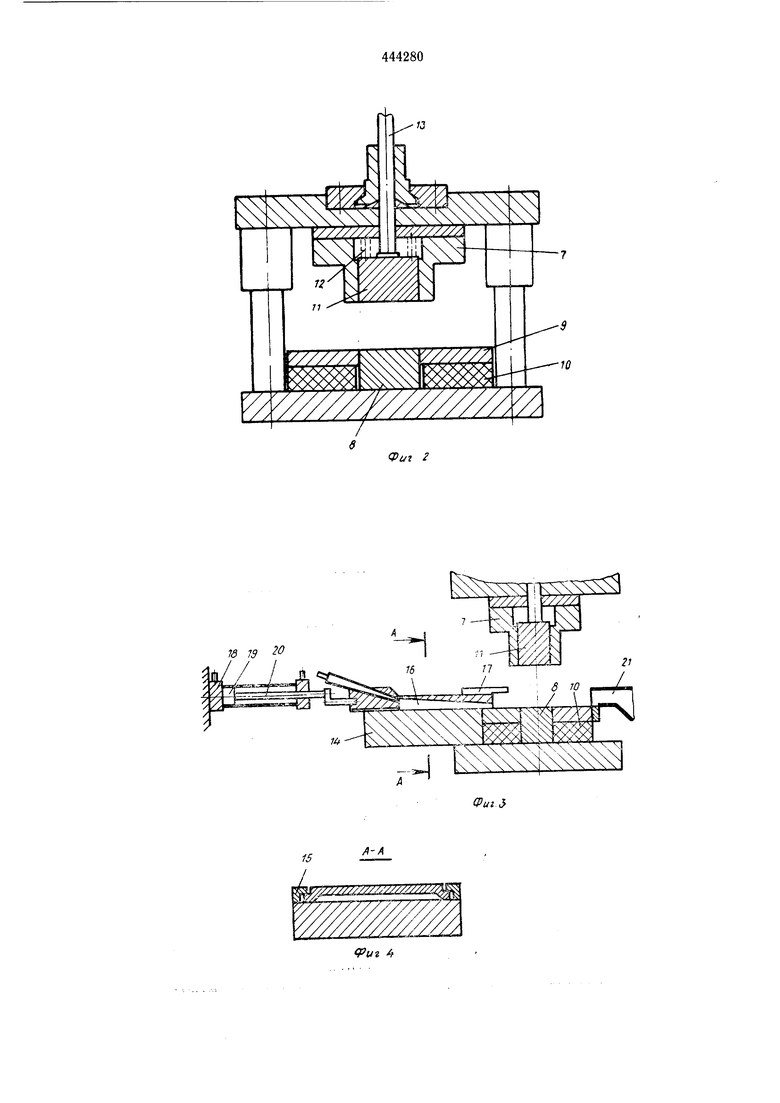
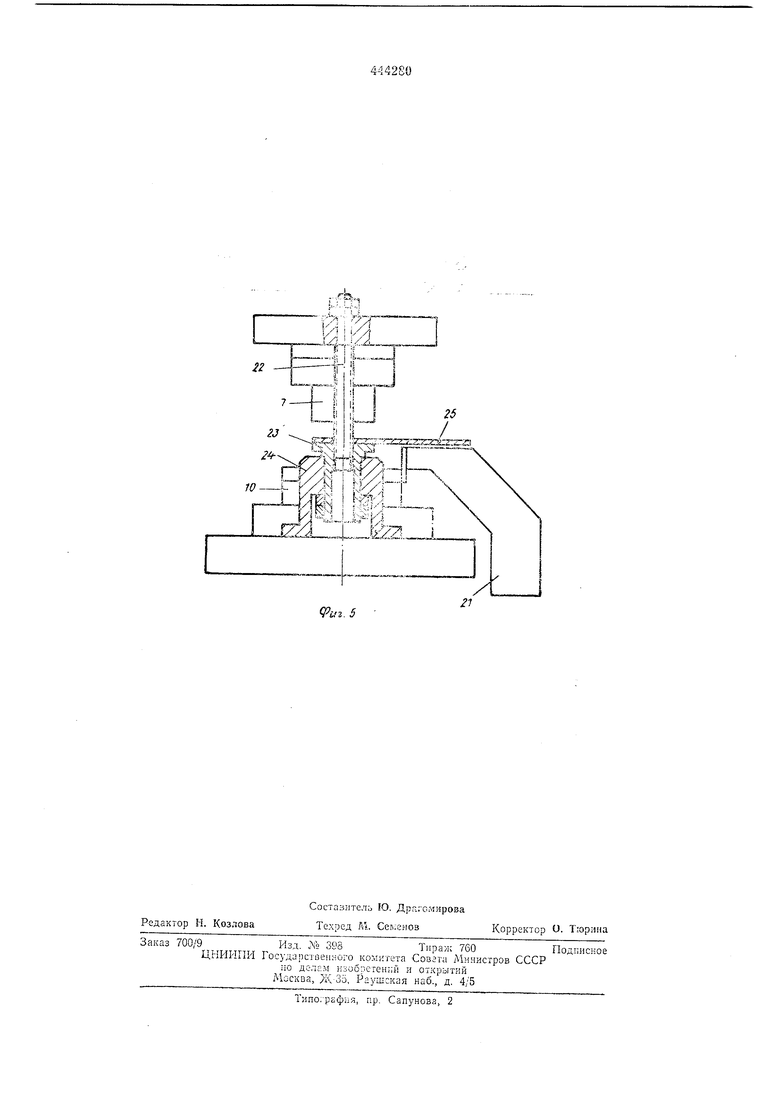
На фиг. 1 схематически показана предлагаемая линия; на фиг. 2 - конструкция штампа; на фиг. 3 - узел очистки пуансона, улавливания отходов и удаления электродов; на фиг. 4 - разрез на фиг. 3; на фиг. 5 - механизм поворотного лотка.
