1
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении зубчатых профилей методом накатки зубьев.
Известно устройство для накатки профилей, содержащее корпус с размещенными в нем на эксцентриковых валах накатниками, расположенными концентрично оси накатываемого изделия с возможностью радиального перемещения, и предназначенную для размещения накатываемого изделия оправку с синхронизирующей шестерней.
Известное устройство не обеспечивает достаточно высокой точности накатки из-за отсутствия жесткости центрирования заготовки относительно рабочих валков в процессе накатки.
Для повышения точности накатки предлагаемое устройство снабжено установленными на эксцентриковых валах накатников с двух сторон от каждого из них кулачками, а на оправке предусмотрены цилиндрические поверхности, с которыми контактируют кулачки. Кулачки выполнены с профилем, соответствующим закону радиального перемещения накатников.
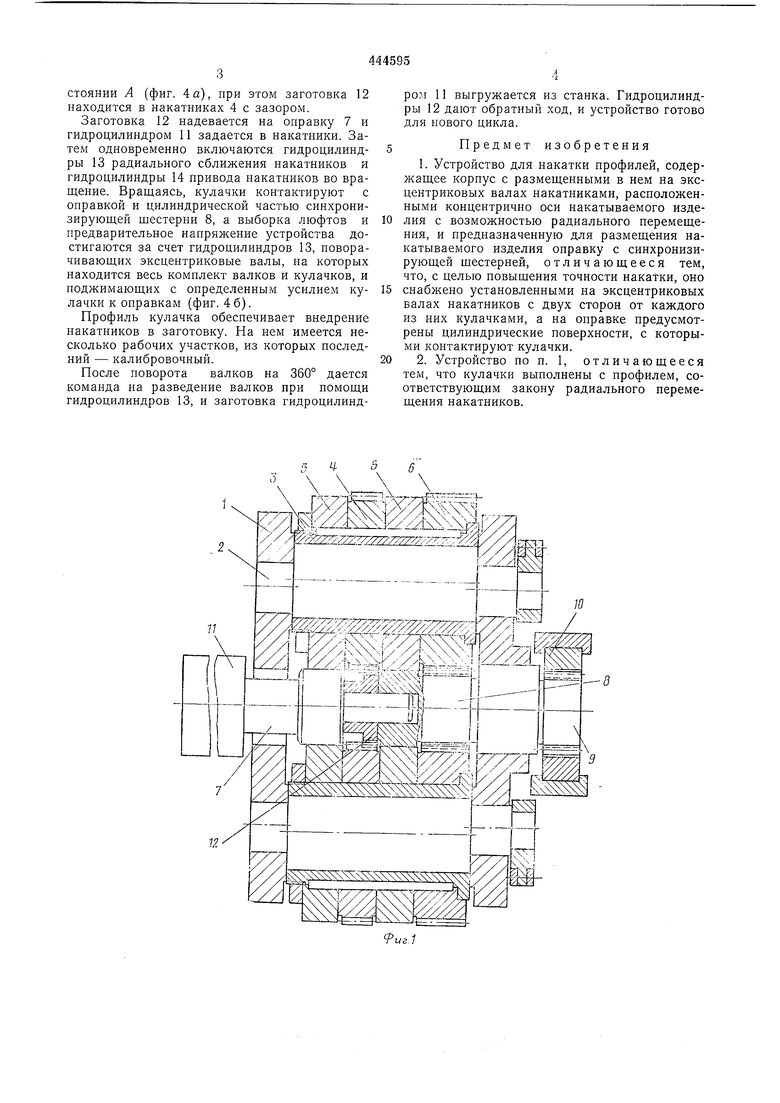
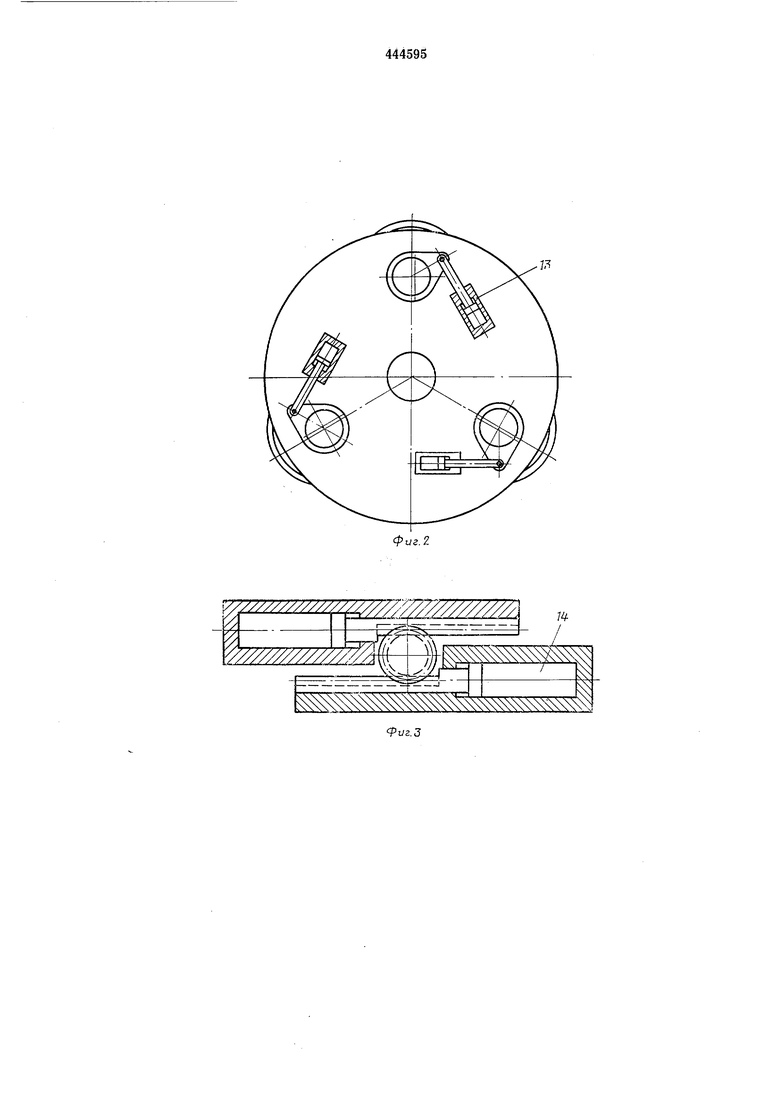
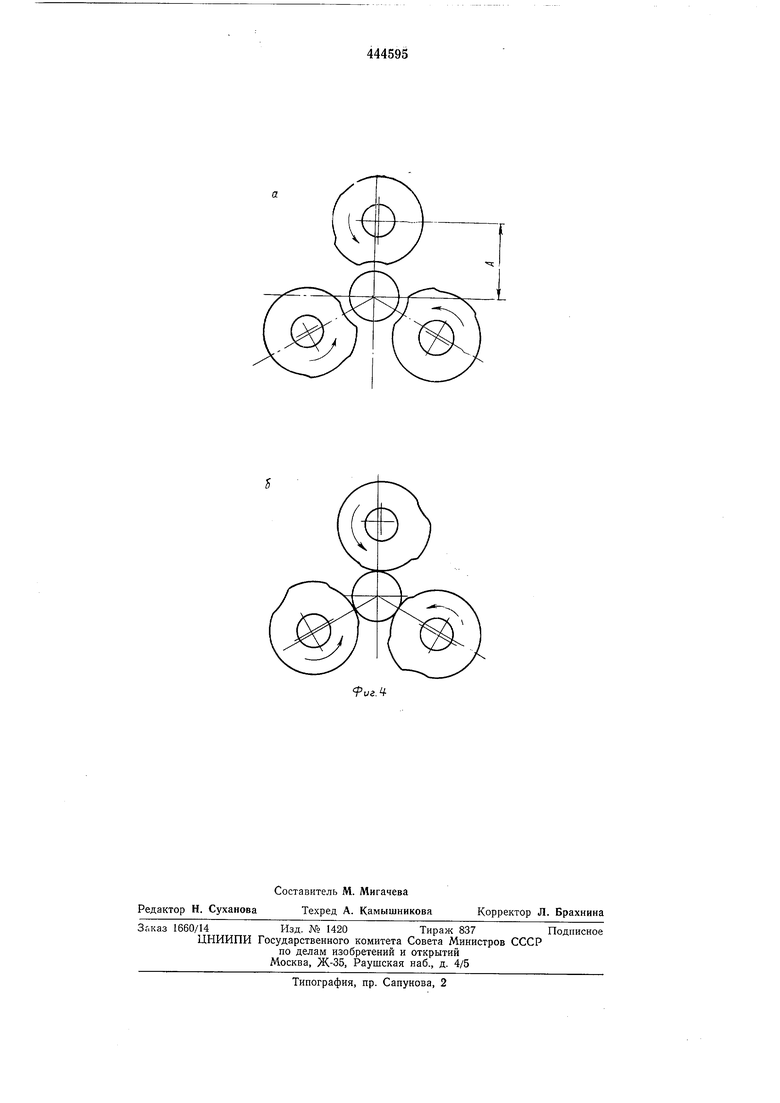
На фиг. 1 показано предлагаемое устройство в продольном разрезе по оси; на фиг. 2 - привод сближения валков; на фиг. 3 - привод вращения валков; на фиг. 4 - профиль
2
kyлaчкoв и положение их при загрузке и при калибровке.
