1
Известен способ прокатки заготовок в валках непрерывного стана, согласно которому прокатную штангу обжимают в параллельных калибрах, проходное сечение которых уменьшено в одном направлении. После первого пропуска через клети непрерывной группы раскат возвращают по отводящему рольгангу, установленному параллельно линии стана, и снова задают его в калибр первой клети, расположенный параллельно калибру первого прохода.
Предлагаемый способ отличается тем, что прокатку ведут посредством поочередных возвратно-поступательных проходов в параллельных рядах калибров, при этом проходное сечение калибров в параллельных рядах уменьшают в противоположном направлении.
Это позволяет не только повысить производительность стана, но и сократить металлоемкость оборудования.
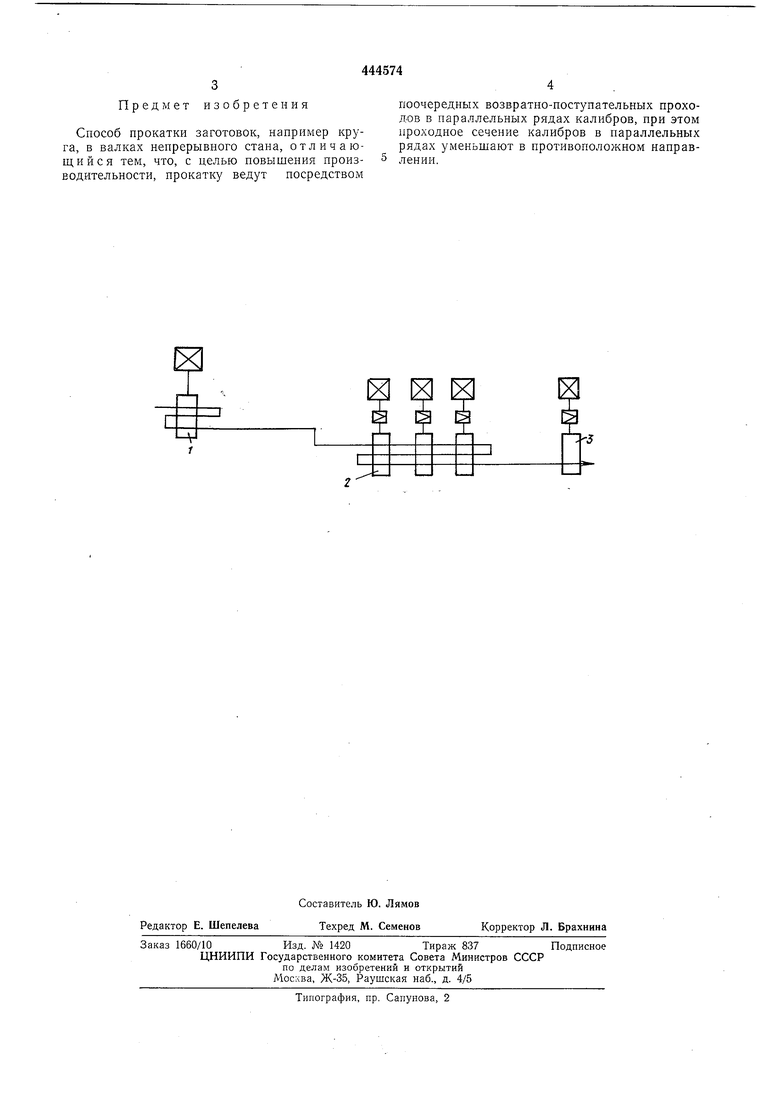
Па чертеже представлена схема заготовочного стана с непрерывной группой клетей для реализации предлагаемого способа.
Стан содержит реверсивную обжимную клеть 1; последовательно за ней расположена непрерывная группа 2 из рабочих клетей трио или двойное дуо. Выполненные в валках рабочих клетей калибры образуют в непрерыв2
ной группе три параллельных ряда (один из них размещен в верхнем горизонте валков, а два - в нижнем) и последовательно расположенную чистовую клеть 3. Прокатку ведут следующим образом. Заготовка, вышедшая из обжимной клети 1, поступает в непрерывную группу 2. Первый проход выполняют в первом ряду калибров (размещены в нижнем горизонте клети трио или двойное дуо непрерывной группы 2), проходные сечения которых уменьшаются по направлению к чистовой клети 3. Затем раскат поднимают до уровня верхнего горизонта валков и прокатывают во втором ряду калибров,
проходные сечения которых уменьшаются в нанравлении обжимной клети 1. После этого раскат проходит третий ряд калибров (в нижнем горизонте), проходные сечения которых уменьшаются снова в нанравлении чистовой клети 3. Указанные операции в непрерывной группе осуществляют за время, меньшее или равное циклу прокатки в обжимной клети 1. Выполнение требуемого скоростного режима прокатки заключается в пересогласовании оборотов двигателей после каждого прохода; это может осуществляться по заданной программе. Прокатанную таким образом заготовку передают к чистовой клети 3, в которой получают готовый профиль.
Предмет изобретения
Способ прокатки заготовок, например круга, в валках непрерывного стана, отличающийся тем, что, с целью повышения нроизводительности, прокатку ведут посредством
поочередных возвратно-поступательных проходов в параллельных рядах калибров, при этом проходное сечение калибров в параллельных рядах уменьшают в противоположном направЛенин.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2009 |
|
RU2399443C1 |
| Способ прокатки рельса (варианты) | 2021 |
|
RU2776314C1 |
| Способ прокатки углового асимметричного профиля | 2022 |
|
RU2785426C1 |
| Способ прокатки полосы заготовки полнопрофильного сердечника металлокомпозитной накладки клееболтового изолирующего стыка | 2022 |
|
RU2787286C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2021 |
|
RU2782330C1 |
| СПОСОБ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ С ДВОЙНЫМИ УКЛОНАМИ ВНУТРЕННИХ ГРАНЕЙ ФЛАНЦЕВ ПОДОШВЫ | 2021 |
|
RU2764911C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОФИЛЕЙ МЕЛКИХ СЕЧЕНИЙ И ПРОКАТНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2037345C1 |
| Способ прокатки упрочненных полос | 1988 |
|
SU1657244A1 |
| Прокатный стан | 1976 |
|
SU619225A1 |