Автоматическая линия состоит из прокатного стана 1, пресса 2 со штампом 3 для вырубки электродов, механизма 4 для подачи ленты.
узла 5 очистки пуансона, улавливания отходов и удаления электродов, механизма б поворотного лотка. Линия управляется с помошью э.тементов электроавтоматики. Штамп состоит из матрицы 7, пуансона 8, съемника 9, буфера 10 п выталкивателя 11 с пружинами 12 и штоком 13. Узел очистки пуансона, улавливания отходов и удаления электродов выполнен из основания 14, установленного на нижней плите штампа, направляющих 15, прикрепленных к основанию 14, подвил ной каретки 6 с в:-ггалкпвагслем 17, пневмоцилиндра 18 с поршпем 19 и штоком 20 и емкости 21 для сбора отходов. Механизм поворотного лотка содержит м}югоходовой винт 22, закрепленный в верхней плите штампа, гайку 23, помещенную в корпус 24, смонтированный на столе пресса. К гайке прикреплен поворотный лоток 25. Линия работает следующим образом.
Прокатный стан работает непрерывно. В результате проката получается лента с нанесенной порошкообразной активной массой. Перед прессом лента образует петлю, и когда петля нажмет на бесконтактный путевой выключатель, автоматикой линии подается команда на включение ползуна пресса. Ползун пресса вместе с верхним пакетом штампа опускается, при этом поворотный лоток 25 выходит из зоны штампа.
После того, как ползун пресса приходит в нижнее положение, вырубается электрод и остается в матрице. При подъеме ползуна лоток 25, поворачиваясь, входит в зону штампа п, когда ползун приходпт в верхнее положение, электрод выталкпвается из матрицы и падает на лоток 25. Пресс работает в режиме одиночных ходов: сделав один двойной ход, ползун пресса останавливается в верхнем положении. После того, как ползун приходит в верхнее положение, воздух подается в пневмоцилиндр 18 и каретка 16, перемеш,аясв, доходит до емкости 21 для сбора отходов. При перемещении каретки выталкиватели 17, укрепленные на ней, сталкивают электрод, лежащий на лотке 25, на транспортер. Канал, образованный полостью каретки и поверхностями пуансона и съемника, продувается в течение определенного времени сжатым воздухом, в результате чего поверхность пуансона очищается, и отходы собираются в емкость 21. После продувки каретка возвращается в исходное положение, а механизм для подачи ленты подает ее под вырубку электродов. Для предотвращения запыления после возвращения каретки в исходное полол енйе к емкости 21 подключена вытяжная вентиляция.
Вырубка осуществляется в штампе с одновременным прижимом ленты и вырубаемого электрода. Матрица 7 располагается в верхнем пакете штампа, а пуансон 8 - в нижнем. При опускании верхнего пакета штампа вначале прижимается лента при номощи съемника 9, сжимающего буфер 10, и прижимается электрод при помощи выталкивателя 11, поджатого пружинами 12. После вырубки электрод остается в матрице. При поднятии верхнего пакета штампа шток 13 наталкивается на ограничители, имеющиеся у пресса, и пере.мещает выталкиватель 11 в исходное положение; электрод выталкивается из отверстия матрицы и падает на новоротный лоток. Перед следующей вырубкой необходимо удалить электрод и тщательно очистить пуансон от пыли и отходов.