Устройство для накатки профилей состоит из корпуса 1, в расточках которого размещены три эксцентриковых вала 2. На этих валах на одних опорах 3 расположены накатник 4, два идентичных кулачка 5 и приводная шестерня 6. Кулачки при работе контактируют с оправкой 7, которая концом входит в расточку синхронизирующей шестерни 8, и цилиндрической частью синхронизирующей шестерни. Последняя находится в зацеплении с приводными шестернями. На одном валу с синхронизирующей шестерней расположено
зубчатое колесо 9, находящееся в зацеплении с двумя зубчатыми рейками 10. Гидроцилиндр II служит для подачи заготовки 12 в накатники и ее выгрузки. Три гидроцилиндра 13 служат для радиального сближения валков
за счет поворота эксцентриковых валков. Два гидроцилиндра 14 для привода накатников во вращение.
Кулачок имеет выемку, которая необходима для загрузки заготовки, так как рабочий профиль кулачка по радиусу близок к радиусу начальной окружности калибруемой шестерни. Механизмы устройства при радиальной калибровке работают следующим образом. Эксцентриковые валы 2 установлены на расстоянии А (фиг. 4а), при этом заготовка 12 находится в накатниках 4 с зазором.
Заготовка 12 надевается на оправку 7 и гидроцилиндром 11 задается в накатники. Затем одновременно включаются гидроцилиндры 13 радиального сближения накатников и гидроцилиндры 14 нривода накатников во вращение. Вращаясь, кулачки контактируют с оправкой и цилиндрической частью синхронизирующей щестернн 8, а выборка люфтов и предварительное напряжение устройства достигаются за счет гидроцилиндров 13, поворачивающих эксцентриковые валы, на которых находится весь комплект валков и кулачков, и поджимающих с определенным усилием кулачки к оправкам (фиг. 46).
Профиль кулачка обеспечивает внедрение накатников в заготовку. На нем имеется несколько рабочих участков, из которых последний - калибровочный.
После поворота валков на 360° дается команда на разведение валков при помощи гидроцилиндров 13, и заготовка гидроцилиндром 11 выгружается из станка. Гидроцилиндры 12 дают обратный ход, и устройство готово для нового цикла.
Предмет изобретения
1. Устройство для накатки профилей, содержащее корпус с размещенными в нем на эксцентриковых валах накатниками, расположенными концентрично оси накатываемого издеЛИЯ с возможностью радиального перемещения, и предназначенную для размещения накатываемого изделия онравку с синхронизирующей шестерней, отличающееся тем, что, с целью повыщения точности накатки, оно
снабжено установленными на эксцентриковых валах накатников с двух сторон от каждого из них кулачками, а на оправке предусмотрены цилиндрические поверхности, с которыми контактируют кулачки.
2. Устройство по и. 1, отличающееся тем, что кулачки выполнены с профилем, соответствующим закону радиального перемещения накатников.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для накатки профилей | 1981 |
|
SU963655A1 |
| Устройство для накатки внутренних зубчатых профилей | 1988 |
|
SU1710175A1 |
| Устройство для размерной термомеханической обработки зубчатых колес | 1984 |
|
SU1244195A1 |
| Устройство для поперечной прокатки зубчатых профилей | 1979 |
|
SU882691A1 |
| Стан для накатки зубчатых профилей | 1988 |
|
SU1639856A1 |
| Устройство для накатки профилей | 1987 |
|
SU1442314A1 |
| СПОСОБ НАКАТЫВАНИЯ ЗУБЧАТЫХ ВЕНЦОВ | 1991 |
|
RU2015780C1 |
| УСТРОЙСТВО К НАКАТНЫМ СТАНКАМ ДЛЯ ФИКСАЦИИ СУППОРТОВ С НАКАТНИКАМИ | 1965 |
|
SU175919A1 |
| УСТРОЙСТВО для НАКАТКИ ПРОФИЛЕЙ | 1973 |
|
SU380384A1 |
| Устройство для накатки зубчатых колес | 1983 |
|
SU1174140A1 |
щ
Л
т