В предлагаемой линии операции очистки пуансона, улавливания отходов и удаления
электрода ведутся автоматически. В результате применения предлагаемой линии для производства электродов химических источников тока увеличивается производительность, улучшаются условия труда и улавливаются дорогостоящие отходы.
Предмет изобретения
Автоматическая линия для изготовления электродов химических источников тока, содержащая прокатный стан, пресс со штампом, съемник, подвижную каретку, установленную над новерхностялш пуансона штампа и съемпика, и механизм для подачи ленты, отличающаяся тем, что, с целью увеличения нроизводительности и упрощения конструкции, каретка вынолнена с полостью в нижней части для продувки воздухом.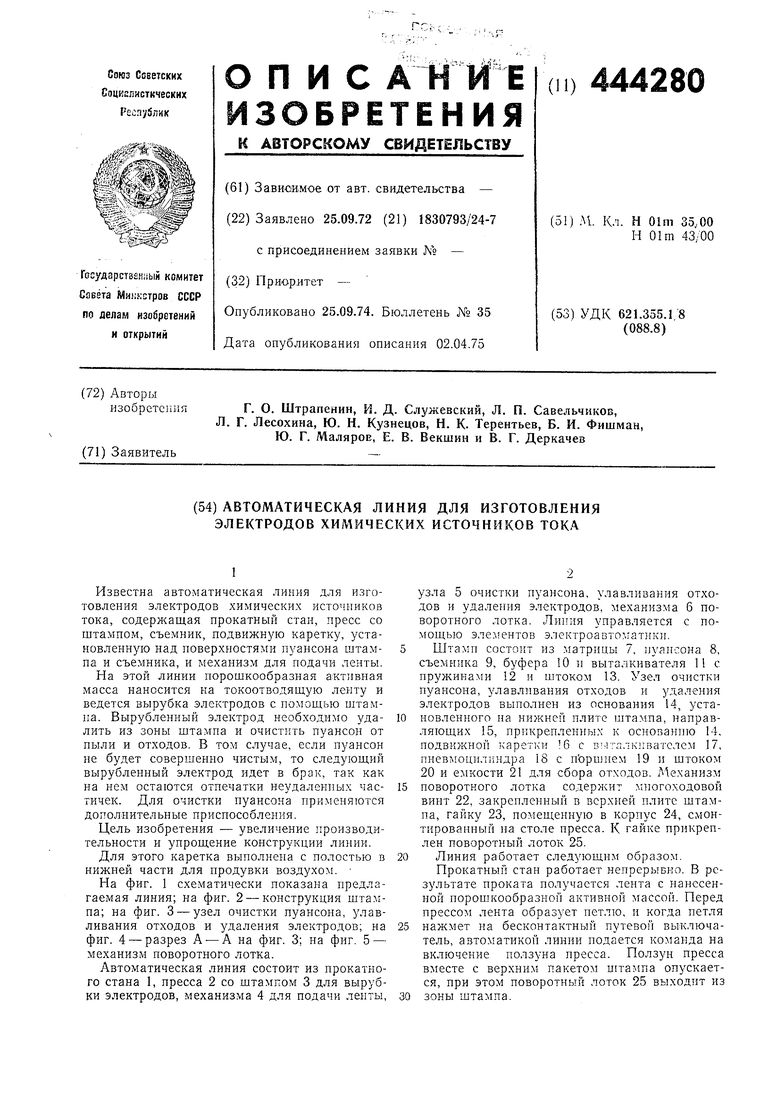
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп последовательного действия | 1989 |
|
SU1606238A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ СЛОЕВ | 1997 |
|
RU2167018C2 |
| Устройство для удаления из рабочей зоны пресса отштампованных деталей | 1972 |
|
SU442634A1 |
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
| Многопозиционный пресс | 1985 |
|
SU1595333A3 |
| УНИВЕРСАЛЬНЫЙ КОМБИНИРОВАННЫЙ ШТАМП ДЛЯ ВЫРУБКИ ЗАГОТОВКИ И ВЫТЯЖКИ ИЗДЕЛИЙ | 2009 |
|
RU2436648C2 |
| Переналаживаемый штамп совмещенногодЕйСТВия | 1978 |
|
SU841719A1 |
| Устройство для штамповки деталей из листового материала В.И.Васильева | 1989 |
|
SU1660805A1 |
| Штамп совмещенного действия | 1978 |
|
SU747579A1 |
W
2
2J
K|t|,J
2
(Риг. 5
